空调操作面板生产方法与流程
1.本发明属于一种空调配件的加工领域,尤其是涉及一种空调操作面板生产方法。
背景技术:
2.受到圆柱形立柱空调自身形状的限定,空调表面的操作面板也需要呈圆弧型,实现与空调的安装匹配。现在的空调操作面板是直接采用注塑方式注塑得到,然后与空调机体安装配合。该类空调操作面板在安装后,与空调机体的区别不大,辨识度不高,且不能起到装饰作用。部分空调为了提高操作面板的辨识度,在面板上粘贴一张彩色印刷的覆盖膜,但是该类覆盖模与注塑的面板通过粘接固定后,随着使用时间的推移,容易出现贴合不紧密的现象,影响操作面板的使用;且在覆盖膜上印刷时,只能印刷一种颜色,使得使用收到限制。
技术实现要素:
3.本发明的目的在于提供一种空调操作面板生产方法,能够解决上述问题中的至少一个。
4.根据本发明的一个方面,提供了一种空调操作面板生产方法,包括以下步骤:
5.s1、将pet塑料膜进行丝印;
6.s2、在丝印后的pet塑料膜上打定位孔;
7.s3、对步骤s2后的pet塑料膜进行裁切,得到覆膜片;
8.s4、将覆膜片放入成型模内,对覆膜片进行成型;
9.s5、将成型后的覆膜片放入注塑模内进行注塑,注塑得到空调操作面板。
10.本发明的有益效果是:通过在pet塑料膜上进行丝印,可以在塑料膜上丝印所需的颜色,满足相应的使用要求;通过在pet塑料膜上开设有定位孔,可以方便覆膜片在注塑模注塑时,固定在注塑模内;通过步骤s4,先将覆膜片进行成型,便于成型后与注塑模相应结合,实现注塑,从而使得覆膜片能够紧密贴合在注塑的面板上,避免了使用时发生分离,保证了操作面板的正常使用。
11.在一些实施方式中,步骤s1中pet塑料膜进行丝印具体包括如下顺序步骤:
12.s101、在pet塑料膜上丝印镜面银层,然后烘干;
13.s102、采用半透紫蓝色油墨丝印,然后烘干;
14.s103、采用半透白油墨丝印,然后烘干;
15.s104、采用半透银油墨丝印,然后烘干;
16.s105、采用圆圈光油印两次,然后烘干;
17.s106、采用粘合剂印刷,然后烘干;
18.s107、采用磨砂哑油进行印刷,然后烘干。由此,通过步骤s1中各道丝印工序,可以使得丝印后的覆膜片具有半透明双色点状颜色的效果,而不是将整个覆膜片均印刷成一种颜色,使得覆膜片的上色效果好。
19.在一些实施方式中,步骤s101中的镜面银层由重量比为87%的镜面银油墨与3%的固化剂组成的油墨丝印而成,镜面银层在丝印时采用300目的丝网印刷,步骤s101中的烘干温度为80~86℃,时间为10分钟。由此,可以先在覆膜片上丝印镜面银层,降低了pet透明塑料膜的透光性;且通过镜面银层的组成,可以提高镜面银层与塑料膜结合的均匀性。
20.在一些实施方式中,步骤s102中的半透紫蓝色油墨由以下重量比的组分组成:
21.光油90%、蓝色油墨2%、紫色油墨3%、绿色油墨2%、黑色油墨2%和白色油墨1%;
22.步骤s102中采用300目的丝网印刷,步骤s102中的烘干温度为80~86℃,时间为10分钟,经过步骤s102后的pet塑料模的透光率为85~95%,雾度为0~5%。由此,通过半透紫蓝色油墨的各成分配比,使得覆膜片丝印后,能够在覆膜片上丝印有紫色和蓝色的点状颜色,达到两种不同的颜色效果,并降低了覆膜片的透光率。
23.在一些实施方式中,步骤s103中的半透白油墨由以下重量比的组分组成:
24.光油45%、白油45%和固化剂10%;
25.经过步骤s103后的pet塑料模的透光率为6~8%,步骤s103中的烘干温度为80~86℃,时间为10分钟。由此,通过该半透白油墨,可以覆盖在半透紫蓝色油墨上,对覆膜片显示的颜色进行调整,以及有效防止了半透紫蓝色油墨在使用时出现掉色现象;同时,大大降低了覆膜片整体的透光率。
26.在一些实施方式中,步骤s104中的半透银油墨由以下重量比的组分组成:
27.粉色油墨2.7%、光油87.3%和固化剂10%;
28.经过步骤s102后的pet塑料模的透光率为3~4.5%,步骤s104中的烘干温度为80~86℃,时间为10分钟。由此,通过半透银油墨进行丝印,使得丝印后覆膜片整体呈银色状,并使得步骤s102的两种丝印颜色能够透过。
29.在一些实施方式中,步骤s3中的覆膜片包括本体部和侧边,侧边设于本体部的两侧,定位孔位于两侧的侧边与本体部的连接处,步骤s4中成型模包括上模和下模,下模设有第一型腔和第二型腔,第一型腔向下凹,且呈弧形,第二型腔水平设置,第二型腔位于第一型腔的两侧,第二型腔与第一型腔连通,上模设有第一冲头和第二冲头,第一冲头与第一型腔相对应,第二冲头与第二型腔相对应,在成型时,本体部与第一型腔相对应,侧边与第二型腔相对应。由此,通过成型模,可以对本体部进行成型为弧形面,而侧边保持水平状,因此,无需将整个覆膜片成型为弧形,可以大大降低了模具的整体高度,从而减少了模具的钢材用料,大大降低了模具成本;同时,由于模具的整体高度降低了,对成型机机台的吨位等要求降低,且利于缩短产品的成型时间。
30.在一些实施方式中,第一冲头的一端的边缘设有凸起,凸起和第二冲头分别位于第一冲头的相对两端,第一冲头的一端设有条形槽,条形槽为两个,分别位于凸起的两端。由此,通过设有凸起,可以使得成型后的覆膜的一端形成一个包边,便于与面板的注塑实现包边贴合;通过条形槽,可以方便凸起处的成型,便于与面板的贴合,使得凸起与第一冲头的两侧分离开,便于成型凸起处的包边时,在边角处发生褶皱,利于保证产品质量。
31.在一些实施方式中,将覆膜片在成型模内取出后,在2小时之内放置在注塑模内,并将覆膜片的本体部与注塑模相贴合,完成注塑,注塑模的型腔底部设有多个凸点。由此,通过在注塑模的型腔底部设有多个凸点,从而注塑后,覆膜片在注塑层的表面形成凸点,达
到操作面板表面凹凸不平的效果,即使得操作面板表面具有不易的凹凸感,同时方便清洁,保证了覆膜片与注塑层结合的稳固性。
附图说明
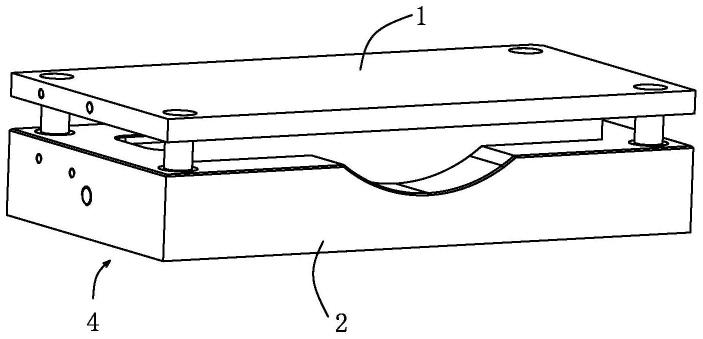
32.图1是本发明空调操作面板生产方法中成型模的结构示意图。
33.图2是本发明空调操作面板生产方法中下模的结构示意图。
34.图3是本发明空调操作面板生产方法中上模的结构示意图。
35.图4是本发明空调操作面板生产方法中成型后的覆膜片的结构示意图。
36.图5是本发明空调操作面板生产方法得到的成品的结构示意图。
具体实施方式
37.下面结合附图对本发明作进一步详细的说明。
38.参照图1~图5:空调操作面板生产方法,包括以下步骤:
39.s1、将pet(polyethylene terephthalate,即聚对苯二甲酸乙二醇酯)塑料膜进行丝印;
40.s2、在丝印后的pet塑料膜上打定位孔;
41.s3、对步骤s2后的pet塑料膜进行裁切,得到覆膜片;
42.s4、将覆膜片放入成型模内,对覆膜片进行成型;
43.s5、将成型后的覆膜片放入注塑模内进行注塑,注塑得到空调操作面板。通过步骤s1的丝印,可以将透明的pet塑料膜印刷得到所需的颜色,满足空调操作面板的使用要求;步骤s3在裁切时,按照操作面板的大小形状进行裁切,便于后续成型、注塑时,能够满足空调操作面板的大小要求;裁切后进行步骤s4,使得成型后的覆膜片能够很好的与注塑模贴合;通过在步骤s2中开设有定位孔,可以使得覆膜片在放置在注塑模时,将定位孔插入到注塑模上相应的固定杆上,便于对覆膜片位置的固定,防止注塑时覆膜片发生移动,保证了覆膜片能够与注塑层紧密贴合,大大提高了使用寿命。
44.步骤s1中pet塑料膜的其中一个侧面进行丝印,丝印具体包括如下顺序步骤:
45.s101、在pet塑料膜上丝印镜面银层,然后烘干,使得塑料膜上丝印后呈镜面银的颜色;
46.s102、采用半透紫蓝色油墨丝印,然后烘干;
47.s103、采用半透白油墨丝印,然后烘干;
48.s104、采用半透银油墨丝印,然后烘干;
49.s105、采用圆圈光油印两次,然后烘干;
50.s106、采用粘合剂印刷,然后烘干;
51.s107、采用磨砂哑油进行印刷,然后烘干。
52.步骤s101中的镜面银层由重量比为87%的镜面银油墨与3%的固化剂组成的油墨丝印而成,镜面银层在丝印时采用300目的丝网印刷,步骤s101中的烘干温度为80~86℃,时间为10分钟。其中,在镜面银层在丝印时,丝印的刮刀倾斜15
°
,便于将油墨印刷均匀。镜面银油墨采用生产厂家为东莞市明腾印刷材料有限公司,型号为500h;固化剂采用生产厂家为东莞市明腾印刷材料有限公司,型号为105。通过对pet塑料膜进行步骤s101的处理,可
以起到相应的消光作用,避免塑料膜处于透明状态。通过3%的固化剂,可以增强油墨与塑料膜的粘接性,保证了镜面银层能够紧密贴紧在塑料膜上。
53.步骤s102中的半透紫蓝色油墨由以下重量比的组分组成:
54.光油90%、蓝色油墨2%、紫色油墨3%、绿色油墨2%、黑色油墨2%和白色油墨1%;
55.步骤s102中采用300目的丝网印刷,步骤s102中的烘干温度为80~86℃,时间为10分钟,经过步骤s102后的pet塑料模的透光率为85~95%,雾度为0~5%。其中,在该丝印步骤中,印刷机的刮刀也采用倾斜15
°
。该步骤中光油的厂家为日本帝国油墨株式会社,型号为ipx-001;蓝色油墨的厂家为日本帝国油墨株式会社,型号为ipx391;紫色油墨的厂家为日本帝国油墨株式会社,型号为ipx821;绿色油墨的厂家为日本帝国油墨株式会社,型号为ipx791;黑色油墨的厂家为日本帝国油墨株式会社,型号为ipx971;白色油墨的厂家为日本帝国油墨株式会社,型号为ipx675。
56.通过采用半透紫蓝色油墨进行丝印,使得在印刷时,通过丝网后油墨印刷在镜面银层上,形成紫色和蓝色的多个印刷点,从而使得最终覆膜片上的颜色形成两种不同颜色的点,克服了现有覆膜片只能印刷出单一颜色的缺陷。
57.在实际使用过程中,在镜面银层印刷烘干以后,先对空调操作面板上的印刷字进行印刷烘干,然后再进行步骤s102。
58.步骤s103中的半透白油墨由以下重量比的组分组成:
59.光油45%、白油45%和固化剂10%;
60.经过步骤s103后的pet塑料模的透光率为6~8%,步骤s103中的烘干温度为80~86℃,时间为10分钟。其中,在该丝印步骤中,印刷机的刮刀也采用倾斜15
°
。光油的厂家为日本帝国油墨株式会社,型号为ipx-001;白油的厂家为日本帝国油墨株式会社,型号为ipx675;固化剂的厂家为日本帝国油墨株式会社,型号为240。通过该半透白油墨的印刷,可以使得步骤s102中的彩色点能够保持稳定,保证了覆膜片在后续使用时,均能保持颜色的稳定性。
61.步骤s104中的半透银油墨由以下重量比的组分组成:
62.粉色油墨2.7%、光油87.3%和固化剂10%;
63.经过步骤s102后的pet塑料模的透光率为3~4.5%,步骤s104中的烘干温度为80~86℃,时间为10分钟。其中,粉色油墨的厂家为日本帝国油墨株式会社,型号为882;光油的厂家为日本帝国油墨株式会社,型号为ipx-001;固化剂的厂家为日本帝国油墨株式会社,型号为240。由此,通过该步骤s104可以使得覆膜片整体呈银色的同时,不对步骤s102中的印刷的两种颜色点的颜色进行隐藏。
64.如图1~4所述,步骤s3中的覆膜片3包括本体部31和侧边32,侧边32设于本体部31的两侧,定位孔33位于两侧的侧边与本体部31的连接处,步骤s4中成型模4包括上模1和下模2,下模2设有第一型腔21和第二型腔22,第一型腔21向下凹,且呈弧形,第二型腔22水平设置,第二型腔22位于第一型腔21的两侧,第二型腔22与第一型腔21连通,上模1设有第一冲头11和第二冲头12,第一冲头11与第一型腔21相对应,第二冲头12与第二型腔22相对应,在成型时,本体部31与第一型腔21相对应,侧边32与第二型腔22相对应。
65.覆膜片3在成型时,放置在上模1与下模2之间,通过上模1向下移动,使得第一冲头
11和第二冲头12向下,通过与第一型腔21和第二型腔22的配合,实现对片材(如图4所示)的成型。在第一冲头11与第一型腔21的作用下,使得本体部31成型后呈弧形,从而利于与控制面板的注塑模具相应的弧形面相贴合。在第二冲头12与第二型腔22的作用下,使得片材在两侧的侧边32成型为长条的直边,该两条直边成型完成后,再与控制面板的注塑模具上的定位杆等结构将两侧的侧边32进行固定。
66.由于覆膜片3为片材,因此,容易与后续的操作面板的注塑模具相贴合;由此,侧边32经第二冲头12成型的结构,由于呈细条型,并通过定位孔33固定在注塑模具上,因此很容易在注塑时贴紧在注塑模具上,实现了成型后的覆膜片能够与注塑的操作面板紧密贴合。
67.由于成型模4在成型时,无需将整个覆膜片均成型为与空调外形匹配的半圆形,而只需将第一型腔21处接触面积较大的本体部31成型为圆弧形即可,大大降低了模具的整体高度,从而减少了模具的钢材用料,大大降低了模具成本;同时,由于模具的整体高度降低了,对成型机机台的吨位等要求降低,且利于缩短产品的成型时间。
68.第一型腔21向下凹陷的深度大于第二型腔22的深度。在实际使用过程中,第二型腔22的深度大于片材的厚度,能够实现与第二冲头12对两侧的直边成型即可。由此,无需将两侧的长条边成型为弧形,大大降低了模具的整体高度,降低了模具成本。
69.第一冲头11的一端的边缘设有凸起13,凸起13和第二冲头12分别位于第一冲头11的相对两端,第一冲头11的一端设有条形槽14,条形槽14为两个,分别位于凸起13的两端。通过设有凸起13,可以在成型的片材的边缘相应形成包边,便于后续操作面板注塑成型时,与操作面板的注塑部分贴合紧密,提高覆膜与操作面板贴合的紧密性。下模2的第一型腔内设有凸块24,凸块24为两个,分别与两个条形槽14相对应。凸块24与条形槽14配合后,能够在片材上成型出与凸块24相应的缺口;通过设有该凸块24,使得凸起13在成型相应的包边时,与第一冲头11的两侧断开连接,避免凸起的边角发生褶皱。
70.将覆膜片3在成型模内取出后,在2小时之内放置在注塑模内,并将覆膜片的本体部与注塑模相贴合,完成注塑,注塑模的型腔底部设有多个凸点。通过在较短时间内将覆膜片3放置在注塑模内进行注塑,能够使得覆膜片在放入到注塑模之前本体部31保持弧形状态,便于与注塑模相贴合;侧边32上的定位孔固定在注塑模型腔内的定位杆上,实现了覆膜片与注塑模的配合,然后再进行注塑,得到成品(如图5所示,由于注塑成型后覆膜片上形成的凹凸点较密集,在图5中未显示出凹凸点)。从而使得覆膜片与注塑层能够紧密贴合。
71.通过在注塑模的型腔底部设有凸点,可以使得注塑后的成品的表面能够与凹凸感,达到布艺面板的效果,同时方便清洁。
72.以上的仅是本发明的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1