一种采用卧式安装复合材料成型制造的铺带头及铺带方法
1.本发明属于先进复合材料自动化制造设备技术领域,具体涉及一种采用卧式安装复合材料成型制造的铺带头及铺带方法。
背景技术:
2.飞行器的绝热一直是设计制造领域中的一大难题,因此,1960年左右出现了满足要求的复合材料,其既可以作为耐高温的结构材料,又作为具有高强度、高模量、高承载能力、耐腐蚀等优势的功能性材料,还因其成本低、轻质高强,通过20年的时间,复合材料从起初应用于承担次承力结构到后期应用于主承力结构,如机翼、机身等,故被广泛应用到了航天制造领域。
3.现有的铺放装置中,针对平面或曲率变化小的曲面多采用龙门式铺带机,铺放效率较高,但存在铺放自由度小的问题;针对变曲率曲面或曲率较小的曲面多采用铺丝技术,铺放自由度大,但额外增加的纱箱增加了设备占地面积且控制更加复杂,导致铺放效率较低的问题。
技术实现要素:
4.本发明提出一种采用卧式安装复合材料成型制造的铺带头,该铺带头可以搭载机器人的方式完成变曲率曲面工件的铺带任务,铺放自由度大且效率高;合理排布铺带头各单元位置,将重量较大的电机排布在靠近安装板法兰方向,以此减小悬臂结构的弯矩。
5.本发明所采用的技术方案是:
6.一种采用卧式安装复合材料成型制造的铺带头,其特殊之处在于,包括安装板,所述安装板上安装有放料轴单元、两个收膜轴单元、编码器单元、张力传感器单元、切割单元、主压辊单元、辅压辊单元;
7.所述放料轴单元用于放置复合材料预浸带料卷,复合材料预浸带料从放料轴单元脱离后,上层背衬带与复合材料预浸带、下层背衬带的分离,一个收膜轴单元回收上层背衬带,复合材料预浸带、下层背衬带经过主压辊单元,主压辊单元将复合材料预浸带贴合在工件表面,另一个收膜轴单元回收下层背衬带;辅压辊单元用于在即将结束铺带时将复合材料预浸带与下层背衬带脱离;
8.所述编码器单元用于测量复合材料预浸带料的速度,从而得到复合材料预浸带的输送距离;
9.所述张力传感器单元用于测量输送过程中的张力大小,对两个收膜轴单元进行反馈,两个收膜轴单元根据反馈增加或者降低转矩保证输送过程中张力大小;
10.所述切割单元设置在主压辊单元之前,用于裁剪复合材料预浸带。
11.进一步地,上述安装板包括支撑板、法兰盘,法兰盘位于安装板中心轴线上,所述放料轴单元、两个收膜轴单元、编码器单元、张力传感器单元、切割单元、主压辊单元、辅压辊单元固定在支撑板上;
12.放料轴单元位置固定在靠近安装板法兰盘方向,居于安装板的中间位置,两个收膜轴单元对称固定在放料轴单元两侧,编码器单元位于放料轴单元出料侧的下方,张力传感器单元固定在编码器单元侧方位置,切割单元设于靠近安装板法兰盘,主压辊单元固定于安装板的中心轴线上,辅压辊单元设置于主压辊单元的一侧。
13.所述铺带头结构紧凑,便于安装在机械臂末端,满足铺放过程多自由度的要求,铺带头排布方式降低了悬臂梁结构卧式安装方式的铺带头弯矩。
14.进一步地,上述放料轴单元包括伺服电机,伺服电机通过伺服电机支架固定在安装板上,伺服电机的动力输出轴通过放料轴联轴器连接放料连接轴,放料连接轴与放料键式气胀轴连接;放料连接轴上安装着承载轴向力背对背布置的放料角接触球轴承,放料角接触球轴承固定在放料轴承座内,放料轴承座固定在安装板上。放料锁紧环用于轴向定位,同时避免轴上零件发生轴向窜动。
15.复合材料预浸带料卷安装在放料键式气胀轴。在更换复合材料预浸带料卷时,需将放料轴键式气胀轴放气,取出复合材料预浸带料卷进行更换,新复合材料预浸带料卷摆放好后,对放料轴键式气胀轴充气,完成复合材料预浸带料卷的更换。
16.进一步地,上述收膜轴单元包括力矩电机,力矩电机通过力矩电机支架固定在安装板上,力矩电机的动力输出轴通过收膜轴联轴器连接收膜连接轴,收膜连接轴连接收膜键式气胀轴;
17.收膜连接轴上安装着承载轴向力背对背布置的收膜角接触球轴承,收膜角接触球轴承通过收膜轴承座与安装板固定连接;收膜锁紧环用于轴向定位,同时避免轴上零件发生轴向窜动。
18.背衬带料卷安装在收膜键式气胀轴上。在更换背衬带料卷时,需将收膜轴键式气胀轴放气,取出背衬带料卷进行更换,新背衬带料卷摆放好后,对收膜轴键式气胀轴充气,完成背衬带料卷的更换。
19.进一步地,上述编码器单元包括用于测量复合材料预浸带输送速度的编码器,编码器通过编码器支架固定在安装板上,编码器通过编码器联轴器连接橡胶滚轴。
20.进一步地,上述张力传感器单元包括张力传感器,将张力传感器通过张力传感器支架固定安装在安装板上,张力传感器两侧对称排布一个导向辊,其中张力传感器与复合材料预浸带的接触角度保持在30
°‑
40
°
之间。张力传感器在得到复合材料预浸带张力数据后,将数据传输给收膜轴单元力矩电机,力矩电机根据得到的数据增加转矩实现张力的增大或降低转矩实现张力的减小。
21.进一步地,上述切割单元包括行径丝杠、超声波切割刀、切割砧板,行径丝杠包括丝杠滑块,丝杠滑块上固定刀架,刀架上固定夹刀架以及夹刀架配合的夹刀架盖,超声波切割刀由夹刀架以及夹刀架盖固定,将丝杠通过丝杠固定架固定在安装板上,超声波切割刀与切割砧板配合切割。
22.编码器单元将测得的输送速度转为输送距离后传输给切割单元、收膜轴力矩电机和放料轴伺服电机,当输送距离达到切割距离时,力矩电机与伺服电机停止工作,切割单元丝杠带动超声波切割刀完成切割任务,切割完成后力矩电机与伺服电机开始工作。
23.进一步地,上述主压辊单元包括主压辊双杆气缸、压靴,主压辊双杆气缸通过主压辊气缸支架固定在安装板上,压靴通过主压辊支架与主压辊双杆气缸连接在一起,其中压
靴中包括多个压靴片、气囊,当压靴与工件表面接触时,压靴片上下浮动,由气囊与主压辊双杆气缸提供压力,使压靴与工件表面更加贴合。
24.进一步地,上述辅压辊单元包括辅压辊双杆气缸、辅压辊,辅压辊双杆气缸通过辅压辊气缸支架固定在安装板上,辅压辊通过辅压辊支架与辅压辊双杆气缸连接在一起,辅压辊的两端设置辅压辊衬套,辅压辊锁紧环将辅压辊固定在辅压辊支架上。
25.辅压辊单元设置于主压辊单元的一侧,当主压辊单元中主压辊双杆气缸推杆收回,辅压辊单元中的辅压辊双杆气缸推杆伸出,使辅压辊贴合工件表面,复合材料预浸带与下层背衬带脱离,完成复合材料预浸带的铺放任务。
26.另外,本发明还提出基于上述采用卧式安装复合材料成型制造的铺带头的铺带方法,其特殊之处在于,该方法具体按照如下步骤实施:
27.(1)先将复合材料预浸带料卷安装在放料轴单元的放料键式气胀轴上,并将双层背衬带按规定路径输送至收膜键式气胀轴;
28.(2)启动放料轴单元中的伺服电机、两个收膜轴单元的力矩电机与切割单元丝杠,伺服电机按照所要求的转速进行运动,复合材料预浸带从复合材料预浸带料卷上脱离,首先到达编码器单元,由编码器测量复合材料预浸带输送长度反馈给切割单元进行定长切割;经过导向辊单元后到达张力传感器单元测量张力大小,由张力大小力矩电机输出力矩大小,控制复合材料预浸带输送过程中的张力保持在100-700n;经过张力传感器单元的导向辊后上层背衬带与复合材料预浸带分离,利用导向辊单元的限位功能进入收膜轴单元的背衬带料卷;复合材料预浸带与下层背衬带到达切割单元的砧板,利用超声波切割刀在深度方向的精准切割,完成复合材料预浸带的切割且同时不损伤背衬带;经过主压辊单元后利用导向辊单元的限位导向作用进入收膜轴单元的背衬带料卷,完成下层背衬带的回收;
29.(3)启动主压辊双杆气缸、辅压辊双杆气缸与给压靴气囊供气的气泵,主压辊气缸提供压力将复合材料预浸带贴合在工件表面,在即将结束铺带时,利用辅压辊气缸提供压力将复合材料预浸带贴合在工件表面。
30.本发明的有益效果:
31.通过本发明的一种采用卧式安装复合材料成型制造的铺带头,铺带头结构紧凑,便于与机械臂相结合,提高了铺放自由度。铺带头中各单元排布位置充分考虑了卧式安装的悬臂结构,尽量减小铺带头的弯矩。铺放过程中利用编码器测得输送速度,为切割单元提供反馈,实现定长切割控制。铺放过程中利用张力传感器测得复合材料预浸带输送过程张力大小,为收膜轴单元的力矩电机提供反馈,结合放料轴单元的伺服电机实现放卷闭环控制。铺带头中采用压靴代替压辊,利于变曲率曲面或小曲率曲面的铺带。
附图说明
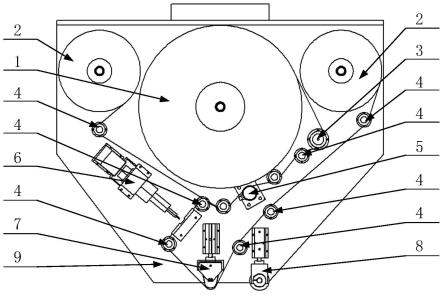
32.图1为本发明的实施例中提供的卧式安装复合材料成型制造的铺带头的结构示意图;
33.图2为本发明的实施例中提供的放料轴单元的安装结构示意图;
34.图3为本发明的实施例中提供的收膜轴单元的安装结构示意图;
35.图4为本发明的实施例中提供的编码器单元的安装结构示意图;
36.图5为本发明的实施例中提供的导向辊单元的安装结构示意图;
37.图6为本发明的实施例中提供的张力传感器单元的安装结构示意图;
38.图7为本发明的实施例中提供的切割单元的安装结构示意图;
39.图8为本发明的实施例中提供的主压辊单元的安装结构示意图;
40.图9为本发明的实施例中提供的辅压辊单元的安装结构示意图;
41.图10为本发明的实施例中提供的安装板的结构示意图。
42.附图中:1.放料轴单元;2.收膜轴单元;3.编码器单元;4.导向辊单元;5.张力传感器单元;6.切割单元;7.主压辊单元;8.辅压辊单元;9.安装板;
43.101.伺服电机;102.伺服电机支架;103.放料轴联轴器;104.放料连接轴;105.放料角接触球轴承;106.放料轴承座;107.放料锁紧环;108.放料键式气胀轴;109.复合材料预浸带料卷;
44.201.力矩电机;202.力矩电机支架;203.收膜轴联轴器;204.收膜连接轴;205.收膜角接触球轴承;206.收膜轴承座;207.收膜锁紧环;208.背衬带料卷;209.收膜键式气胀轴;
45.301.编码器;302.编码器支架;303.编码器联轴器;304.橡胶滚轴;
46.401.导向辊轴;402.角接触球轴承;403.导向辊轴承座;404.导向辊锁紧环;405.尼龙导向辊;
47.501.张力传感器;502.张力传感器支架;503.导向辊;
48.601.行径丝杠;602.刀架;603.夹刀架;604.夹刀架盖;605.超声波切割刀;606.丝杠固定架;607.切割砧板;
49.701.主压辊双杆气缸;702.主压辊气缸支架;703.压靴;704.主压辊支架;
50.801.辅压辊双杆气缸;802.辅压辊气缸支架;803.辅压辊;804.辅压辊支架;805.辅压辊衬套;806.辅压辊锁紧环;
51.901.支撑板;902.法兰盘。
具体实施方式
52.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
53.针对立式固定装夹的工件铺带任务,本发明设计了一种采用卧式安装的铺带头进行工作,此种安装方式的铺带成呈悬臂结构。
54.参见图1,一种采用卧式安装复合材料成型制造的铺带头,包括安装板9,所述安装板9上安装有放料轴单元1、两个收膜轴单元2、编码器单元3、张力传感器单元5、切割单元6、主压辊单元7、辅压辊单元8、导向辊单元4。
55.所述放料轴单元1用于放置复合材料预浸带料卷,复合材料预浸带料从放料轴单元1脱离后,上层背衬带与复合材料预浸带、下层背衬带的分离,一个收膜轴单元2回收上层背衬带,复合材料预浸带、下层背衬带经过主压辊单元7,主压辊单元7将复合材料预浸带贴合在工件表面,另一个收膜轴单元2回收下层背衬带;辅压辊单元8用于在即将结束铺带时将复合材料预浸带与下层背衬带脱离;所述编码器单元3用于测量复合材料预浸带料的速度,从而得到复合材料预浸带的输送距离;所述张力传感器单元5用于测量输送过程中的张
力大小,对两个收膜轴单元2进行反馈,两个收膜轴单元2根据反馈增加或者降低转矩保证输送过程中张力大小;所述切割单元6设置在主压辊单元7之前,用于裁剪复合材料预浸带。
56.作为本发明的一个优选实施例,参见图1和图10所示,所述安装板9包括支撑板901、法兰盘902,法兰盘902位于安装板9中心轴线上,便于后期机械臂对铺带头的控制。安装板9利用加强筋增加支撑强度。
57.所述放料轴单元、两个收膜轴单元、编码器单元、张力传感器单元、切割单元、主压辊单元、辅压辊单元固定在支撑板901上。
58.放料轴单元1位置固定在靠近安装板法兰盘902方向,居于安装板9的中间位置,两个收膜轴单元对称固定在放料轴单元1两侧,编码器单元3位于放料轴单元1出料侧的下方,张力传感器单元5固定在编码器单元3侧方位置,切割单元6设于靠近安装板法兰盘902,主压辊单元7固定于安装板9的中心轴线上,辅压辊单元8设置于主压辊单元7的一侧。
59.所述铺带头结构紧凑,便于安装在机械臂末端,满足铺放过程多自由度的要求,铺带头排布方式降低了悬臂梁结构卧式安装方式的铺带头弯矩。
60.作为本发明的一个优选实施例,参见图2,上述所述放料轴单元1包括伺服电机101,伺服电机101通过伺服电机支架102固定在安装板上,伺服电机101的动力输出轴通过放料轴联轴器103连接放料连接轴104,放料连接轴104与放料键式气胀轴108连接;放料连接轴104上安装着承载轴向力背对背布置的放料角接触球轴承105,放料角接触球轴承105固定在放料轴承座106内,放料轴承座106固定在安装板上。放料锁紧环107用于轴向定位,同时避免轴上零件发生轴向窜动。
61.预浸带料卷109安装在放料键式气胀轴108。在更换预浸带料卷109时,需将放料轴键式气胀轴108放气,取出预浸带料卷109进行更换,新预浸带料卷109摆放好后,对放料轴键式气胀轴108充气,完成预浸带料卷109的更换。
62.作为本发明的一个优选实施例,参见图3,上述收膜轴单元2包括力矩电机201,力矩电机201通过力矩电机支架202固定在安装板9上,力矩电机201的动力输出轴通过收膜轴联轴器203连接收膜连接轴204,收膜连接轴204连接收膜键式气胀轴209。
63.收膜连接轴204上安装着承载轴向力背对背布置的收膜角接触球轴承205,收膜角接触球轴承205通过收膜轴承座206与安装板9固定连接;收膜锁紧环207用于轴向定位,同时避免轴上零件发生轴向窜动。
64.背衬带料卷208安装在收膜键式气胀轴209上。在更换背衬带料卷208时,需将收膜轴键式气胀轴209放气,取出背衬带料卷208进行更换,新背衬带料卷208摆放好后,对收膜轴键式气胀轴209充气,完成背衬带料卷208的更换。
65.作为本发明的一个优选实施例,参见图4,上述编码器单元3包括用于测量复合材料预浸带输送速度的编码器301,编码器301通过编码器支架302固定在安装板9上,编码器301通过编码器联轴器303连接橡胶滚轴304。
66.作为本发明的一个优选实施例,参见图5,所述导向辊单元4包括导向辊轴401,导向辊轴401上安装着承载轴向力背对背布置的角接触球轴承402、与安装板9固定连接的轴承座403、导向辊锁紧环404、起限位作用的尼龙导向辊405。多个导向辊单元4在铺带头中起导向限位的作用,便于铺带头中各单元配置紧凑,便于铺带头与机械臂相配合。
67.作为本发明的一个优选实施例,参见图6,上述张力传感器单元5包括张力传感器
501,将张力传感器501通过张力传感器支架502固定安装在安装板9上,张力传感器501两侧对称排布一个导向辊503,其中张力传感器501与复合材料预浸带的接触角度保持在30
°‑
40
°
之间。张力传感器501在得到复合材料预浸带张力数据后,将数据传输给收膜轴单元力矩电机201,力矩电机201根据得到的数据增加转矩实现张力的增大或降低转矩实现张力的减小。
68.作为本发明的一个优选实施例,参见图7,上述切割单元6包括行径丝杠601、超声波切割刀605、切割砧板607,行径丝杠601包括丝杠滑块,丝杠滑块上固定刀架602,刀架602上固定夹刀架603以及夹刀架603配合的夹刀架盖604,超声波切割刀605由夹刀架603以及夹刀架盖604固定,将丝杠601通过丝杠固定架606固定在安装板9上,超声波切割刀605与切割砧板607配合切割。
69.编码器单元3将测得的输送速度转为输送距离后传输给切割单元6、收膜轴力矩电机201和放料轴伺服电机101,当输送距离达到切割距离时,力矩电机201与伺服电机101停止工作,切割单元丝杠601带动超声波切割刀605完成切割任务,切割完成后力矩电机201与伺服电机101开始工作。
70.作为本发明的一个优选实施例,参见图8,上述主压辊单元7包括主压辊双杆气缸701、压靴703,主压辊双杆气缸701通过主压辊气缸支架702固定在安装板9上,压靴703通过主压辊支架704与主压辊双杆气缸701连接在一起,其中压靴703中包括多个压靴片、气囊,当压靴703与工件表面接触时,压靴片上下浮动,由气囊与主压辊双杆气缸701提供压力,使压靴703与工件表面更加贴合。主压辊单元7固定于安装板9的中心轴线上,便于后期机械臂对铺带头的控制。
71.作为本发明的一个优选实施例,参见图9,上述辅压辊单元8包括辅压辊双杆气缸801、辅压辊803,辅压辊双杆气缸801通过辅压辊气缸支架802固定在安装板9上,辅压辊803通过辅压辊支架804与辅压辊双杆气缸801连接在一起,辅压辊803的两端设置辅压辊衬套805,辅压辊锁紧环806将辅压辊803固定在辅压辊支架804上。
72.辅压辊单元8设置于主压辊单元7的一侧,当主压辊单元7中主压辊双杆气缸701推杆收回,辅压辊单元8中的辅压辊双杆气缸801推杆伸出,使辅压辊803贴合工件表面,复合材料预浸带与下层背衬带脱离,完成复合材料预浸带的铺放任务。
73.参见图10,所述安装板9利用加强筋增加支撑强度。
74.一种采用上述卧式安装复合材料成型制造的铺带头的铺带成型方法,包括以下步骤:
75.1)先将复合材料预浸带料卷安装在放料轴单元1的放料键式气胀轴108上,并将双层背衬带按规定路径输送至收膜键式气胀轴209;
76.2)启动放料轴单元1中的伺服电机101、两个收膜轴单元2的力矩电机201与切割单元6丝杠,伺服电机101按照所要求的转速进行运动,复合材料预浸带从复合材料预浸带料卷上脱离,首先到达编码器单元3,由编码器301测量复合材料预浸带输送长度反馈给切割单元6进行定长切割;经过导向辊单元后到达张力传感器单元5测量张力大小,由张力大小力矩电机201输出力矩大小,控制复合材料预浸带输送过程中的张力保持在100-700n;;经过张力传感器单元5的导向辊503后上层背衬带与复合材料预浸带分离,利用导向辊单元的限位功能进入收膜轴单元2的背衬带料卷;复合材料预浸带与下层背衬带到达切割单元6的
砧板,利用超声波切割刀605在深度方向的精准切割,完成复合材料预浸带的切割且同时不损伤背衬带;经过主压辊单元7后利用导向辊单元的限位导向作用进入收膜轴单元2的背衬带料卷,完成下层背衬带的回收;
77.3)启动主压辊双杆气缸701、辅压辊双杆气缸801与给压靴703气囊供气的气泵,主压辊双杆气缸701提供压力将复合材料预浸带贴合在工件表面,在即将结束铺带时,利用辅压辊双杆气缸801提供压力将复合材料预浸带贴合在工件表面。
78.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1