一种汽车车灯罩切割定型装置及其加工制作方法与流程
1.本发明涉及汽车车灯加工治具技术领域,具体为一种汽车车灯罩切割定型装置及其加工制作方法。
背景技术:
2.车灯是车辆夜间行驶在道路照明的工具,也是发出各种车辆行驶信号的提示工具,汽车前大灯一般为卤素灯,就是一类特殊的白炽灯,其原理就是电阻上有电流通过时会发热,当温度足够高时时发出波长在可见光频段的黑体辐射,卤素灯一般有两种:碘钨灯和溴钨灯,其原理是一样的,白炽灯点亮时,虽然其灯丝温度不超过钨的熔点和沸点,但是仍然会有少量的钨在高温下挥发,当挥发出来的钨原子遇到较冷的灯泡外壳时,就会凝结沉淀,久而久之灯泡外壳就会堆积一层发黑的钨膜,普通白炽灯用久了外壳发黑就是这个缘故,如果在灯泡里充入一些碘,当灯泡点亮时,碘会挥发成气体,碘蒸气遇到较冷的钨,就会与其反应,生成低沸点的化合物——碘化钨,从而使灯泡外壳沉淀的钨挥发,碘化钨气体遇高温会分解。当碘化钨气体遇到灯丝时,就分解,将钨留在灯丝上,而碘则继续以气体形式在灯丝与外壳之间游离,当它再次来到灯泡外壳时,它又会与外壳上的钨反应
……ꢀ
这样,一方面灯丝不停地将钨挥发到灯泡外壳上,另一方面碘又不停地把钨搬运回灯丝,这样灯丝挥发消耗的速度大大降低了,灯泡寿命得以延长,于是,可以用碘钨灯制造功率很大的白炽灯,例如1000瓦,如果不加卤素,普通白炽灯如果做到这么大功率,寿命将会很短,难以实用,卤素灯已广泛应用于汽车照明领域,在汽车大灯的领域中,汽车灯罩对灯泡起到了必不可少的保护作用,在对灯罩的生产制作中,往往需要使用到大型设备来完成切割,定型的作用,但是市面上一般的切割设备为传统刀头进行切割,但是传统刀头不易更换型号,并且切割时,需要喷水进行降温,非常不便,对此,我们提出了一种汽车车灯罩切割定型装置及其加工制作方法。
技术实现要素:
3.(一)解决的技术问题针对现有技术的不足,本发明提供了一种汽车车灯罩切割定型装置及其加工制作方法,解决了汽车灯罩采用传统刀头切割时,更换不便,采用液体降温的问题。
4.(二)技术方案为达到以上目的,本发明采取的技术方案是:一种汽车车灯罩切割定型装置,包括设备箱体;工作平台,所述工作平台与设备箱体固定连接,所述工作平台位于设备箱体的上表面,支撑架,所述支撑架与工作平台固定连接,所述支撑架位于工作平台的上表面;传输结构,所述传输结构与支撑架固定连接;置放箱体,所述置放箱体与设备箱体固定连接,所述置放箱体位于设备箱体的一
侧;烘干箱,所述烘干箱与置放箱体固定连接,所述烘干箱位于置放箱体远离设备箱体的一侧;提拉结构,所述提拉结构与烘干箱固定连接,所述提拉结构位于烘干箱远离置放箱体的一侧;液体收纳箱,所述液体收纳箱位于设备箱体的内部,所述液体收纳箱与设备箱体固定连接;水刀切割结构,所述水刀切割结构设置在设备箱体的内部。
5.优选的,所述置放箱体的上表面固定连接有防漏板,所述提拉结构的下表面固定连接有电动伸缩柱,所述电动伸缩柱与烘干箱的上表面固定连接。
6.优选的,所述传输结构包括置纳板,所述置纳板上开设有置纳槽,所述支撑架上开设有与置纳槽相匹配的槽孔,所述置纳板与工作平台固定连接,所述置纳板上开设有上转动孔槽,所述上转动孔槽内转动连接有驱动转轮,所述驱动转轮的两端外表面固定连接有第一连接轴,所述置纳板的内部固定连接有驱动柱,所述驱动柱与第一连接轴固定连接,所述驱动转轮通过驱动柱带动转动在上转动孔槽的内部。
7.优选的,所述置纳板上开设有下转动孔槽,所述下转动孔槽内侧面转动连接有第二连接轴,所述第二连接轴远离置纳板的一端固定连接有转动轮,所述转动轮通过第二连接轴转动在下转动孔槽内,所述驱动转轮位于转动轮的正上方,所述驱动转轮与转动轮加工板材相互接触。
8.优选的,所述水刀切割结构包括水箱与相互连通的管道,所述水箱为外界箱体,所述水箱的一侧设置有水泵,所述水箱与水泵通过管道相互连通,所述设备箱体的内部固定连接有蓄能器、控制器、控制阀、液压装置与增压器,所述蓄能器、增压器、液压装置、控制器、控制阀与水泵通过管道相互连通。
9.优选的,所述支撑架的内侧面滑动连接有喷头,所述喷头位于加工板材的正上方,所述喷头与控制阀通过管道相互连通。
10.优选的,所述设备箱体的内部固定连接有置液箱体,所述置液箱体的外侧面固定连接有出水管道,所述出水管道与外界相连通,所述出水管道与置液箱体相互连通,所述工作平台上开设有若干个下漏孔,所述下漏孔与置液箱体内相连通,所述下漏孔位于水刀切割结构的正下方。
11.优选的,所述烘干箱包括设备外壳,所述设备外壳的上表面盖置有盖置板,所述盖置板与电动伸缩柱固定连接,所述盖置板通过电动伸缩柱来上下移动,所述设备外壳的内部固定连接有加热结构,所述设备外壳的内部固定连接有连接金属板件,所述连接金属板件位于加热结构的正上方。
12.优选的,所述盖置板的下表面固定连接有电动伸缩杆,所述电动伸缩杆的下表面固定连接有冲压模块,所述连接金属板件上开设有模具孔,所述模具孔与冲压模块相互匹配。
13.一种汽车车灯罩切割定型装置的加工制作方法,加工步骤包括:s1:传输板材,将加工板材放置在传输结构处中的置纳槽内,启动设备,驱动柱带动着驱动转轮转动,并与转动轮相互配合,去将加工板材传输至水刀切割结构的下表面;
s2:水刀切割,水泵从水箱抽出水来,通过管道传输至喷头处,液体并通过增压器与液压装置的加压,产生巨大压力从喷头喷出,形成水刀,去对加工板材进行切割;s3:分离废料,切割后,使用者将切割后的产品与废料分离开,放置在置放箱体上,备用,启动提拉结构,将盖置板通过电动伸缩柱提动上升;s4:放入板材进行加热,使用者将产品板材放置在设备外壳内部的模具孔上,将盖置板盖置在设备外壳上,启动加热结构,对内部进行加热升温,去对板材进行塑形;s5:下压定型冷却取出,电动伸缩杆伸出,带动着冲压模块伸出,去对板材下压,将板材塑造成灯罩的样子,进行多次的下压,完成定型,待冷却后,取出材料即可。
14.(三)有益效果本发明的有益效果在于:1、该汽车车灯罩切割定型装置及其加工制作方法,通过在置纳板上设置有驱动柱,驱动柱自身可转动,去带动着第一连接轴的转动,进而带动驱动转轮转动,使用者将待切割板材放置在驱动转轮处,并且在下方转动连接有转动轮,能够通过驱动转轮带动着板材在转动轮上转动,去对板材进行传输,将板材传输至水刀切割结构的正下方,进行切割。
15.2、该汽车车灯罩切割定型装置及其加工制作方法,水刀切割结构是利用高压高速的水流对工件的冲击作用去除材料的,采用水或带有添加剂的水,以500~900m/s的高速冲击工件进行加工或切割,水经水泵后通过增压器增压,储液蓄能器使脉动的液流平稳,水从孔径为0.1~0.5mm的人造蓝宝石喷头中喷出,直接压射在工件加工部位上,加工深度取决于液压喷射的速度、压力以及压射距离,被水流冲刷下来的“切屑”随着液流排出,入口处束流的功率密度可达到1000kw每平方毫米,能够快速方便的完成切割,并且调节方式简便,无需使用自来水对切割处进行降温处理,十分便捷。
16.3、该汽车车灯罩切割定型装置及其加工制作方法,通过在设备外壳内设置有模具孔,并且通过加热结构对内部进行加热,使用者能够将板材放置在模具孔内通过电动伸缩杆的上下运动去带动冲压模块对材料进行冲压,将材料冲压成与模具孔形状相等的形状,完成材料的定型,快速便捷。
附图说明
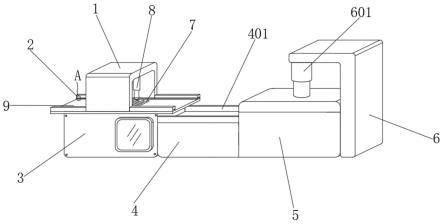
17.图1为本发明结构示意图;图2为本发明图1中a处放大剖析图;图3为本发明传输结构侧视剖析图;图4为本发明水刀切割结构连接示意图;图5为本发明液体收纳箱结构侧视剖析图;图6为本发明烘干箱结构侧视剖析图;图7为本发明电动伸缩杆结构示意图;图8为本发明加工步骤图。
18.图中:1、支撑架;2、传输结构;3、设备箱体;4、置放箱体;5、烘干箱;6、提拉结构;7、液体收纳箱;8、水刀切割结构;9、工作平台;401、防漏板;601、电动伸缩柱;201、下转动孔槽;202、驱动转轮;203、转动轮;204、置纳板;205、上转动孔槽;206、驱动柱;207、第一连接轴;208、第二连接轴;801、水箱;802、水泵;803、蓄能器;804、控制器;805、控制阀;806、喷
头;807、增压器;808、液压装置;701、下漏孔;702、出水管道;703、置液箱体;501、盖置板;502、电动伸缩杆;503、冲压模块;504、模具孔;505、连接金属板件;506、设备外壳;507、加热结构。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.如图1-图8所示,本发明提供一种技术方案:一种汽车车灯罩切割定型装置,包括设备箱体3;工作平台9,工作平台9与设备箱体3固定连接,工作平台9位于设备箱体3的上表面,支撑架1,支撑架1与工作平台9固定连接,支撑架1位于工作平台9的上表面;传输结构2,传输结构2与支撑架1固定连接;置放箱体4,置放箱体4与设备箱体3固定连接,置放箱体4位于设备箱体3的一侧;烘干箱5,烘干箱5与置放箱体4固定连接,烘干箱5位于置放箱体4远离设备箱体3的一侧;提拉结构6,提拉结构6与烘干箱5固定连接,提拉结构6位于烘干箱5远离置放箱体4的一侧;液体收纳箱7,液体收纳箱7位于设备箱体3的内部,液体收纳箱7与设备箱体3固定连接;水刀切割结构8,水刀切割结构8设置在设备箱体3的内部。
21.进一步的,置放箱体4的上表面固定连接有防漏板401,提拉结构6的下表面固定连接有电动伸缩柱601,电动伸缩柱601与烘干箱5的上表面固定连接。
22.进一步的,传输结构2包括置纳板204,置纳板204上开设有置纳槽,支撑架1上开设有与置纳槽相匹配的槽孔,置纳板204与工作平台9固定连接,置纳板204上开设有上转动孔槽205,上转动孔槽205内转动连接有驱动转轮202,驱动转轮202的两端外表面固定连接有第一连接轴207,置纳板204的内部固定连接有驱动柱206,驱动柱206与第一连接轴207固定连接,驱动转轮202通过驱动柱206带动转动在上转动孔槽205的内部。
23.进一步的,置纳板204上开设有下转动孔槽201,下转动孔槽201内侧面转动连接有第二连接轴208,第二连接轴208远离置纳板204的一端固定连接有转动轮203,转动轮203通过第二连接轴208转动在下转动孔槽201内,驱动转轮202位于转动轮203的正上方,驱动转轮202与转动轮203加工板材相互接触。
24.通过在置纳板204上设置有驱动柱206,驱动柱206自身可转动,去带动着第一连接轴207的转动,进而带动驱动转轮202转动,使用者将待切割板材放置在驱动转轮202处,并且在下方转动连接有转动轮203,能够通过驱动转轮202带动着板材在转动轮203上转动,去对板材进行传输,将板材传输至水刀切割结构8的正下方,进行切割。
25.进一步的,水刀切割结构8包括水箱801与相互连通的管道,水箱801为外界箱体,
水箱801的一侧设置有水泵802,水箱801与水泵802通过管道相互连通,设备箱体3的内部固定连接有蓄能器803、控制器804、控制阀805、液压装置808与增压器807,蓄能器803、增压器807、液压装置808、控制器804、控制阀805与水泵802通过管道相互连通。
26.进一步的,支撑架1的内侧面滑动连接有喷头806,喷头806位于加工板材的正上方,喷头806与控制阀805通过管道相互连通。
27.水刀切割结构8是利用高压高速的水流对工件的冲击作用去除材料的,采用水或带有添加剂的水,以500~900m/s的高速冲击工件进行加工或切割,水经水泵802后通过增压器807增压,储液蓄能器803使脉动的液流平稳,水从孔径为0.1~0.5mm的人造蓝宝石喷头806中喷出,直接压射在工件加工部位上,加工深度取决于液压喷射的速度、压力以及压射距离,被水流冲刷下来的“切屑”随着液流排出,入口处束流的功率密度可达到1000kw每平方毫米,能够快速方便的完成切割,并且调节方式简便,无需使用自来水对切割处进行降温处理,十分便捷。
28.进一步的,设备箱体3的内部固定连接有置液箱体703,置液箱体703的外侧面固定连接有出水管道702,出水管道702与外界相连通,出水管道702与置液箱体703相互连通,工作平台9上开设有若干个下漏孔701,下漏孔701与置液箱体703内相连通,下漏孔701位于水刀切割结构8的正下方。
29.进一步的,烘干箱5包括设备外壳506,设备外壳506的上表面盖置有盖置板501,盖置板501与电动伸缩柱601固定连接,盖置板501通过电动伸缩柱601来上下移动,设备外壳506的内部固定连接有加热结构507,设备外壳506的内部固定连接有连接金属板件505,连接金属板件505位于加热结构507的正上方。
30.进一步的,盖置板501的下表面固定连接有电动伸缩杆502,电动伸缩杆502的下表面固定连接有冲压模块503,连接金属板件505上开设有模具孔504,模具孔504与冲压模块503相互匹配。
31.通过在设备外壳506内设置有模具孔504,并且通过加热结构507对内部进行加热,使用者能够将板材放置在模具孔504内通过电动伸缩杆502的上下运动去带动冲压模块503对材料进行冲压,将材料冲压成与模具孔504形状相等的形状,完成材料的定型,快速便捷。
32.一种汽车车灯罩切割定型装置的加工制作方法,加工步骤包括:s1:传输板材,将加工板材放置在传输结构2处中的置纳槽内,启动设备,驱动柱206带动着驱动转轮202转动,并与转动轮203相互配合,去将加工板材传输至水刀切割结构8的下表面;s2:水刀切割,水泵802从水箱801抽出水来,通过管道传输至喷头806处,液体并通过增压器807与液压装置808的加压,产生巨大压力从喷头806喷出,形成水刀,去对加工板材进行切割;s3:分离废料,切割后,使用者将切割后的产品与废料分离开,放置在置放箱体4上,备用,启动提拉结构6,将盖置板501通过电动伸缩柱601提动上升;s4:放入板材进行加热,使用者将产品板材放置在设备外壳506内部的模具孔504上,将盖置板501盖置在设备外壳506上,启动加热结构507,对内部进行加热升温,去对板材进行塑形;s5:下压定型冷却取出,电动伸缩杆502伸出,带动着冲压模块503伸出,去对板材
下压,将板材塑造成灯罩的样子,进行多次的下压,完成定型,待冷却后,取出材料即可。
33.以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1