一种可降解塑料包装袋的吹膜印刷装置的制作方法
1.本发明涉及塑料袋生产领域,具体为一种可降解塑料包装袋的吹膜印刷装置。
背景技术:
2.随着塑料袋在人们生活中的需求量越来越大,制造塑料膜的吹膜机应运而生。塑料膜的生产原料是塑料颗粒,塑料颗粒在吸料器的作用下,通过与吸料器相连通的吸料管吸入至螺杆挤出机内,螺杆挤出机对塑料颗粒进行传输,随后塑料颗粒从模头中加热挤出,从模头挤出的塑料袋产品,经过吹风管的吹气降温后,继续向上传输,经过吹膜机的最高处挤压后,进行输送收卷。
3.由于从模头中挤出的塑料袋产品为圆柱状,挤出的塑料袋产品未经过裁切时,整体长度很长,现有的吹膜机,在运输的过程中,直接将圆柱状的塑料袋产品向上传送,塑料袋产品在向上传送的过程中会产生晃动,对塑料袋产品的传输不稳定,需要利用引导辊进行辅助引导,但是对于不同塑料膜柱直径的不同,需要对引导辊进行调节,经检索,如申请号为cn202121570699.7的一种可调节的吹膜机出料引导装置,其包括机架和框架,框架上设有若干转动辊,转动辊的周面与塑料袋接触,框架包括固定环、调节环和若干安装杆,固定框与机架固定连接,安装杆沿固定环阵列排布,安装杆的一端与固定环连接,另一端穿过调节环,安装杆的长度方向与塑料袋行进的方向一致,转动辊与安装杆连接,转动辊沿安装杆的长度方向设有多个,且各个转动辊之间的距离可调节,其通过调节的传动辊适应各直径的塑料膜柱的生产,但是随着塑料膜柱直径的增大,支撑辊只是调节外围直径,单位支撑点覆盖的支撑面积也随之增大,会带来支撑力上的不足,影响支撑效果。
4.故需要一种在实现支撑点调整的同时实现支撑力调节的可降解塑料包装袋的吹膜印刷装置。
技术实现要素:
5.本发明的目的旨在于提供一种在实现支撑点调整的同时实现支撑力调节的可降解塑料包装袋的吹膜印刷装置。
6.为实现上述目的,本发明提供如下技术方案:
7.一种可降解塑料包装袋的吹膜印刷装置,包括吹塑机,吹塑机的尾端连接有固定在安装底架上的模头,模头的四侧连接有吹膜气管,其特征在于,模头的外侧设置有竖直固定在安装底架上的支撑架,支撑架上沿竖直方向等距分布有环形架,环形架上周向分布有安装在引导辊调节机构上的多段铰接的引导辊;
8.引导辊调节机构包括带动引导辊移动调节引导辊与模头中心轴线距离的直径调节机构与带动引导辊弯折提高接触点位数量的点位调节机构。
9.作为本发明进一步的方案:直径调节机构包括内驱环、外驱环与传动连接杆,内驱环与外驱环为同心设置在环形架内的不同直径的圆环结构,可沿圆心进行转动,传动连接杆呈z字形,引导辊通过传动连接杆与内驱环、外驱环活动连接,传动连接杆的一端竖直铰
接在引导辊的一侧,另一端则分别竖直铰接在内驱环与外驱环上。
10.作为本发明进一步的方案:环形架的底部固定有驱动电机,驱动电机的前端探入环形架内,从内驱环与外驱环之间穿过,对应处设置有传动齿轮通过齿牙结构同时与内驱环、外驱环传动连接。
11.作为本发明进一步的方案:驱动电机固定在最底层环形架上,输出端连接有输出轴,输出轴竖直贯穿所有环形架,传动齿轮设置在输出轴上,数量位置与环形架对应。
12.作为本发明进一步的方案:引导辊由等长的多段辊体铰接构成,铰接处与点位调节机构传动连接,点位调节机构的尾端则固定在环形架的表面,可进行与引导辊连接长度的调节。
13.作为本发明进一步的方案:引导辊多段辊体之间铰接的紧致程度远大于传动连接杆与引导辊、内驱环、外驱环的紧致程度。
14.作为本发明进一步的方案:点位调节机构包括气缸与推杆,气缸固定连接在环形架上,气缸的前端设置有通过气压推动的推杆,推杆与引导辊的相邻两段辊体铰接。
15.作为本发明进一步的方案:环形架上的所有气缸通过导气管进行统一的连通,与安装底架内固定的气泵连通。
16.作为本发明进一步的方案:气缸通过推杆结构分割为两个气腔,尾端气腔与气泵连通,前端气腔为密闭腔体,气缸的外侧设置有与前端气腔连通的封闭压缩缸。
17.作为本发明进一步的方案:相邻环形架上引导辊的安装位置互相错开设置。
18.有益效果
19.1.本发明引导辊调节机构包括带动引导辊移动调节引导辊与模头中心轴线距离的直径调节机构与带动引导辊弯折提高接触点位数量的点位调节机构,通过引导辊调机构所包括的直径调节机构与点位调节机构的设置,当塑料模柱的直径增大时,除了能对引导辊与模柱中心的距离进行调节配合模柱直径变化外,还能通过点位调节机构进行引导辊与模柱接触点位的数量的调节,提高引导效果,防止因模柱面积增大带来的单位面积引导效果的降低。
20.2.本发明直径调节机构包括内驱环、外驱环与传动连接杆,内驱环与外驱环为同心设置在环形架内的不同直径的圆环结构,可沿圆心进行转动,传动连接杆呈z字形,引导辊通过传动连接杆与内驱环、外驱环活动连接,传动连接杆的一端竖直铰接在引导辊的一侧,另一端则分别竖直铰接在内驱环与外驱环上,通过同心的内驱环与外驱环的设置,由内驱环与外驱环的反向转动带动,对引导辊的调节是双向的拉动,而非沿单侧的旋转,通过整体的垂直模柱的平移,避免旋转式调节带来的引导辊与模柱接触点位偏向一端可能带来的端面不平滑位置接触对引导效果的影响。
21.3.本发明引导辊由等长的多段辊体铰接构成,铰接处与点位调节机构传动连接,点位调节机构的尾端则固定在环形架的表面,可进行与引导辊连接长度的调节,通过多段辊体的铰接设置,引导辊在点位调节机构带动下能弯折形成v形结构,提高与模柱的接触点位数量,提高引导的效果。
附图说明
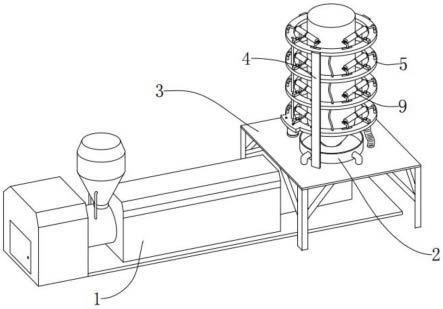
22.图1为本发明的整体结构示意图。
23.图2为本发明的引导结构整体示意图。
24.图3为本发明的直径调节机构示意图。
25.图4为本发明的引导辊安装示意图。
26.图5为本发明的引导辊双点位状态示意图。
27.图6为本发明的点位调节机构剖视图。
28.图7为本发明的电位调节机构连通示意图。
29.图1-7中:1-吹塑机,2-模头,201-吹膜气管,3-安装底架,4-支撑架,5-环形架,6-引导辊调节机构,7-直径调节机构,701-内驱环,702-外驱环,703-传动连接杆,704-驱动电机,705-输出轴,706-传动齿轮,8-点位调节机构,801-气缸,802-推杆,803-压缩缸,9-引导辊,10-导气管。
具体实施方式
30.下面将结合本发明说明书附图中的图1-图7,对本发明的具体技术方案进行清楚、完整地描述;
31.请参阅图1-图7,图1为本发明实施例的整体结构示意图;图2为本发明的引导结构整体示意图;图3为本发明的直径调节机构示意图;图4为本发明的引导辊安装示意图;图5为本发明的引导辊双点位状态示意图;图6为本发明的点位调节机构剖视图;图7为本发明的电位调节机构连通示意图。
32.实施例1
33.本实施例提供的一种可降解塑料包装袋的吹膜印刷装置,包括吹塑机1,吹塑机1的尾端连接有固定在安装底架3上的模头2,模头2的四侧连接有吹膜气管201,其特征在于,模头2的外侧设置有竖直固定在安装底架3上的支撑架4,支撑架4上沿竖直方向等距分布有环形架5,环形架5上周向分布有安装在引导辊调节机构6上的多段铰接的引导辊9;
34.引导辊调节机构6包括带动引导辊9移动调节引导辊9与模头2中心轴线距离的直径调节机构7与带动引导辊9弯折提高接触点位数量的点位调节机构8;
35.通过引导辊调机构6所包括的直径调节机构7与点位调节机构8的设置,当塑料模柱的直径增大时,除了能对引导辊9与模柱中心的距离进行调节配合模柱直径变化外,还能通过点位调节机构8进行引导辊9与模柱接触点位的数量的调节,提高引导效果,防止因模柱面积增大带来的单位面积引导效果的降低。
36.其中,直径调节机构7包括内驱环701、外驱环702与传动连接杆703,内驱环701与外驱环702为同心设置在环形架5内的不同直径的圆环结构,可沿圆心进行转动,传动连接杆703呈z字形,引导辊9通过传动连接杆703与内驱环701、外驱环702活动连接,传动连接杆703的一端竖直铰接在引导辊9的一侧,另一端则分别竖直铰接在内驱环701与外驱环702上;
37.通过同心的内驱环701与外驱环702的设置,由内驱环701与外驱环702的反向转动带动,对引导辊9的调节是双向的拉动,而非沿单侧的旋转,通过整体的垂直模柱的平移,避免旋转式调节带来的引导辊9与模柱接触点位偏向一端可能带来的端面不平滑位置接触对引导效果的影响。
38.具体的,最底层环形架5的底部固定有驱动电机704,驱动电机704的前端连接有输
出轴705,输出轴705向上贯穿所有环形架5内,从内驱环701与外驱环702之间穿过,对应处设置有传动齿轮706通过齿牙结构同时与内驱环701、外驱环702传动连接;
39.由驱动电机704与在内驱环701与外驱环702之间的输出轴705、传动齿轮706的设置,驱动电机704的转动能同时带动所有内驱环701与外驱环702进行反向运动,实现引导辊9两端的同时移动,减少与模柱接触点位的单向偏移距离。
40.其中,引导辊9由等长的多段辊体铰接构成,铰接处与点位调节机构8传动连接,点位调节机构8的尾端则固定在环形架5的表面,可进行与引导辊9连接长度的调节;
41.通过多段辊体的铰接设置,引导辊9在点位调节机构8带动下能弯折形成v形结构,提高与模柱的接触点位数量,提高引导的效果。
42.具体的,引导辊9多段辊体之间铰接的紧致程度远大于传动连接杆703与引导辊9、内驱环701、外驱环702的紧致程度;
43.通过引导辊9辊体间与传动连接杆703铰接紧致程度的区别设置,内驱环701与外驱环702的运动更多的是带动传动连接杆703铰接处的转动,而引导辊9之间的铰接角度的调节更多地是通过点位调节机构8进行操作,能减少引导辊9位置与点位调节之间的互相干扰,降低操控难度提高调节精度。
44.具体的,点位调节机构8包括气缸801与推杆802,气缸801固定连接在环形架5上,气缸801的前端设置有通过气压推动的推杆802,推杆802与引导辊9的相邻两段辊体铰接,气缸801通过推杆802结构分割为两个气腔,尾端气腔与气泵连通,前端气腔为密闭腔体,气缸801的外侧设置有与前端气腔连通的封闭压缩缸803;
45.通过在前端设置的压缩缸803与封闭气腔,推杆802探出时会受前端气体压缩带来的阻力影响,降低推杆802移动受气泵端气压变化的响应敏感度,进而起到更精确的控制探出长度的效果,提高对引导辊9辊体角度的控制效果。
46.更进一步的,环形架5上的所有气缸801通过导气管10进行统一的连通,与安装底架3内固定的气泵连通,通过连通所有气缸801,通过统一的气泵进行气缸801前端推杆802的控制,保证所有点位调节机构8的同步性。
47.在实施本实施例所记载的技术方案时,依照所需吹塑模柱的直径,进行直径调节机构7的调节,通过驱动电机704带动内驱环701与外驱环702反向转动,从而通过传动连接杆703连接位置的改变带动引导辊9沿垂直模头2的方向进行平移,调节与模头2中心轴线的距离;
48.当模柱直径较小时,通过点位调结构8的气缸801控制引导辊9多段辊体角度使辊体形成统一的直线辊体,完成引导辊9的调节;
49.当模柱直径较大时,通过点位调结构8的气缸801控制引导辊9多段辊体角度使辊体形成v形的辊体,提高与模柱的接触点位,完成引导辊9的调节;
50.随后吹塑机1工作,对塑料颗粒进行热熔挤压通过模头2吹出,在引导辊9的引导下冷却形成圆柱形塑料膜,最后经人字板与转向辊进行折叠导向后印刷裁切,进行塑料袋的生产。
51.实施例2
52.本实施例与实施例1的区别在于,相邻环形架5上引导辊9的安装位置互相错开设置,通过相错设置的引导辊9的设置,能均衡模柱整体的引导效果,提高受力的均衡度,提高
引导效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1