一种全自动半导体塑封设备及方法与流程
1.本发明涉及半导体塑封装置及方法,具体涉及一种全自动半导体塑封设备及方法。
背景技术:
2.在现有的半导体塑封过程中,需要将引线框架排到上料架上,盖上上料盖,再由人工把上料架放入塑封机进行塑封固化,完成塑封后将上料架取出放入除胶机进行打胶,完成打胶后,由人工将上料架上的半导体件进行下料并移至检验工序。
3.上述的塑封生产工艺中,存在以下的不足:1、在将装载有晶片(引线框架)的上料架放入塑封机后,需要通过人工将胶粒上料摆放到塑封机中,这样不仅上料的效率比较低下,而且容易出现误操作导致产品报废,甚至出现生产事故。
4.2、经过多次塑封工作后,塑封模具上容易产生胶粒碎屑等杂物,而在将晶片投放至塑封机中之前,由于未对塑封模具进行清扫,胶粒碎屑等杂物直接与晶片接触,从而影响晶片的塑封操作,降低塑封精度和塑封质量。
技术实现要素:
5.本发明的目的在于克服上述存在的问题,提供一种全自动半导体塑封设备,该全自动半导体塑封设备不仅能够实现全自动的胶粒上料工作,还能够对塑封模具进行清扫,避免胶粒碎屑等杂物影响正常的塑封工作,具有工作效率高和塑封质量高等优点。
6.本发明的另一个目的在于提供一种全自动半导体塑封方法。
7.本发明的目的通过以下技术方案实现:一种全自动半导体塑封设备,包括用于自动摆放待塑封的晶片的上料排片装置、用于自动摆放胶粒的上料排胶装置、用于对晶片进行塑封的塑封装置、用于清除塑封后的晶片上的废料的除胶装置以及用于在多个工位之间搬运物料的搬运装置;所述上料排胶装置包括用于有序地对胶粒进行输送的上料振动盘和用于对胶粒进行中转摆放的中转排料机构;所述中转排料机构包括排料机构和转移机构,所述排料机构包括排料座和用于驱动排料座进行移动的排料驱动机构,所述排料座上设有多个用于暂存胶粒的排料存放槽,该排料存放槽靠近上料振动盘的一侧为开放结构;在工作状态下,所述排料驱动机构依次驱动排料座的排料存放槽移动至上料振动盘的上料通道的前方;所述转移机构包括多个用于对胶粒进行抓取的抓取件和用于驱动抓取件进行移动的转移驱动机构;所述塑封装置包括塑封模具和用于对塑封模具进行清扫的清扫机构;所述塑封模具包括上模和下模;所述清扫机构包括吹风组件和用于驱动吹风组件进行横向移动的吹风驱动机构,所述吹风组件包括风刀,所述风刀与鼓风装置连接;在工作状态下,吹风驱动机构驱动风刀在上模与下模之间移动,由风刀进行清扫;
所述搬运装置包括用于存放晶片的晶片搬运架、用于存放胶粒的胶粒搬运架以及用于驱动晶片搬运架和胶粒搬运架进行移动的搬运驱动机构;所述胶粒搬运架上设有用于存放胶粒的搬运存放槽;所述搬运驱动机构设置在上料排片装置、上料排胶装置、塑封装置、除胶装置之间。
8.上述全自动半导体塑封设备的工作原理为:工作时,将晶片搬运架放置在上料排片装置中,由上料排片装置将晶片整齐地摆放在晶片搬运架上,再通过搬运驱动机构驱动装满晶片的晶片搬运架至塑封装置中,做好塑封的准备。
9.将胶粒搬运架放置在上料排胶装置中,由上料排胶装置将胶粒整齐地摆放在胶粒搬运架上;其中,上料排胶装置的上料排胶操作为:将大量的胶粒投放至上料振动盘中,由上料振动盘对胶粒进行有序排列,并通过上料通道依次将胶粒转移至排料座上。其中,由于排料座上设有多个排料存放槽,当胶粒从上料通道输送出来之前,通过排料驱动机构依次驱动排料座的排料存放槽移动至上料通道的前方,用于装载胶粒。当排料座的排料存放槽装满胶粒后,通过转移驱动机构驱动抓取件靠近胶粒,由抓取件对胶粒进行抓取,再由转移驱动机构驱动抓取件移动至胶粒搬运架的上方,并使胶粒与下方的搬运存放槽对齐,继而将胶粒投放至搬运存放槽中。接着,通过搬运驱动机构驱动胶粒搬运架移动至塑封装置中,并将胶粒放置在塑封装置的模具上,搬运驱动机构再驱动胶粒搬运架复位,继而由塑封装置完成塑封作业。
10.进一步,塑封装置的塑封操作为:打开塑封模具,使上模和下模分离,以便放入待塑封的晶片(引线框架)。在放入待塑封的晶片之前,通过吹风驱动机构驱动风刀在上模与下模之间移动,此时鼓风装置向风刀输送高速风流,由风刀对下模进行吹扫,将模具上的胶粒碎屑等杂物清除,避免胶粒碎屑等杂物影响正常的塑封工作,有利于提高塑封精度和塑封质量。在放入待塑封的晶片和胶粒后,进行塑封操作。
11.塑封完毕后,通过搬运驱动机构驱动装着塑封后的晶片的晶片搬运架移动至除胶装置中,由除胶装置去除塑封后的晶片上的边角塑胶废料,完成塑封全过程。
12.本发明的一个优选方案,其中,所述上料通道的出口处设有阻挡机构,该阻挡机构包括阻挡片和阻挡驱动机构,该阻挡片与阻挡驱动机构的驱动端连接。
13.进一步,所述阻挡驱动机构包括阻挡驱动气缸,该阻挡驱动气缸的伸缩杆与阻挡片固定连接。通过上述结构,当排料座远离上料通道时,在阻挡驱动气缸的驱动下,阻挡片延伸至上料通道的出口处,挡住上料通道中的胶粒;待排料座靠近后,阻挡驱动气缸再驱动阻挡片远离上料通道的出口,继续转移胶粒。
14.本发明的一个优选方案,其中,所述排料机构还包括挡板,该挡板竖立在靠近排料存放槽的开放结构的一侧,该挡板的延伸方向平行于多个排料存放槽的排列方向;当排料存放槽移动至挡板的前方时,此时排料存放槽变为封闭状态。通过上述结构,当前一个排料存放槽装载完胶粒后,通过排料驱动机构驱动该排料存放槽远离上料通道,同时下一个排料存放槽靠近上料通道,前一个排料存放槽远离上料通道后移动至挡板的前方,从而由挡板对该排料存放槽中的胶粒进行阻挡,防止胶粒掉落。
15.本发明的一个优选方案,其中,所述排料驱动机构包括排料驱动电机和排料传动组件;所述排料驱动电机固定设置在设备机架上;
所述排料传动组件包括排料传动皮带和两个排料传动带轮,所述排料传动皮带连接在两个排料传动带轮之间,所述排料座与排料传动皮带连接。通过上述结构,在排料驱动电机的驱动下,排料座可以在上料通道的前方进行横向移动,依次装载胶粒。
16.进一步,所述排料座与设备机架之间设有直线导向结构,该直线导向结构包括直线导轨和滑块,所述直线导轨固定设置在设备机架上,所述排料座通过固定结构与滑块连接。
17.本发明的一个优选方案,其中,所述抓取件为与负压装置连通的负压吸头。
18.本发明的一个优选方案,其中,所述转移驱动机构包括竖向驱动机构和横向驱动机构,所述抓取件设置在竖向驱动机构上,所述竖向驱动机构设置在横向驱动机构上。
19.进一步,所述竖向驱动机构包括竖向驱动电机和竖向传动组件;所述竖向驱动电机固定设置在横向传动板上;所述竖向传动组件包括竖向传动皮带和两个竖向传动带轮,所述竖向传动皮带连接在两个竖向传动带轮之间,所述抓取件通过安装架与竖向传动皮带连接。通过上述结构,在竖向驱动电机的驱动下,抓取件可以进行竖向移动,从而转移胶粒。
20.进一步,所述横向驱动机构包括第一横向驱动机构和第二横向驱动机构,所述第一横向驱动机构的驱动方向与第二横向驱动机构的驱动方向垂直;所述第一横向驱动机构包括第一横向驱动电机和第一横向传动组件;所述第一横向驱动电机固定设置在横向移动架上;所述第一横向传动组件包括第一横向传动丝杆和第一横向传动丝杆螺母;所述第一横向传动丝杆螺母与横向传动板固定连接;所述第二横向驱动机构包括第二横向驱动电机和第二横向传动组件;所述第二横向驱动电机固定设置在搬运机架上;所述第二横向传动组件包括第二横向传动丝杆和第二横向传动丝杆螺母;所述第二横向传动丝杆螺母与横向移动架固定连接。通过上述结构,在第一横向驱动电机和第二横向驱动电机的驱动下,抓取件可以在二维平面上进行移动,从而将胶粒转移至不同的搬运存放槽中。
21.本发明的一个优选方案,其中,所述吹风驱动机构包括吹风驱动电机和吹风传动组件,所述吹风驱动电机固定设置在清扫机架上;所述吹风传动组件包括吹风传动皮带和两个吹风传动带轮,所述吹风传动皮带设置在两个吹风传动带轮之间;所述风刀通过横向移动板与吹风传动皮带固定连接。通过上述结构,在吹风驱动电机的驱动下,风刀可以进行横向移动,从而对塑封模具进行清扫。
22.本发明的一个优选方案,其中,所述塑封装置还包括用于检测模具的清扫情况和晶片的摆放位置的视觉检测模块。首先,在风刀清扫后的回程过程中,通过视觉检测模块对塑封模具的表面进行图像识别,检测塑封模具的清扫情况,从而保证较高的整洁度。再者,在放入待塑封的晶片后,再通过视觉检测模块对晶片的摆放位置进行图像识别,检测是否存在位置偏移等情况,若有,及时采取补救措施,从而保证晶片的塑封质量。
23.进一步,所述视觉检测模块通过横向移动板与吹风驱动机构的驱动端连接,这样可以共用一个驱动机构,使视觉检测模块进行横向移动检测,从而全面精确地获取目标图像。
24.进一步,所述视觉检测模块包括摄像头和折射镜,所述摄像头水平放置,所述折射镜将下方的光线折射至水平放置的摄像头中。
25.进一步,所述视觉检测模块还包括用于增加光度的补光灯,该补光灯设置在横向移动板的下方。
26.本发明的一个优选方案,其中,所述塑封装置还包括多个用于对晶片的摆放姿态进行检测的测高仪和用于驱动测高仪进行横向移动的测高驱动机构。
27.进一步,所述测高驱动机构由吹风驱动机构构成,所述测高仪通过横向移动板与吹风驱动机构的驱动端连接;多个测高仪沿着与吹风驱动机构的驱动方向垂直的方向均匀排列。通过上述结构,当放入待塑封的晶片后,吹风驱动机构驱动测高仪进行横向移动,对下方的晶片进行测高,检测是否存在“翘片”、“翘脚”等情况,若有,及时采取补救措施,从而保证晶片的塑封质量。
28.本发明的一个优选方案,其中,所述搬运存放槽设有多组,每组搬运存放槽包括多个搬运存放槽。这样,可以在胶粒搬运架上摆放多个胶粒,便于后续同步进行多个晶片的塑封工作,提高塑封效率。
29.本发明的一个优选方案,其中,所述搬运驱动机构由多自由度机械手构成,该多自由度机械手通过可快速拆装的结构与胶粒搬运架以及晶片搬运架连接。
30.一种全自动半导体塑封方法,包括以下步骤:将晶片搬运架放置在上料排片装置中,由上料排片装置将晶片整齐地摆放在晶片搬运架上,再通过搬运驱动机构驱动装满晶片的晶片搬运架至塑封装置中,做好塑封的准备;将胶粒投放至上料振动盘中,由上料振动盘对胶粒进行有序排列,并通过上料通道依次将胶粒转移至排料座上;当排料座的排料存放槽装满胶粒后,通过转移驱动机构驱动抓取件靠近胶粒,由抓取件对胶粒进行抓取,再由转移驱动机构驱动抓取件移动至胶粒搬运架的上方,并使胶粒与下方的搬运存放槽对齐,将胶粒投放至搬运存放槽中;通过搬运驱动机构驱动胶粒搬运架移动至塑封装置中,并将胶粒放置在塑封模具上,搬运驱动机构再驱动胶粒搬运架复位,由塑封装置完成塑封作业;在放入待塑封的晶片之前,塑封装置的上模和下模分离,通过吹风驱动机构驱动风刀在上模与下模之间移动,鼓风装置向风刀输送高速风流,由风刀对下模进行吹扫;在放入待塑封的晶片和胶粒后,进行塑封操作;塑封完毕后,通过搬运驱动机构驱动装着塑封后的晶片的晶片搬运架移动至除胶装置中,由除胶装置去除塑封后的晶片上的边角塑胶废料,完成塑封全过程。
31.本发明的一个优选方案,其中,当前一个排料存放槽装好胶粒后,通过排料驱动机构驱动该排料存放槽远离上料通道,同时下一个排料存放槽靠近上料通道;前一个排料存放槽远离上料通道后移动至挡板的前方,由挡板对该排料存放槽中的胶粒进行阻挡。
32.本发明的一个优选方案,在塑封工序全过程中,吹风驱动机构至少进行两次循环驱动:在放入待塑封的晶片之前,吹风驱动机构首次往前驱动,风刀在上模与下模之间移动,对下模进行吹扫;吹风驱动机构首次复位驱动,视觉检测模块横向移动并对塑封模具的表面进行图像识别,检测塑封模具的清扫情况;在放入待塑封的晶片之后,吹风驱动机构再次往前驱动,视觉检测模块横向移动
并对晶片的摆放位置进行图像识别,检测是否存在位置偏移的情况;吹风驱动机构再次复位驱动,测高仪横向移动并对下方的晶片进行测高,检测晶片的姿态是否存在异常情况。
33.与现有技术相比具有以下有益效果:1、本发明能够自动完成胶粒的排料以及送料工作,无需人工参与,具有工作效率高和较低的出错率等优点。
34.2、本发明能够在塑封工作开始之前对自身的塑封模具进行清扫,避免胶粒碎屑等杂物影响正常的塑封工作,有利于提高塑封精度和塑封质量。
附图说明
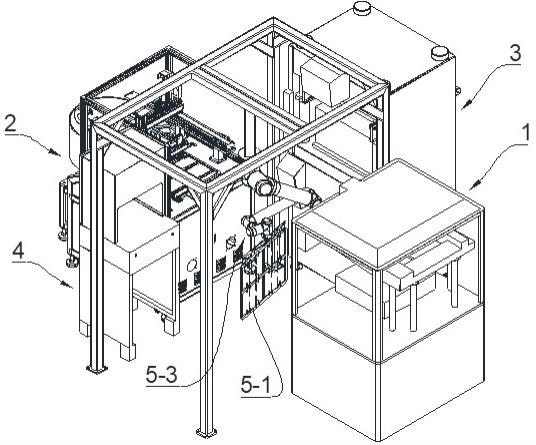
35.图1-图2为本发明的全自动半导体塑封设备的两个不同视角的立体结构示意图。
36.图3-图4为本发明的上料排胶装置的两个不同视角的立体结构示意图。
37.图5为图4隐藏了转移机构的示意图。
38.图6为图5中的x的放大图。
39.图7为本发明的转移机构的立体结构示意图。
40.图8为本发明的塑封装置的其中一个视角的立体结构示意图。
41.图9为图8隐藏了横向移动板的盖体的示意图。
42.图10为本发明的塑封装置的另一个视角的立体结构示意图。
具体实施方式
43.为了使本领域的技术人员很好地理解本发明的技术方案,下面结合实施例和附图对本发明作进一步描述,但本发明的实施方式不仅限于此。
44.参见图1-图2,本实施例的全自动半导体塑封设备,包括用于自动摆放待塑封的晶片的上料排片装置1、用于自动摆放胶粒的上料排胶装置2、用于对晶片进行塑封的塑封装置3、用于清除塑封后的晶片上的废料的除胶装置4以及用于在多个工位之间搬运物料的搬运装置。
45.所述上料排片装置1和除胶装置4分别采用现有技术的排片机和冲胶机(冲流道机)。
46.参见图2-图6,所述上料排胶装置2包括用于有序地对胶粒进行输送的上料振动盘2-1和用于对胶粒进行中转摆放的中转排料机构。所述中转排料机构包括排料机构和转移机构,所述排料机构包括排料座2-2和用于驱动排料座2-2进行移动的排料驱动机构,所述排料座2-2上设有多个用于暂存胶粒的排料存放槽2-2-1,该排料存放槽2-2-1靠近上料振动盘2-1的一侧为开放结构;在工作状态下,所述排料驱动机构依次驱动排料座2-2的排料存放槽2-2-1移动至上料振动盘2-1的上料通道2-1-1的前方。
47.参见图2-图6,所述上料通道2-1-1的出口处设有阻挡机构,该阻挡机构包括阻挡片2-3和阻挡驱动机构,该阻挡片2-3与阻挡驱动机构的驱动端连接。
48.进一步,所述阻挡驱动机构包括阻挡驱动气缸2-4,该阻挡驱动气缸2-4的伸缩杆与阻挡片2-3固定连接。通过上述结构,当排料座2-2远离上料通道2-1-1时,在阻挡驱动气缸2-4的驱动下,阻挡片2-3延伸至上料通道2-1-1的出口处,挡住上料通道2-1-1中的胶粒;待排料座2-2靠近后,阻挡驱动气缸2-4再驱动阻挡片2-3远离上料通道2-1-1的出口,继续
转移胶粒。
49.参见图6,所述排料机构还包括挡板2-5,该挡板2-5竖立在靠近排料存放槽2-2-1的开放结构的一侧,该挡板2-5的延伸方向平行于多个排料存放槽2-2-1的排列方向;当排料存放槽2-2-1移动至挡板2-5的前方时,此时排料存放槽2-2-1变为封闭状态。通过上述结构,当上一个排料存放槽2-2-1装载完胶粒后,通过排料驱动机构驱动该排料存放槽2-2-1远离上料通道2-1-1,同时下一个排料存放槽2-2-1靠近上料通道2-1-1;上一个排料存放槽2-2-1远离上料通道2-1-1后移动至挡板2-5的前方,从而由挡板2-5对该排料存放槽2-2-1中的胶粒进行阻挡,防止胶粒掉落。
50.参见图2-图6,所述排料驱动机构包括排料驱动电机2-6和排料传动组件;所述排料驱动电机2-6固定设置在设备机架2-7上;所述排料传动组件包括排料传动皮带和两个排料传动带轮,所述排料传动皮带连接在两个排料传动带轮之间,所述排料座2-2与排料传动皮带连接。通过上述结构,在排料驱动电机2-6的驱动下,排料座2-2可以在上料通道2-1-1的前方进行横向移动,依次装载胶粒。
51.进一步,所述排料座2-2与设备机架2-7之间设有直线导向结构,该直线导向结构包括直线导轨和滑块,所述直线导轨固定设置在设备机架2-7上,所述排料座2-2通过固定结构与滑块连接。
52.参见图3-图4和图7,所述转移机构包括多个用于对胶粒进行抓取的抓取件2-8和用于驱动抓取件2-8进行移动的转移驱动机构;其中,所述抓取件2-8为与负压装置连通的负压吸头。
53.参见图3-图4和图7,所述转移驱动机构包括竖向驱动机构和横向驱动机构,所述抓取件2-8设置在竖向驱动机构上,所述竖向驱动机构设置在横向驱动机构上。
54.进一步,所述竖向驱动机构包括竖向驱动电机2-9和竖向传动组件;所述竖向驱动电机2-9固定设置在横向传动板2-10上;所述竖向传动组件包括竖向传动皮带和两个竖向传动带轮,所述竖向传动皮带连接在两个竖向传动带轮之间,所述抓取件2-8通过安装架2-16与竖向传动皮带连接。通过上述结构,在竖向驱动电机2-9的驱动下,抓取件2-8可以进行竖向移动,从而转移胶粒。
55.进一步,所述横向驱动机构包括第一横向驱动机构和第二横向驱动机构,所述第一横向驱动机构的驱动方向与第二横向驱动机构的驱动方向垂直;所述第一横向驱动机构包括第一横向驱动电机2-11和第一横向传动组件;所述第一横向驱动电机2-11固定设置在横向移动架2-12上;所述第一横向传动组件包括第一横向传动丝杆和第一横向传动丝杆螺母;所述第一横向传动丝杆螺母与横向传动板2-10固定连接;所述第二横向驱动机构包括第二横向驱动电机2-13和第二横向传动组件;所述第二横向驱动电机2-13固定设置在搬运机架2-14上;所述第二横向传动组件包括第二横向传动丝杆和第二横向传动丝杆螺母;所述第二横向传动丝杆螺母与横向移动架2-12固定连接。通过上述结构,在第一横向驱动电机2-11和第二横向驱动电机2-13的驱动下,抓取件2-8可以在二维平面上进行移动,从而将胶粒转移至不同的搬运存放槽5-2-1中。
56.参见图1-图3以及图8-图10,所述塑封装置3包括塑封模具和用于对塑封模具进行清扫的清扫机构;所述塑封模具包括上模3-1和下模3-2,具体结构可参考现有技术中的塑封机。
57.所述清扫机构包括吹风组件和用于驱动吹风组件进行横向移动的吹风驱动机构,所述吹风组件包括风刀3-3和送风管,所述送风管的两端与风刀3-3和鼓风装置连接;在工作状态下,吹风驱动机构驱动风刀3-3在上模3-1与下模3-2之间移动,由风刀3-3进行清扫。
58.所述吹风驱动机构包括吹风驱动电机3-4和吹风传动组件,所述吹风驱动电机3-4固定设置在清扫机架上;所述吹风传动组件包括吹风传动皮带和两个吹风传动带轮,所述吹风传动皮带设置在两个吹风传动带轮之间;所述风刀3-3通过横向移动板3-7与吹风传动皮带固定连接。通过上述结构,在吹风驱动电机3-4的驱动下,风刀3-3可以进行横向移动,从而对塑封模具进行清扫。
59.参见图1-图3以及图8-图10,所述塑封装置3还包括用于检测模具的清扫情况和晶片的摆放位置的视觉检测模块;所述视觉检测模块包括摄像头3-5和折射镜3-6,所述摄像头3-5水平放置,所述折射镜3-6将下方的光线折射至水平放置的摄像头3-5中。通过上述结构,首先,在风刀3-3清扫后的回程过程中,通过视觉检测模块对塑封模具的表面进行图像识别,检测塑封模具的清扫情况,从而保证较高的整洁度。再者,在放入待塑封的晶片后,再通过视觉检测模块对晶片的摆放位置进行图像识别,检测是否存在位置偏移等情况,若有,及时采取补救措施,从而保证晶片的塑封质量。
60.进一步,所述视觉检测模块通过横向移动板3-7与吹风驱动机构的驱动端连接,这样可以共用一个驱动机构,使视觉检测模块进行横向移动检测,从而精确地获取目标图像。
61.进一步,所述视觉检测模块还包括用于增加光度的补光灯3-8,该补光灯3-8设置在横向移动板3-7的下方。
62.参见图1-图3以及图9-图10,所述塑封装置3还包括多个用于对晶片(引线框架)的摆放姿态进行检测的测高仪3-9和用于驱动测高仪3-9进行横向移动的测高驱动机构。
63.进一步,所述测高驱动机构由吹风驱动机构构成,所述测高仪3-9通过横向移动板3-7与吹风驱动机构的驱动端连接;多个测高仪3-9沿着与吹风驱动机构的驱动方向垂直的方向均匀排列。通过上述结构,当放入待塑封的引线框架后,吹风驱动机构驱动测高仪3-9进行横向移动,对下方的引线框架进行测高,检测是否存在“翘片”、“翘脚”等情况,若有,及时采取补救措施,从而保证引线框架的塑封质量。
64.参见图1-图6,所述搬运装置包括用于存放晶片的晶片搬运架5-1(参见现有技术的引线框架的上料架)、用于存放胶粒的胶粒搬运架5-2以及用于驱动晶片搬运架5-1和胶粒搬运架5-2进行移动的搬运驱动机构,所述胶粒搬运架5-2上设有用于存放胶粒的搬运存放槽5-2-1;所述搬运驱动机构设置在上料排片装置1、上料排胶装置2、塑封装置3、除胶装置4之间。
65.其中,所述搬运存放槽5-2-1设有多组,每组搬运存放槽5-2-1包括多个搬运存放槽5-2-1。这样,可以在胶粒搬运架5-2上摆放多个胶粒,便于后续同步进行多个晶片的塑封工作,提高塑封效率。
66.具体地,所述搬运驱动机构由多自由度机械手5-3构成,该多自由度机械手5-3通过可快速拆装的结构与胶粒搬运架5-2以及晶片搬运架5-1连接。
67.参见图1-图10,本实施例的全自动半导体塑封方法,包括以下步骤:将晶片搬运架5-1放置在上料排片装置1中,由上料排片装置1将晶片整齐地摆放在晶片搬运架5-1上,再通过搬运驱动机构驱动装满晶片的晶片搬运架5-1至塑封装置3中,
做好塑封的准备。
68.将大量的胶粒投放至上料振动盘2-1中,由上料振动盘2-1对胶粒进行有序排列,并通过上料通道2-1-1依次将胶粒转移至排料座2-2上;当排料座2-2的排料存放槽2-2-1装满胶粒后,通过转移驱动机构驱动抓取件2-8靠近胶粒,由抓取件2-8对胶粒进行抓取,再由转移驱动机构驱动抓取件2-8移动至胶粒搬运架5-2的上方,并使胶粒与下方的搬运存放槽5-2-1对齐,将胶粒投放至搬运存放槽5-2-1中。
69.通过搬运驱动机构驱动胶粒搬运架5-2移动至塑封装置3中,并将胶粒放置在塑封模具上;搬运驱动机构再驱动胶粒搬运架5-2复位,由塑封装置3完成塑封作业。
70.在放入待塑封的晶片之前,塑封装置3的上模3-1和下模3-2分离,通过吹风驱动机构驱动风刀3-3在上模3-1与下模3-2之间移动,鼓风装置向风刀3-3输送高速风流,由风刀3-3对下模3-2进行吹扫,将模具上的胶粒碎屑等杂物清除。
71.在放入待塑封的晶片和胶粒后,进行塑封操作。
72.塑封完毕后,通过搬运驱动机构驱动装着塑封后的晶片的晶片搬运架5-1移动至除胶装置4中,由除胶装置4去除塑封后的晶片上的边角塑胶废料,完成塑封全过程。
73.在塑封工序全过程中,吹风驱动机构至少进行两次循环驱动:在放入待塑封的晶片之前,吹风驱动机构首次往前驱动,风刀3-3在上模3-1和下模3-2之间移动,对下模3-2进行吹扫,将模具上的胶粒碎屑等杂物清除;吹风驱动机构首次复位驱动,视觉检测模块(摄像头3-5)横向移动并对塑封模具的表面进行图像识别,检测塑封模具的清扫情况。
74.在放入待塑封的晶片之后,吹风驱动机构再次往前驱动,视觉检测模块横向移动并对晶片的摆放位置进行图像识别,检测是否存在位置偏移等情况;吹风驱动机构再次复位驱动,测高仪3-9横向移动并对下方的晶片进行测高,检测晶片的姿态是否存在异常情况。
75.参见图1-图10,本实施例的全自动半导体塑封设备的工作原理为:工作时,将晶片搬运架5-1放置在上料排片装置1中,由上料排片装置1将晶片整齐地摆放在晶片搬运架5-1上,再通过搬运驱动机构驱动装满晶片的晶片搬运架5-1至塑封装置3中,做好塑封的准备。
76.将胶粒搬运架5-2放置在上料排胶装置2中,由上料排胶装置2将胶粒整齐地摆放在胶粒搬运架5-2上;其中,上料排胶装置2的上料排胶操作为:将大量的胶粒投放至上料振动盘2-1中,由上料振动盘2-1对胶粒进行有序排列,并通过上料通道2-1-1依次将胶粒转移至排料座2-2上。其中,由于排料座2-2上设有多个排料存放槽2-2-1,当胶粒从上料通道2-1-1输送出来之前,通过排料驱动机构依次驱动排料座2-2的排料存放槽2-2-1移动至上料通道2-1-1的前方,用于装载胶粒。当排料座2-2的排料存放槽2-2-1装满胶粒后,通过转移驱动机构驱动抓取件2-8靠近胶粒,由抓取件2-8对胶粒进行抓取,再由转移驱动机构驱动抓取件2-8移动至胶粒搬运架5-2的上方,并使胶粒与下方的搬运存放槽5-2-1对齐,继而将胶粒投放至搬运存放槽5-2-1中。接着,通过搬运驱动机构驱动胶粒搬运架5-2移动至塑封装置3中,并将胶粒放置在塑封装置3的模具上,搬运驱动机构再驱动胶粒搬运架5-2复位,继而由塑封装置3完成塑封作业。
77.进一步,塑封装置3的塑封操作为:打开塑封模具,使上模3-1和下模3-2分离,以便
放入待塑封的晶片。在放入待塑封的引线框架之前,通过吹风驱动机构驱动风刀3-3(风刀3-3、视觉检测模块和测高仪3-9均设置在横向移动板3-7上)在上模3-1与下模3-2之间移动,此时鼓风装置向风刀3-3输送高速风流,由风刀3-3对下模3-2进行吹扫,将模具上的胶粒碎屑等杂物清除,避免胶粒碎屑等杂物影响正常的塑封工作,有利于提高塑封精度和塑封质量。
78.在放入待塑封的晶片和胶粒后,进行塑封操作。塑封完毕后,通过搬运驱动机构驱动装着塑封后的晶片的晶片搬运架5-1移动至除胶装置4中,由除胶装置4去除塑封后的晶片上的边角塑胶废料,完成塑封全过程。
79.上述为本发明较佳的实施方式,但本发明的实施方式并不受上述内容的限制,其他的任何未背离本发明的精神实质与原理下所做的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1