一种磁滞柔性隔声板及制作方法与流程
1.本发明属于工业隔声隔振领域,尤其涉及一种磁滞柔性隔声板及制作方法。
背景技术:
2.现有工业设备容易存在振动,产生噪声,针对上述问题有采用柔性隔声板进行隔声、减振。
3.磁滞现象:指铁磁质磁化状态的变化总是落后于外加磁场的变化,在外磁场撤消后,铁磁质仍能保持原有的部分磁性。当铁磁体被磁化到饱和状态后,若将磁场强度由最大值逐渐减小时,其磁感应强度不是循原来的途径返回,而是沿着比原来的途径稍高的一段曲线而减小,当磁场强度为零时,磁感应强度并不等于零,即磁性体中磁感应强度的变化滞后于磁场强度的变化现象。
4.磁滞现象在铁磁性材料中是被广泛认知的。当外加磁场施加于铁磁性物质时,其原子的偶极子按照外加场自行排列。即使当外加场被撤离,部分排列仍保持。该材料被磁化,其磁性会继续保留。需要消磁时,施加相反方向的磁场。这种现象作为系统一种十分依赖于被施加的物理属性,在电子电路中有着广泛应用。
5.当下的柔性隔声板有在橡胶颗粒中添加金属颗粒,直接加压成型,金属颗粒以球状为主,仅是提高隔声板的面密度,有提高一定的隔声量,若需进一步提高隔声、隔振效果,则进一步增加隔声板的厚度,浪费材料。现有柔性隔声板的隔音、隔振的效果不理想,仍需进一步提高隔音、隔振的效果。
技术实现要素:
6.本发明的目的在于提出一种磁滞柔性隔声板及制作方法,通过添加铁磁性颗粒,在成型过程中施加磁场,在磁场下形成磁滞现象,使铁磁性颗粒磁化,提高磁滞柔性隔声板的强度、刚度及阻尼效果,不仅不增加磁滞柔性隔声板的厚度,而且提高磁滞柔性隔声板的隔音、隔振的效果。
7.为达此目的,本发明采用以下技术方案:
8.本发明提供的一种磁滞柔性隔声板制作方法,将柔性颗粒、铁磁性颗粒和胶水进行搅拌15~20分钟形成混合体,然后将混合体移入到模具中,对混合体缓慢施加压力进行成型,并在施加压力的同时对混合体施加磁场,使铁磁性颗粒因磁场而调整方向,待混合体成型后停止加压、停止施加磁场,取出成型好的混合体,冷却后形成磁滞柔性隔声板。
9.优选地,成型好的混合体取出后在25~33℃的环境中自然冷却,冷却后对成型好的混合体再次施加磁场,施加的磁场强度大于等于成型过程中施加的磁场强度,持续25~35分钟后停止施加磁场,形成磁滞柔性隔声板。
10.优选地,在对混合体加压成型和施加磁场的过程中对混合体进行保温保压处理,保温保压时间为25~35分钟,同时采用水蒸气进行保温,保温温度为100~110℃。
11.优选地,成型好的混合体取出后在25~33℃的环境中自然冷却。
12.优选地,采用在模具相对的两侧安装电池线圈设备进行施加磁场。
13.优选地,所述铁磁性颗粒呈非球体状。
14.优选地,铁磁性颗粒的横截面呈长方形或椭圆形。
15.优选地,柔性颗粒和铁磁性颗粒的配比,以质量比计,为95︰5~85︰15。
16.优选地,添加的胶水的质量为柔性颗粒和铁磁性颗粒总质量的5%~15%。
17.优选地,铁磁性颗粒和柔性颗粒的粒径均为1~5mm。
18.优选地,施加的压力为45-55mpa。
19.优选地,施加的磁场强度为300-500a/m。
20.优选地,铁磁性颗粒的材质为铁、钴或镍,柔性颗粒为橡胶颗粒、硅胶颗粒或树脂颗粒。
21.优选地,胶水为环保水性胶。
22.本发明还提供一种磁滞柔性隔声板,采用如上述的磁滞柔性隔声板制作方法制成,包括柔性板体、柔性颗粒、以及铁磁性颗粒,柔性颗粒和铁磁性颗粒均设置于柔性板体的内部,铁磁性颗粒被磁化过且带有磁性,相邻的铁磁性颗粒之间相互吸引或相互排斥。
23.本发明的有益效果为:
24.1、通过添加铁磁性颗粒,在成型过程中施加磁场,在磁场下形成磁滞现象,使铁磁性颗粒磁化,提高磁滞柔性隔声板的强度、刚度及阻尼效果,不仅不增加磁滞柔性隔声板的厚度,而且提高磁滞柔性隔声板的隔音、隔振的效果。
25.2、在生产过程中为保证橡胶颗粒的粘结性,在对混合体加压成型和施加磁场的过程中对混合体进行保温保压处理。
26.3、采用非球体状的铁磁性颗粒,具体为横截面呈长方形或椭圆形的铁磁性颗粒,非球体状的铁磁性颗粒在获得磁性后能具有指向性的磁极方向,尤其是横截面呈长方形或椭圆形的铁磁性颗粒,指向性更强,有利于在受到磁场时产生磁化并调整方向。
27.4、本磁滞柔性隔声板在使用过程中可另外施加一个磁场,提高磁滞柔性隔声板内部的磁场力,使产品的强度、刚度、阻尼力大大提高,进一步提高隔声、隔振效果,所需隔声、隔振效果可根据实际使用需求通过施加的磁场强度来调节,大大提高适用范围。
附图说明
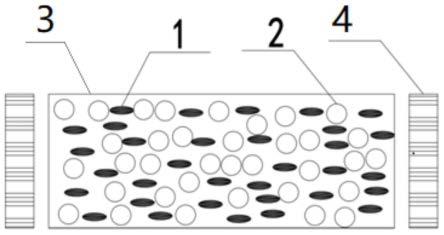
28.图1是本发明实施例一电池线圈设备与磁滞柔性隔声板的位置关系示意图。
29.图2是本发明实施例一磁滞柔性隔声板的结构示意图。
30.图3是本发明实施例二磁滞柔性隔声板的结构示意图。
31.附图中的标记为:1-铁磁性颗粒,2-柔性颗粒,3-柔性板体,4-电池线圈设备。
具体实施方式
32.现结合附图和具体实施方式对本发明进一步说明。
33.实施例一:
34.如图1所示,本实施例中提供的一种磁滞柔性隔声板制作方法,将柔性颗粒2、铁磁性颗粒1和环保水性胶水进行搅拌18分钟形成混合体,然后将混合体移入到模具中,在模具的左右两侧安装电池线圈设备4进行施加磁场,线圈可根据实际需求调整电流大小来控制
磁场强度,本实施例施加的磁场强度为300a/m,根据所需成型厚度计算施加压力,本实施例施加的压力为45mpa,本实施例通过模具上的盖板对混合体缓慢施加压力进行成型,并在施加压力的同时启动电池线圈设备4对混合体施加磁场,使铁磁性颗粒1因磁场而调整方向,其原子的偶极子按照外加场自行排列,待混合体成型后停止加压、关闭电池线圈设备4停止施加磁场,取出成型好的混合体,放置于30℃的环境中自然冷却,冷却后启动电池线圈设备4对其再次施加磁场,施加的磁场强度与成型过程中施加的磁场强度相同,持续30分钟后关闭电池线圈设备4停止施加磁场,形成磁滞柔性隔声板。然后根据产品的规格尺寸进行切割、修边和包装。通过在生产过程中再次施加磁场,增强磁性,并且要求第二次施加的磁场强度大于等于第一次施加的磁场强度,确保磁性的巩固增强。
35.本实施例的柔性颗粒2为橡胶颗粒,铁磁性颗粒1为可磁性化材料,具体材质为铁。橡胶颗粒选用废旧橡胶、废旧轮胎等废旧橡胶原料通过切块、破碎、筛选、研磨、再筛选、再研磨等生产工艺得到粒径为3mm粒径的橡胶颗粒。铁磁性颗粒1粒径为3mm,铁磁性颗粒1的横截面呈椭圆形,具体为椭圆体状。橡胶颗粒与磁性颗粒的配比为95:5,可根据实际情况调整两种颗粒的配比。添加的胶水的质量为柔性颗粒和铁磁性颗粒总质量的15%,根据实际情况调整。
36.其中,在生产过程中为保证橡胶颗粒的粘结性,在对混合体加压成型和施加磁场的过程中对混合体进行保温保压处理,保温保压时间为30分钟,同时采用水蒸气进行保温,保温温度为105℃。
37.如图2所示,本实施例还提供一种磁滞柔性隔声板,采用如上述的磁滞柔性隔声板制作方法制成,包括柔性板体3、柔性颗粒2、以及铁磁性颗粒1,柔性颗粒2和铁磁性颗粒1均设置于柔性板体3的内部,铁磁性颗粒1被磁化过且带有磁性,相邻的铁磁性颗粒1之间相互吸引或相互排斥。
38.通过在柔性板体3的内部添加椭圆体状的铁磁性颗粒1,采用截面呈椭圆形的铁磁性颗粒1在获得磁性后能具有指向性的磁极方向,且指向性强,有利于在受到磁场时产生磁化并调整方向,生产过程中在柔性板体3的左右两侧安装电磁线圈设备形成磁场,使铁磁性颗粒1因磁场而调整方向,撤去电磁线圈设备后,产生磁滞现象,这使得铁磁性颗粒1内存在一个磁场力,从而提高铁磁性颗粒1的强度及刚度,并在铁磁性颗粒1变形的时候产生阻尼效果,如此利用磁滞现象增加磁滞柔性隔声板的强度及刚度,进而提高磁滞柔性隔声板的隔声、隔振及阻尼效果。本磁滞柔性隔声板在使用过程中可另外施加一个磁场,提高磁滞柔性隔声板内部的磁场力,使产品的强度、刚度、阻尼力大大提高,进一步提高隔声、隔振效果,所需隔声、隔振效果可根据实际使用需求通过施加的磁场强度来调节,大大提高适用范围。本磁滞柔性隔声板可单独使用,也可在现有的隔音、隔振技术的基础上,结合本磁滞柔性隔声板,可进一步提高隔声、隔振的效果。
39.实施例2:
40.本实施例中提供的一种磁滞柔性隔声板制作方法,将柔性颗粒2、铁磁性颗粒1和环保水性胶水进行搅拌15分钟形成混合体,然后将混合体移入到模具中,在模具的左右两侧安装电池线圈设备4进行施加磁场,线圈可根据实际需求调整电流大小来控制磁场强度,本实施例施加的磁场强度为500a/m,根据所需成型厚度计算施加压力,本实施例施加的压力为55mpa,通过模具上的盖板对混合体缓慢施加压力进行成型,并在施加压力的同时启动
电池线圈设备4对混合体施加磁场,使铁磁性颗粒1因磁场而调整方向,其原子的偶极子按照外加场自行排列,待混合体成型后停止加压、关闭电池线圈设备4停止施加磁场,取出成型好的混合体,放置于30℃的环境中自然冷却,冷却后启动电池线圈设备4对其再次施加磁场,施加的磁场强度与成型过程中施加的磁场强度相同,持续25分钟后关闭电池线圈设备4停止施加磁场,形成磁滞柔性隔声板。然后根据产品的规格尺寸进行切割、修边和包装。
41.本实施例的柔性颗粒2为橡胶颗粒,铁磁性颗粒1为可磁性化材料,具体材质为铁。橡胶颗粒选用废旧橡胶、废旧轮胎等废旧橡胶原料通过切块、破碎、筛选、研磨、再筛选、再研磨等生产工艺得到粒径为4mm粒径的橡胶颗粒。铁磁性颗粒1粒径为4mm,铁磁性颗粒1的横截面呈长方形,具体为长方体状。橡胶颗粒与磁性颗粒的配比为85:15,可根据实际情况调整两种颗粒的配比。添加的胶水的质量为柔性颗粒和铁磁性颗粒总质量的5%,根据实际情况调整。
42.其中,在生产过程中为保证橡胶颗粒的粘结性,在对混合体加压成型和施加磁场的过程中对混合体进行保温保压处理,保温保压时间为32分钟,同时采用水蒸气进行保温,保温温度为107℃。
43.如图3所示,本实施例还提供一种磁滞柔性隔声板,采用如上述的磁滞柔性隔声板制作方法制成,包括柔性板体3、柔性颗粒2、以及铁磁性颗粒1,柔性颗粒2和铁磁性颗粒1均设置于柔性板体3的内部,铁磁性颗粒1被磁化过且带有磁性,相邻的铁磁性颗粒1之间相互吸引或相互排斥。
44.通过在柔性板体3的内部添加长方体状的铁磁性颗粒1,采用截面呈长方形的铁磁性颗粒1在获得磁性后能具有指向性的磁极方向,且指向性强,有利于在受到磁场时产生磁化并调整方向。
45.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解;其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1