一种精密光学镜头注塑成型工艺及装置的制作方法
1.本发明涉及注塑成型技术领域,尤其涉及一种精密光学镜头注塑成型工艺及装置。
背景技术:
2.注塑机的工作原理与打针用的注射器相似,借助螺杆的推力,将已塑化好的熔融状态的塑料注射入闭合好的模腔内,经固化定型后取得制品,注塑机只能对一组注塑槽进行注塑成型,生产效率较低。
3.现有的注塑成型机通过设置注塑模板,注塑模板顶部开设有五组注塑槽,实现了在对镜头进行注塑成型时,一次性能够完成五组相间的注塑动作,提高了生产效率。
4.而由于多组镜头同时进行注塑,卸料时注塑模板与镜头不易分离,人工操作较为麻烦。
技术实现要素:
5.本发明的目的在于提供一种精密光学镜头注塑成型工艺及装置,解决了由于多组镜头同时进行注塑,卸料时注塑模板与镜头不易分离,人工操作较为麻烦的技术问题。
6.为实现上述目的,本发明提供了一种精密光学镜头注塑成型装置,包括注塑机、固定架、固定模板、活动模板和卸料组件,所述注塑机设置于所述固定架的一侧,所述固定模板与所述固定架固定连接,并位于所述注塑机的一侧,所述活动模板设置于所述固定模块远离所述注塑机的一侧,所述卸料组件包括伸缩臂、转动臂和吸附座,所述伸缩臂设置于所述固定架的一侧,所述伸缩臂的输出端设置有所述转动臂,所述转动臂的输出端与所述活动模板连接,所述吸附座设置于所述活动膜板的下方。
7.其中,所述伸缩臂包括第一气缸、第一杆体和第一板体,所述第一气缸设置于所述固定架的一侧,所述第一气缸的输出端设置有所述第一杆体,所述第一板体与所述第一杆体固定连接,并位于所述第一杆体的上方。
8.其中,所述转动臂包括电机、转动杆、第二杆体、第一齿轮和第二齿轮,所述电机设置于所述第一板体的上方,所述转动杆与所述第一杆体转动连接,所述第二杆体的一端与所述转动杆固定连接,所述第二杆体的另一端与所述活动模板固定连接,所述电机的输出端设置有所述第一齿轮,所述转动杆的外侧壁设置有所述第二齿轮,所述第一齿轮与所述第二齿轮啮合。
9.其中,所述精密光学镜头注塑成型装置还包括辅助注塑组件,所述辅助注塑组件设置于所述固定模板的上方。
10.其中,所述固定模板的一侧设置有第一进料孔,所述固定模板的顶端设置有注塑槽,并与所述第一进料孔连通,所述活动模板的侧壁设置有多个成型槽,多个所述成型槽均与所述注塑槽连通。
11.其中,所述辅助注塑组件包括活动丝杆、连接板和限位板,所述活动丝杆设置于所
述固定架的内部,所述活动丝杆的输出端设置有所述连接板,所述限位板与所述连接板固定连接,并位于所述注塑槽的内部。
12.其中,所述限位板的靠近所述注塑机一侧侧壁设置有导通槽和第二进料孔。
13.本发明还提供一种精密光学镜头注塑成型工艺,采用上述所述的精密光学镜头注塑成型装置,包括如下步骤:
14.将pei原材料通过除湿干燥机进行干燥处理,并将干燥完成的原材料再加入所述注塑机的除湿干燥料筒内;
15.利用所述注塑机将熔融状态的原料传输至所述固定模板内,并通过所述限位板切换原料的注塑位置,对每个所述注塑槽进行注塑,等待冷却;
16.冷却完成后,利用所述伸缩臂将所述活动模板和所述固定模板分离,再利用所述转动臂将所述活动模板向下翻转,最后利用所述吸附座进行卸料。
17.本发明的一种精密光学镜头注塑成型工艺及装置,通过所述注塑机将熔融状态的原料注入所述活动模板内部,冷却成型后,所述伸缩臂带动所述活动模板与所述固定模板分离,所述转动臂带动所述活动模板向下翻转,利用所述吸附座形成负压,产生吸力,使得所述活动模板内的工件脱出,通过上述结构,实现自动卸料,提高了生产效率。
附图说明
18.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
19.图1是本发明第一实施例的整体的剖视图。
20.图2是本发明提供的图1的a处的局部放大图。
21.图3是本发明第二实施例的整体的剖视图。
22.图4是本发明第二实施例的限位板的结构示意图。
23.图5是本发明第二实施例的固定模板的剖视图。
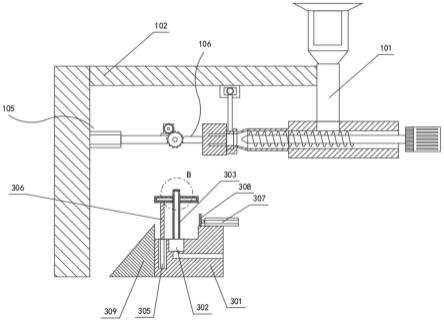
24.图6是本发明第三实施例的整体的剖视图。
25.图7是本发明提供的图6的b处的局部放大图。
26.101-注塑机、102-固定架、103-固定模板、104-活动模板、105-伸缩臂、106-转动臂、107-吸附座、108-第一气缸、109-第一杆体、110-第一板体、111-电机、112-转动杆、113-第二杆体、114-第一齿轮、115-第二齿轮、201-活动丝杆、202-连接板、203-限位板、204-注塑槽、205-成型槽、206-第一进料孔、207-导通槽、208-第二进料孔、301-座体、302-气泵、303-固定管、304-第三板体、305-第二气缸、306-第三杆体、307-第三气缸、308-推板、309-斜台、310-气孔、311-吸附孔。
具体实施方式
27.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
28.第一实施例:
29.请参阅图1-图2,其中图1是本发明第一实施例的整体的剖视图,图2是本发明提供的图1的a处的局部放大图,本发明提供一种精密光学镜头注塑成型装置,包括注塑机101、
固定架102、固定模板103、活动模板104和卸料组件,所述卸料组件包括伸缩臂105、转动臂106和吸附座107,所述伸缩臂105包括第一气缸108、第一杆体109和第一板体110,所述转动臂106包括电机111、转动杆112、第二杆体113、第一齿轮114和第二齿轮115。
30.针对本具体实施方式,所述注塑机101设置于所述固定架102的一侧,所述固定模板103与所述固定架102固定连接,并位于所述注塑机101的一侧,所述活动模板104设置于所述固定模块远离所述注塑机101的一侧,所述卸料组件包括伸缩臂105、转动臂106和吸附座107,所述伸缩臂105设置于所述固定架102的一侧,所述伸缩臂105的输出端设置有所述转动臂106,所述转动臂106的输出端与所述活动模板104连接,所述吸附座107设置于所述活动膜板的下方;通过所述注塑机101将熔融状态的原料注入所述活动模板104内部,冷却成型后,所述伸缩臂105带动所述活动模板104与所述固定模板103分离,所述转动臂106带动所述活动模板104向下翻转,利用所述吸附座107形成负压,产生吸力,使得所述活动模板104内的工件脱出。
31.其中,所述第一气缸108设置于所述固定架的一侧,所述第一气缸108的输出端设置有所述第一杆体109,所述第一板体110与所述第一杆体109固定连接,并位于所述第一杆体109的上方;所述第一气缸108带动所述第一杆体109伸缩,并通过所述第一板体110安装所述转动臂106,从而带动所述活动模板104移动。
32.其次,所述电机111设置于所述第一板体110的上方,所述转动杆112与所述第一杆体109转动连接,所述第二杆体113的一端与所述转动杆112固定连接,所述第二杆体113的另一端与所述活动模板104固定连接,所述电机111的输出端设置有所述第一齿轮114,所述转动杆112的外侧壁设置有所述第二齿轮115,所述第一齿轮114与所述第二齿轮115啮合;所述电机111带动所述第一齿轮114转动,使得所述第二齿轮115转动,所述第二齿轮115带动所述转动杆112转动,使得所述第二杆体113带动所述活动模板104转动。
33.使用本实施例的一种精密光学镜头注塑成型装置,通过所述注塑机101将熔融状态的原料注入所述活动模板104内部,冷却成型后,所述伸缩臂105带动所述活动模板104与所述固定模板103分离,所述转动臂106带动所述活动模板104向下翻转,利用所述吸附座107形成负压,产生吸力,使得所述活动模板104内的工件脱出,通过上述结构,实现自动卸料,提高了生产效率。
34.第二实施例:
35.在第一实施例的基础上,请参阅图3-图5,其中图3是本发明第二实施例的整体的剖视图,图4是本发明第二实施例的限位板的结构示意图,图5是本发明第二实施例的固定模板的剖视图,本发明提供一种精密光学镜头注塑成型装置还包括辅助注塑组件,所述辅助注塑组件包括活动丝杆201、连接板202和限位板203。
36.针对本具体实施方式,所述固定模板103的顶端设置有注塑槽204,并与所述第一进料孔206连通,所述活动模板104的侧壁设置有多个成型槽205,多个所述成型槽205均与所述注塑槽204连通,所述注塑机101通过螺杆将原料送至所述第一进料孔206,再穿过所述注塑槽204进入所述成型槽205内。
37.其中,所述固定模板103的一侧设置有第一进料孔206,所述活动丝杆201设置于所述固定架的内部,所述活动丝杆201的输出端设置有所述连接板202,所述限位板203与所述连接板202固定连接,并位于所述注塑槽204的内部;所述限位板203的靠近所述注塑机101
一侧侧壁设置有导通槽207和第二进料孔208,通过所述活动丝杆201调节所述限位板203在所述注塑槽204内滑动,使得所述第二进料孔208对准不同的所述成型槽205。
38.使用本实施例的一种精密光学镜头注塑成型装置,所述注塑机101通过螺杆将原料送至所述第一进料孔206,经过所述导通槽207后,通过所述第二进料孔208进入对应的所述成型槽205内,利用所述活动丝杆201带动所述限位板203移动,逐个注满不同的所述成型槽205,并通过所述限位板203进行密封,完成冷却成型。
39.本技术第三实施例为:
40.在第二实施例的基础上,请参阅图6-图7,其中图6是本发明第三实施例的整体的剖视图,图7是本发明提供的图6的b处的局部放大图,本实施例的所述精密光学镜头注塑成型装置,所述吸附座107包括座体301、气泵302、固定管303、第三板体304、第二气缸305、第三杆体306、第三气缸307、推板308和斜台309。
41.针对本具体实施方式,所述固定管303与所述气泵302连通,并位于所述座体301的上方,所述第二气缸305设置于所述座体301的内部,所述第二气缸305的输出端设置有所述第三杆体306,所述第三杆体306位于所述固定管303的一侧,所述第三板体304与所述第三杆体306固定连接,并与所述固定管303活动连接,且位于所述第三杆体306的上方,所述固定管303的顶端设置有气孔310,所述第三板体304的顶端设置有多个吸附孔311。
42.其中,所述第三气缸307设置于所述座体301的一侧,所述第三气缸307的输出端设置有所述推板308,所述推板308位于所述第三板体304的上方;所述第三气缸307推动所述推板308,可将工件推出所述第三板体304。
43.其次,所述斜台309设置于所述座体301远离所述第三气缸307的一侧;工件沿所述斜台309滑出,完成卸料。
44.使用本实施例的一种精密光学镜头注塑成型装置,工件完成冷却,所述转动臂106使得所述活动模板104翻转后,所述第二气缸305推动所述第三杆体306上升,使得所述第三板体304与所述活动模板104接触,通过所述气泵302产生负压,使得所述吸附孔311产生吸力,所述第二气缸305收缩,从而取出所述成型槽205的工件,工件随着所述第三板体304下降,所述第三气缸307推动所述推板308,可将工件推出所述第三板体304,工件沿所述斜台309滑出,完成卸料,提高了生产效率。
45.本发明还提供一种精密光学镜头注塑成型工艺,采用上述所述的精密光学镜头注塑成型装置,包括如下步骤:
46.s1:将pei原材料通过除湿干燥机进行干燥处理,并将干燥完成的原材料再加入所述注塑机101的除湿干燥料筒内;
47.s2:利用所述注塑机101将熔融状态的原料传输至所述固定模板103内,并通过所述限位板203切换原料的注塑位置,对每个所述注塑槽204进行注塑,等待冷却;
48.s3:冷却完成后,利用所述伸缩臂105将所述活动模板104和所述固定模板103分离,再利用所述转动臂106将所述活动模板104向下翻转,最后利用所述吸附座107进行卸料。
49.在本实施方式中,通过所述注塑机101将熔融状态的原料注入所述活动模板104内部,冷却成型后,所述伸缩臂105带动所述活动模板104与所述固定模板103分离,所述转动臂106带动所述活动模板104向下翻转,利用所述吸附座107形成负压,产生吸力,使得所述
活动模板104内的工件脱出,通过上述结构,实现自动卸料,提高了生产效率。
50.以上所揭露的仅为本技术一种或多种较佳实施例而已,不能以此来限定本技术之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本技术权利要求所作的等同变化,仍属于本技术所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1