一种高强韧高透明耐热聚乳酸材料及其制备方法
1.本发明涉及高分子材料成型加工领域,尤其涉及一种制备高强韧高透明耐热聚乳酸材料的方法。
背景技术:
2.随着高分子材料与工程学科的快速发展,相比于传统的金属材料,高分子材料以其低廉的价格、优异的性能和多样化的功能在人们日常生产生活中发挥着举足轻重的作用,但是大量废弃难降解的塑料制品也已经对环境造成了巨大的负担,所以,如何安全、彻底地处理好这些塑料废弃物,成为了世界各国学术界和工业界研究的重点。近几十年来,可生物降解高分子材料受到越来越多的关注,其中聚乳酸(pla)因其无毒、无刺激性,强度高,透明性好,具有良好的生物相容性、生物可降解性等特点,被认为最有潜力用来替代传统石油基塑料。但是,pla材料本身固有的缺陷,如韧性差、耐热性差、结晶速率慢等,限制了它在高价值和高性能工程领域的应用。因此,随着可生物降解高分子材料需求量日益增大,人们对它的性能要求也越来越高,pla高性能化也成为高分子材料成型加工领域的研究热点。
3.为了提高pla材料的性能,实现其强韧化,主要的途径可分为化学改性和物理改性两大类。与化学改性相比,物理改性策略更加简单、廉价,且更适合工业化生产,其主要包括增塑改性、成核剂改性、共混改性、成型工艺调控等方式。但是,传统的物理改性方法仍不易实现pla材料的同时增强增韧,它们或是在大幅度改善韧性,强度下降;或在提高强度的同时,韧性下降或改善有限。并且,往往需要添加第二相,这也会破坏pla本身的高透明性,进而限制了其在包装等领域的应用。因此,如何克服pla材料的强-韧矛盾、获得兼具高强、高韧、高耐热及高透明性的pla材料,成为其高性能化研究的研究重点。
技术实现要素:
4.本发明的目的是克服pla材料的强-韧矛盾、耐热性差、强韧性提高的同时透明性下降等缺陷,提供一种能够实现pla材料高强韧、高耐热及高透明性的制备方法。此方法优势在于操作简单、能耗低、绿色环保、不需任何添加剂等,仅以通过加工的手段在相对较低的温度和压力下进行材料的微观形态结构调控,有效避免了在高温下加工导致的聚合物降解、引入填料影响生物相容性和透明度等问题。
5.为了实现上述目的,本发明采用如下技术方案:
6.本发明提供一种高强韧高透明耐热聚乳酸材料,所述高强韧高透明耐热聚乳酸材料按如下方法制备:
7.(1)对聚乳酸颗粒进行第一次干燥、球磨、筛分,得到粒径小于500μm的粉料;所述粉料经过第二次干燥,所得干燥后的粉料模压成型,得到聚乳酸片材;所述干燥后的粉料的质量以本领域常规方法计算,即略大于理论成型片材的质量,所述理论成型片材的质量=模具的型腔的体积
×
聚乳酸的密度。
8.(2)将步骤(1)得到的聚乳酸片材裁剪成与型腔为长方体的受限模具匹配的方形
材料,所述方形材料置于受限模具时所述的受限模具轴向留有空腔(优选两端都留有空腔),所述的方形材料在受限模具中在100-120℃、150~450mpa下模压5~15min进行单轴强制流动取向,得到所述高强韧高透明耐热聚乳酸材料。
9.裁剪:对步骤(1)得到的聚乳酸片材进行裁剪成与所述长方体等宽、长度小于所述长方体、厚度小于所述长方体的方形材料。
10.首先,将pla粉料模压成型得到块状样品;然后,将块状样品置于自制的受限加工模具中间(模具示意图如图1所示)并放入平板硫化机中,加工温度在pla材料的玻璃化转变温度以上、熔融温度以下,在适当的加工压力下使得块状样品在受限模具内发生固态的单轴强制流动取向,从而促使其内部的微观形态结构发生取向变形。该独特的微观形态结构使得pla材料具备优异的强度、韧性和耐热性能,而且还保持了高透明性,有效的解决了pla的脆性、耐热差、提升强韧性的同时透明性降低的缺陷。
11.本发明所采用的制备方法所需的设备简单、工艺易操作、能耗低,且无需添加任何第二相,绿色环保廉价,是一种具有广泛应用前景的成型加工方法。该加工方法不仅使pla材料在较低温度下进行加工,避免了高温导致pla的降解,而且所得pla制品兼具高强韧、高耐热及高透明性等优异性能。
12.作为优选,步骤(1)中所述聚乳酸颗粒为美国natureworks 4032d,熔点为160℃,密度为1.24g/cm3,粒径为2000μm-2500μm。
13.作为优选,步骤(1)中所述第一次干燥是在60~80℃下干燥24h。
14.具体地,步骤(1)中所述模压成型的工艺可按本领域熟知的常规工艺进行,该制备过程可在平板硫化机等常规模压成型设备上进行加工。作为优选,在平板硫化机上进行模压成型的工艺参数为:温度190℃,压力10mpa,加工时间为20min。
15.作为优选,步骤(1)中所述第二次干燥是在60~80℃下干燥24h。
16.作为优选,步骤(2)中所述单轴强制流动取向也可以在平板硫化机上进行,即将所述受限模具置于平板硫化机上进行模压。工艺参数为:压力150~450mpa,加工时间为5~15min,加工过程中pla样品被放置于模具型腔中间,通过平板硫化机等设备对模具进行加压,使得型腔内的pla样品在压力的作用下发生单轴取向形变,并且可以通过调节所受的压力大小,最终得到具有不同性能的pla制品。
17.优选地,步骤(2)中所述受限模具的型腔的形状为一长方体,所述长方体的长远大于裁剪后的方形材料,例如所述方形材料的长小于所述长方体的长的三分之一,避免其单向流动受限。
18.综上所述,与现有技术相比,本发明的有益效果为:
19.(1)本发明通过选择不同粒径的pla材料(包括粒料和粉料)先进行模压成型,然后通过对其微观形态结构进行调控,最终实现pla材料的同时增强增韧,还改善了其耐热性能,并且保持了其高透明性。其中,发现pla粉料的同时增强增韧效果远远优于pla粒料。
20.(2)此发明提供的加工方法操作简单、能耗低、绿色环保、不添加任何添加剂等,仅以通过加工的手段在相对较低的温度和合适的压力下对由pla粉末制得的块状样品进行单轴强制取向加工,避免了在高温下加工导致的聚合物降解、引入填料影响生物相容性和透明度等问题,是一种绿色、环保、廉价的制备方法。
附图说明
21.图1是本发明提到的受限模具示意图及其加工原理图。
22.图2是本发明提到的受限模具的实物图。
23.图3是加工前后pla块状样品形变的实物图。
24.图4是对比例4、实施例1-3制得的pla材料的应力-应变对比图。
25.图5是对比例1-3、实施例1-3制得的pla材料的应力-应变对比图。
26.图6是对比例5-8、实施例1-3制得的pla材料的应力-应变对比图。
27.图7是对比例4、实施例1制得的pla材料的sem图。
28.图8是对比例4、实施例1制得的pla材料刻蚀后的sem图。
29.图9是对比例4、实施例1制得的pla材料在不同温度下的受热形变图。
30.图10是对比例4、实施例1制得的pla材料的透光率对比图。
具体实施方式
31.下面通过具体实施例,并结合附图,对本发明的技术方案作进一步具体的说明。
32.在本发明中,若非特指,所有设备和原料均可从市场购得或是本行业常用的,下述实施例中的方法,如无特别说明,均为本领域常规方法。
33.以下实施例中平板硫化机采购自宝品精密仪器有限公司,型号:bp-8170-a。
34.实施例1
35.(1)将pla颗粒(美国natureworks 4032d,熔点160℃,密度1.24g/cm3)置于60℃烘箱中干燥24h;
36.(2)将烘干后的聚乳酸颗粒加入至行星球磨机中,在400rpm条件下球磨24h,得到不同粒径的pla粉末;
37.(3)使用35目(500μm)的筛子对球磨后的pla粉末进行筛分,筛分得到粒径小于500μm的粉料;
38.(4)将粒径小于500μm的pla粉料再次置于60℃烘箱中干燥24h;
39.(5)取60g干燥后的pla粉料,先使用平板硫化机进行模压成型,平板硫化机的设定参数为温度190℃、预热8min、压力10mpa、保压2min,得到尺寸大小为100mm
×
100mm
×
4mm的pla片材;
40.(6)将得到的片材裁成尺寸为30mm
×
10mm
×
4mm的块状样品,然后置于自制的受限模具中(如图1和图2所示,模具模腔尺寸为120mm
×
10mm
×
12mm),利用平板硫化机在温度110℃、压力450mpa和加工时间15min的工艺参数下,使块状样品发生单轴强制取向形变,加工前后样品形变的实物图如图3所示,最终制得了兼具优异的强度和韧性(图4)、良好耐热性能(图9)及高透明性(图10)的pla制品。
41.实施例2
42.实施例2与实施例1区别在于步骤(6)中,加工时平板硫化机所施加的压力分别为150mpa,其余操作步骤均相同。
43.实施例3
44.实施例3与实施例1区别在于步骤(6)中,加工时平板硫化机所施加的压力分别为300mpa,其余操作步骤均相同。
45.对比例1
46.对比例1与实施例1的区别在于,对比例所使用原材料为未球磨的pla颗粒(美国natureworks 4032d,熔点160℃,密度1.24g/cm3),
47.(1)将聚乳酸颗粒料(美国natureworks 4032d,熔点160℃,密度1.24g/cm3)置于60℃烘箱中干燥24h;
48.(2)取60g干燥后的pla粒料,先使用平板硫化机进行模压成型,平板硫化机的设定参数为温度190℃、预热8min、压力10mpa、保压2min,得到尺寸大小为100mm
×
100mm
×
4mm的pla片材;
49.(3)将得到的片材裁成尺寸为30mm
×
10mm
×
4mm的块状样品,然后置于自制的受限模具中(如图1和图2所示,模具模腔尺寸为120mm
×
10mm
×
12mm),在温度110℃、压力450mpa和加工时间15min的工艺参数下,使块状样品发生单轴强制取向形变。
50.对比例2
51.对比例2与对实施例2的区别在于所使用的材料原料是未经球磨机粉碎的pla颗粒,其余操作步骤均相同。
52.对比例3
53.对比例3与对实施例3的区别在于所使用的材料原料是未经球磨机粉碎的pla颗粒,其余操作步骤均相同。
54.对比例4
55.对比例4与实施例1的区别在于,是将干燥后粒径小于500μm的pla粉料使用平板硫化机进行模压成型,平板硫化机的设定参数为温度190℃、预热8min、压力10mpa、保压2min,得到尺寸大小为100mm
×
100mm
×
4mm的pla片材,不进行后续的微观形态结构调控,即不进行单轴强制取向变形。
56.对比例5
57.对比例5与实施例1的区别在于,将烘干后的聚乳酸颗粒料加入至行星球磨机中,在400rpm条件下球磨24h,得到不同粒径的pla粉末,用35目(500μm)和18目(1000μm)筛子进行筛分分后得到粒径大于500μm且小于1000μm的pla粉末,以此粒径pla粉末作为原料,随后将干燥后同样质量的该pla粉料使用平板硫化机进行模压成型,平板硫化机的设定参数为温度190℃、预热8min、压力为10mpa、保压2min,得到尺寸大小为100mm
×
100mm
×
4mm的pla片材,不进行后续的微观形态结构调控,即不进行单轴强制取向变形。
58.对比例6
59.对比例6与实施例1的区别在于步骤(3)中,所使用的材料原料是粒径大于500μm且小于1000μm的pla粉料,其余操作步骤均相同。
60.对比例7
61.对比例7与实施例2的区别在于,所使用的材料原料是粒径大于500μm且小于1000μm的pla粉料,其余操作步骤均相同。
62.对比例8
63.对比例8与实施例3的区别在于,所使用的材料原料是粒径大于500μm且小于1000μm的pla粉料,其余操作步骤均相同。
64.对实施例1-3、对比例4制备得到的pla制品进行力学性能测试,测试方法和测试设
定条件如下:
65.力学性能测试的哑铃型样条通过万能制样机制成哑铃型样条,使用拉伸试验机进行拉伸测试,拉伸速率为2mm/min,拉伸测试标准参照gb/t 1040-2006,测试结果如图4所示。
66.从图4可以看出,经过加工处理后的pla粉料的拉伸强度和断裂伸长率都远远优于处理前的样品。根据实施例1和对比例4进行对比可知,经过加工处理后的pla粉料的拉伸强度是处理前样品的1.3倍,断裂伸长率比处理前的样品高11.6倍。
67.对实施例1-3、对比例1-3制备得到的pla制品进行力学性能测试,测试方法和测试设定条件如下:
68.力学性能测试的哑铃型样条通过万能制样机铣成哑铃型样条,使用拉伸试验机进行拉伸测试,拉伸速率为2mm/min,拉伸测试标准参照gb/t 1040-2006,测试结果如图5所示。
69.由图5中可知,在相同的压力条件下,经过加工处理后的pla颗粒的拉伸强度略优于经过加工处理后的pla粉料的拉伸强度,但经过加工处理后的pla颗粒的断裂伸长率却远远低于经过加工处理后的pla粉料。可以看到,经过加工处理后的pla粉末的断裂伸长率是经过加工处理后的pla粒料的断裂伸长率的3-10倍。
70.对实施例1-3、对比例5-8制备得到的pla制品进行力学性能测试,测试方法和测试设定条件如下:
71.力学性能测试的哑铃型样条通过万能制样机制成哑铃型样条,使用拉伸试验机进行拉伸测试,拉伸速率为2mm/min,拉伸测试标准参照gb/t 1040-2006,测试结果如图6所示。
72.由图6中可知,在相同的压力条件下,经过加工处理后粒径小于500μm的pla粉料的拉伸强度明显优于经过加工处理后粒径大于500μm的pla粉料。此外,经过加工处理后粒径小于500μm的pla粉料的断裂伸长率也远远高于经过加工处理后粒径大于500μm的pla粉料。可以看到,经过加工处理后粒径小于500μm的pla粉料的断裂伸长率是经过加工处理后粒径大于500μm的pla粉料的断裂伸长率的10-20倍。
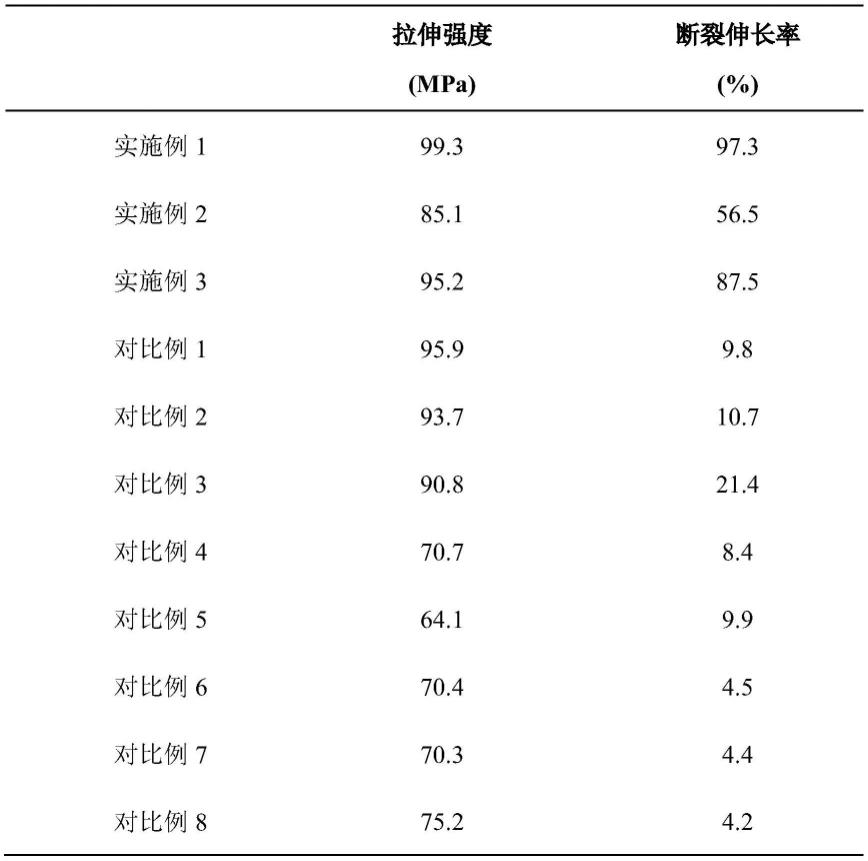
73.实施例1-3和对比例1-8制备得到的pla制品进行力学性能测试,所得的拉伸强度和断裂伸长率的表1所示。
74.表1
[0075][0076]
对比实施例1和对比例4中制品的形貌情况,结果如图7所示。从图7中观察到,对比例1的样品断面形貌相对平整光滑,而从实施例1的断面形貌可以观察到样品的形态结构变得有序且出现明显取向,所形成的这种高度取向形态结构是材料力学性能大幅提高的主要原因之一。
[0077]
分别对实施例1和对比例4的晶体结构进行形貌表征,具体步骤如下:甲醇和去离子水按照体积比3:1配制得到混合液,随后加入0.025mol/l的naoh颗粒得到最终的刻蚀液;将样品放入刻蚀液中慢速搅拌24h;最后取出样品,使用去离子水反复清洗样品表面残余杂质,结果如图8所示。从图8中可以看出,对比例4的晶体结构为典型的无规排列球晶结构,而从实施例1刻蚀后晶体结构中,球晶出现明显的取向排列,形成的这种晶体结构也是材料力学性能大幅提高的主要原因之一。
[0078]
分别对实施例1和对比例4的pla制品的耐热性进行了测试表征,结果图9所示。从图9中可以看出,在40℃下调控前后的样品均保持原有的形状未发生形变,在70℃下未调控加工的样品出现明显弯曲变形,而调控加工后的样品没有出现形变,直到110℃调控加工后的样品仍然没有出现明显形变,这些结果说明通过对微观形态结构的调控后的pla材料的耐热性能得到了显著的提高。
[0079]
分别对实施例1和对比例4的pla材料的透明度进行表征,结果如图10所示。从图10中可以看出在可见光波段(380-780nm),经过微观形态结构调控后制得的pla材料的透光率相比于调控前只是略有下降,在780nm处pla制品的透光率仅从加工前的92.4%下降到了91.5%,较高程度地保持了材料的透明度,进一步拓宽了该高性能pla制品在包装等领域的使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1