一种透明石英玻璃的制备工艺的制作方法
1.本发明涉及玻璃制造领域,更具体地说,涉及一种透明石英玻璃的制备工艺。
背景技术:
2.玻璃贴膜,贴在玻璃表面的薄膜,能起到隔热、保温、阻紫、防眩光、装饰、保护隐私、安全防爆等作用的一种pet功能薄膜。当玻璃破碎时,碎片能够紧紧粘贴在玻璃贴膜表面,保持原来形状,不飞溅,不变形;同时玻璃贴膜能够耐受高达500度以上的高温,能够有效防止火灾的引起,避免对人体的伤害,质量较好的玻璃贴膜可以阻挡眩光和99%的紫外线。
3.目前的玻璃贴膜机其大多都结构简单,将薄膜粘贴于玻璃表面时,效率低,还难以有效的防止气泡的产生,人工去气泡将提高了人力成本,这会降低了生产效率。
技术实现要素:
4.1.要解决的技术问题
5.针对现有技术中存在的问题,本发明的目的在于提供一种透明石英玻璃的制备工艺,它方便对透明石英玻璃进行贴膜,可在传送机构不停的情况下对玻璃进行贴膜,并可有效的防止气泡的产生。
6.2.技术方案
7.为解决上述问题,本发明采用如下的技术方案。
8.一种透明石英玻璃的制备工艺,包括如下制备工艺:s1、将由石英制作的透明玻璃板水平放置在安装架上的传送机构上进行传送,当玻璃板到达某一位置后,贴膜机构逐渐移动至玻璃板的端部阻挡玻璃板继续向前移动,贴膜机构对玻璃板进行贴膜并将薄膜捋平,使薄膜从玻璃板的一端移动至玻璃板的另一端后并对玻璃板端处的薄膜进行切割;s2、贴膜完成后,贴膜机构逐渐取消对玻璃板的限位,玻璃板在传送机构的带动下继续向前移动,移动至传送机构的出料端。
9.优选的,贴膜机构包括用于阻挡玻璃向前移动的阻挡件、用于带动阻挡件转动的电机、用于压住薄膜端部的压板和刮板组件;阻挡件一端与电机的输出端固定连接,另一端对称开设有第二凹槽,第二凹槽内安装有可带动压板和刮板组件沿传送机构的相反输送方向移动的气缸;气缸的输出端固定连接有安装板;压板和刮板组件的底端均可与玻璃上表面紧贴并均安装在两个安装板之间;阻挡件上方开设有用于放置圈绕在绕辊轴上呈筒状薄膜的第一凹槽,两个安装板之间还设置有多个用于将绕辊轴上的薄膜上依次牵引至压板底端的传送辊。
10.优选的,刮板组件包括安装条、刮板、多个导向柱、多个限位块、多个呈线性排列并开设在安装条顶端且与导向柱形状相匹配的导向孔;刮板底端左右两侧面均设置有倾斜面;安装条与刮板呈上下平行设置并位于两个安装板之间;导向柱一端与限位块固定连接,另一端穿过导向孔与刮板顶端相连接;导向柱外套设有第一弹簧,第一弹簧位于安装条与
刮板之间。
11.优选的,两个安装板内侧壁均设置有竖直方向的滑槽;压板前后两端固定连接有与滑槽形状相匹配的滑块;滑槽内还设置有在滑槽内上下滑动并位于滑块上方的重量块。
12.优选的,压板与安装条之间固设置有至少一根连接杆;安装条前后两端均固定连接有移动柱;两个安装板顶端均设置有与移动柱形状相匹配的竖直方向的插槽。
13.优选的,阻挡件前后两侧壁均开设有与绕辊轴形状相匹配的第一安装槽;第一安装槽为倒t型槽,t型槽槽口大小为绕辊轴的直径。
14.优选的,传送机构包括多个平行并列排列的转动传送轴,传送轴转动安装在安装架。
15.优选的,第一安装槽内安装有第二弹簧,第二弹簧位于绕辊轴靠近刮板组件的一侧,第二弹簧端部固定设置有用于推动绕辊轴的推块。
16.优选的,薄膜是由多块状膜依次交错相互连接而成,相邻块状膜之间的连接处设置有第一断点痕;块状膜包括第一块膜和第二块膜;第一块膜和第二块膜相互连接,第一块膜与第二块膜的连接处也设置有第二断点痕;第一块膜的长度和宽度与待贴玻璃板的长度和宽度相等;安装架上具有第一通槽,第一通槽位于压板和刮板组件之间;第一通槽下方设置有收集第二块膜的收集仓。
17.优选的,刮板组件和压板之间设置有用于切割薄膜的切刀组件;两个安装板相对两内侧壁之间均开设有第二安装槽,第二安装槽内转动安装有齿轮和与齿轮相啮合的齿条,齿条侧壁固定连接在刮板顶端;齿轮端面上开设有驱动槽,驱动槽内设置有可沿其滑动的驱动杆;切刀组件只沿竖直方向进行上下移动;切刀组件包括切刀、一对连接件和一对螺钉;一对连接件分别可拆卸连接在切刀顶端前后两侧;连接件上设置有让位槽,驱动杆端部开设有与螺钉螺纹连接的螺纹孔;螺钉一端穿过让位槽与驱动杆端部螺纹连接,另一端对连接件进行限位,螺钉可沿让位槽进行移动;刮板组件最底端始终低于切刀底端;当齿条向上移动带动齿轮转动,齿轮通过驱动槽带动驱动杆向上移动,驱动杆通过螺钉带动连接件向上移动。
18.优选的,一对连接件包括第一连接部和第二连接部;让位槽开设在第二连接部上;第一连接部和第二连接部之间设置有锁定件;锁定件用于固定第一连接部和第二连接部使第二连接部无法相对于第一连接部进行转动;当锁定件解锁时,第一连接部与第二连接部可相互转动,第一连接部与第二连接部之间的夹角范围可调整为0-180
°
;切刀正下方具有可将切刀移出的第二通槽。
19.3.有益效果
20.相比于现有技术,本发明的优点在于:
21.(1)本发明提供的透明石英玻璃的制备工艺,方便对透明石英玻璃玻璃进行贴膜。
22.(2)本发明通过薄膜是由多块状膜依次交错相互连接而成,相邻块状膜之间的连接处有第一断点痕的设置,使得可直接利用刮板本身与玻璃板的配合,完成对薄膜的切割,实现一物多用,避免贴膜机构结构复杂,进一步的方便对贴膜机构进行维护。
23.(3)本发明通过通过滑槽、滑块及重量块的设置,使得压板可沿高度方向进行移动,从而使得该贴膜机构可对不同厚度的玻璃板进行贴膜。
24.(4)本发明通过连接杆的设置,使得刮板对不同厚度的玻璃板压力是相同,避免贴
膜机构对不同厚度的玻璃板进行贴膜时,刮板对较厚的玻璃板进行捋平时,对其施加压力过大,对玻璃板及玻璃板刚贴的薄膜造成损伤。
25.(5)本发明通过齿条、齿轮、驱动槽、驱动杆、及切刀、让位槽、一对连接件和一对螺钉的设置,使得刮板可同步的带动切刀进行同步运动,方便切刀对薄膜进行切割,同时避免刮板移动至玻璃板上时,切刀位于玻璃板上方,使切刀不会对玻璃板造成损伤。
26.(6)本发明通过通过第一连接部、第二连接部、第二通槽、锁定件以及螺钉的设置,使得操作人员可以很顺利很快速的对贴膜机构上的切刀进行更换。
附图说明
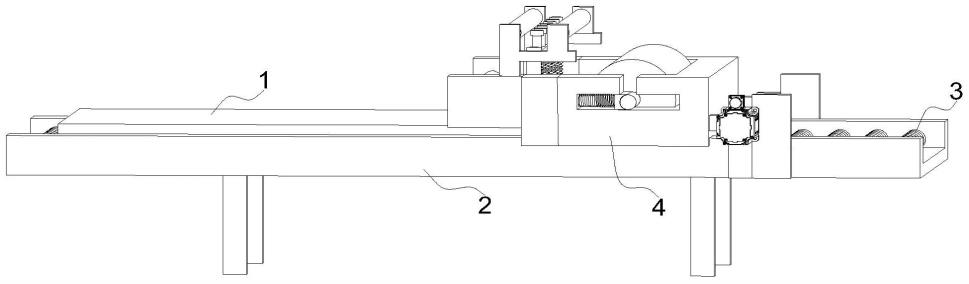
27.图1为本发明的正面结构示意图一;
28.图2为本发明的第一侧面结构示意图;
29.图3为本发明的图2视角的背面结构示意图;
30.图4为本发明的俯面结构示意图一;
31.图5为本发明的图4中a处的结构示意图;
32.图6为本发明的俯面结构示意图二;
33.图7为本发明的图6中c处的结构示意图;
34.图8为本发明的图7中d处的结构示意图;
35.图9为本发明的俯面结构示意图三;
36.图10为本发明的图9沿h-h的剖面结构示意图;
37.图11为本发明的图10中b处的结构示意图;
38.图12为本发明的图9中沿l-l的剖面结构示意图;
39.图13为本发明的图12中e处的结构示意图;
40.图14为本发明的图12中f处的结构示意图;
41.图15为本发明的正面结构示意图二;
42.图16为本发明的薄膜的结构示意图。
43.图中标号说明:
44.1玻璃板、
45.2安装架、201传送辊、3传送机构、301传送轴、
46.4贴膜机构、5薄膜、501绕辊轴、502第二块膜、503第一断点痕、504第二断点痕、505第一块膜、
47.6阻挡件、601第一凹槽、602第二凹槽、603气缸、604第一安装槽、605第二弹簧、606推块、
48.7电机、8压板、802连接杆、
49.9刮板组件、901安装条、902刮板、902a倾斜面、902b移动柱、903导向柱、904限位块、905导向孔、906第一弹簧、
50.10安装板、101滑槽、102重量块、
51.11切刀组件、11a切刀、11d第一连接部、11c第二连接部、
52.1201第二安装槽、1202齿轮、1203齿条、1204驱动槽、1205驱动杆。
具体实施方式
53.请参阅图1-14,一种透明石英玻璃的制备工艺。
54.实施例1:一种透明石英玻璃的制备工艺,包括如下制备工艺:s1、将由石英制作的透明玻璃板1水平放置在安装架2上的传送机构3上进行传送,当玻璃板1到达某一位置后,贴膜机构4逐渐移动至玻璃板1的端部阻挡玻璃板1继续向前移动,贴膜机构4对玻璃板1进行贴膜,使薄膜5从玻璃板1的一端移动至玻璃板1的另一端后并对玻璃板1端处的薄膜5进行切割;s2、贴膜完成后,贴膜机构4逐渐取消对玻璃板1的限位,玻璃板1在传送机构3的带动下继续向前移动,移动至传送机构3的出料端。
55.贴膜机构4包括用于阻挡玻璃向前移动的阻挡件6、用于带动阻挡件6转动的电机7、用于压住薄膜5端部的压板8和刮板组件9;阻挡件6一端与电机7的输出端固定连接,另一端对称开设有第二凹槽602,第二凹槽602内安装有可带动压板8和刮板组件9沿传送机构3的相反输送方向移动的气缸603;当贴膜机构4不对玻璃板1进行贴膜时,贴膜机构4上的压板8不向前移动对玻璃板1进行贴膜时,薄膜5的端部固定在压板8底端;压板8底端可采用吸附的方式将薄膜5的端部固定在压板8底端,例如在压板8内部设置中空内腔并在压板8底端开设多个透气孔,透气孔与中空内腔相连通,压板8压板4上方设置一个抽气泵,抽气泵的端部与压板8内部中空相连通,抽气泵使压板8之间的气流从透气孔穿过中空内腔并抽入至压板8上方,形成负压,使得压板8可对薄膜5进行吸附;气缸603的输出端固定连接有安装板10;压板8和刮板组件9的底端均可与玻璃上表面紧贴并均安装在两个安装板10之间;阻挡件6上方开设有用于放置圈绕在绕辊轴501上呈筒状薄膜5的第一凹槽601,两个安装板10之间还设置有多个用于将绕辊轴501上的薄膜5上依次牵引至压板8底端的传送辊201。
56.贴膜机构4还包括用于切割薄膜5的切割部件;切割部件位于阻挡件6和压板8之间。
57.阻挡件6上设置有伺服电机,伺服电机的输出端与绕辊轴501端部相固定;当气缸603带动安装板10沿传送机构3输送的相反方向进行移动时,伺服电机启动,将位于绕辊轴501和传送辊201之间的薄膜5绕卷到绕辊轴501上,避免绕辊轴501和传送辊201之间的薄膜5在气缸603带动安装板10沿传送机构3输送的相反方向进行移动时出现松弛,避免影响下一步贴膜的进行,伺服电机可随绕辊轴501相对阻挡件6沿传送机构3的输送方向进行移动。
58.刮板组件9包括安装条901、刮板902、多个导向柱903、多个限位块904、多个呈线性排列并开设在安装条901顶端且与导向柱形状相匹配的导向孔905;刮板902底端左右两侧面均设置有倾斜面902a;安装条901与刮板902呈上下平行设置并位于两个安装板10之间;导向柱903一端与限位块904固定连接,另一端穿过导向孔905与刮板902顶端相连接;导向柱903外套设有第一弹簧906,第一弹簧906位于安装条901与刮板902之间,第一弹簧906处于未挤压状态时,刮板902最底端低于压板8底端;当膜机构4逐渐移动至玻璃板1的端部阻挡玻璃板1继续向前移动时,刮板902底端始终不高于玻璃板1上表面。
59.倾斜面902a便于刮板组件9在气缸603带动安装板10沿传送机构3的输送的相反或相同的方向进行移动,刮板902通过倾斜面902a被玻璃板1挤压动使其向上移动并压缩第一弹簧906,从而使得刮板902能顺利移动至玻璃板1的上端面;当刮板902位于玻璃板1两端时,刮板902底端低于玻璃板1的上端面,通过玻璃板1端部挤压倾斜面902a使得刮板902向上移动并挤压第一弹簧906,第一弹簧906处于压缩状态,随着气缸603的推动,刮板902逐渐
移动至玻璃板1的上端面;
60.当贴膜机构4逐渐移动至玻璃板1的端部阻挡玻璃板1继续向前移动时,压板8底端贴于玻璃板1上表面,压板8底端的薄膜5正好贴在玻璃板1的端部,启动第二凹槽602内的气缸603,气缸603带动安装板10沿传送机构3输送的相反方向进行移动,随着安装板10的移动,安装板10带动刮板902靠近玻璃板1端部,刮板902底端低于玻璃板1上表面时,玻璃板1端部会挤压刮板902底端的倾斜面902a,刮板902逐渐向上移动,并挤压第一弹簧906,使得第一弹簧906处于压缩状态,刮板902移动至玻璃板1顶端时,刮板902在压缩第一弹簧906的带动下底端紧贴玻璃板1上表面,刮板902对玻璃板1上表面的薄膜5进行捋平并有效防止气泡的产生,当刮板902从玻璃板1的一端移动至玻璃板1的另一端时,贴膜机构4上的切割部件还会对玻璃板1端部的薄膜5进行切割,切割完成后,玻璃板1表面的薄膜5贴膜也完成。
61.实施例2:薄膜5是由多块状膜依次交错相互连接而成,相邻块状膜之间的连接处设置有第一断点痕503;块状膜包括第一块膜505和第二块膜502;第一块膜505和第二块膜502相互连接,第一块膜505与第二块膜502的连接处也设置有第二断点痕504;第一块膜505的长度和宽度与待贴玻璃板1的长度和宽度相等;安装架2上具有第一通槽,第一通槽位于压板8和刮板组件9之间;第一通槽下方设置有收集第二块膜502的收集仓;
62.当薄膜5是由多块状膜依次交错相互连接而成,此时,刮板组件9底端的刮板902可作为切割贴膜机构4上用于切割薄膜5的切割部件;当膜机构4逐渐移动至玻璃板1的端部阻挡玻璃板1继续向前移动时,刮板902底端低于玻璃板1上表面;当刮板组件9在气缸603带动安装板10沿传送机构3输送的相反方向进行移动,刮板902通过倾斜面902a被玻璃板1挤压动使其向上移动并压缩第一弹簧906,从而使得刮板902能顺利移动至玻璃板1的上端面;刮板902逐渐移动至玻璃板1上时,通过玻璃板1端部的棱和刮板902上的倾斜面902a会挤压摩擦破坏薄膜5上的第二块膜502及第一块膜505与第二块膜502的连接处的第二断点痕504,从而使得位于压板8和刮板组件9之间的第二块膜502与待贴的位于压板8下方的第一块膜505分离;脱落的第二块膜502从第一通槽下方设置有收集第二块膜502的收集仓。
63.实施例3:两个安装板10内侧壁均设置有竖直方向的滑槽101;压板8前后两端固定连接有与滑槽101形状相匹配的滑块;滑槽101内还设置有在滑槽101内上下滑动并位于滑块上方的重量块102。
64.通过滑槽101、滑块及重量块102的设置,使得压板8可沿高度方向进行移动,从而使得该贴膜机构4可对不同厚度的玻璃板1进行贴膜。
65.重量块102用于在贴膜机构4逐渐移动至玻璃板1的端部阻挡玻璃板1继续向前移动时,贴膜机构4对玻璃板1进行贴膜时,重量块102将压板8紧紧的压在玻璃板1上,压板8在沿传送机构3输送的相反方向进行移动,压板8也可用于在对玻璃板1进行贴膜时,将玻璃板1上表面的薄膜5进行捋平并有效防止气泡的产生。
66.实施例4:当压板8可进行上下移动时,压板8与安装条901之间固设置有至少一根连接杆802;安装条901前后两端均固定连接有移动柱902b;两个安装板10顶端均设置有与移动柱902b形状相匹配的竖直方向的插槽。
67.压板8与安装条901之间固设置有至少一根连接杆802;连接杆802的设置,是为了使得刮板902对不同厚度的的玻璃板1上的薄膜5进行捋平时,不同厚度的的玻璃板1所受刮板902压力始终是相同的,避免刮板902随着对厚度的的玻璃板1上的薄膜5进行捋平时,越
厚的玻璃板1所受刮板902压力越大,进而避免刮板902在对不同厚度的的玻璃板1上的薄膜5进行捋平时,对薄膜5及玻璃板1造成损伤。
68.两个重量块102对压板8施加的力小于刮板902位于玻璃板1上方,刮板902对玻璃板1的压力,这样可以更好的减少薄膜与玻璃板1之间气泡的产生。
69.实施例5:阻挡件6前后两侧壁均开设有与绕辊轴501形状相匹配的第一限位第一安装槽604;第一安装槽604为倒t型槽,t型槽槽口大小为绕辊轴501的直径。
70.通过第一安装槽604为倒t型槽的设置,该设置方便对绕辊轴501进行安装,同时当电机7带动阻挡件6进行旋转移动时,绕辊轴501不会从阻挡件6上脱离,进而保证生产的安全性。
71.实施例6:传送机构3包括多个平行并列排列的转动传送轴301,传送轴301转动安装在安装架2。
72.实施例7:第一安装槽604内安装有第二弹簧605,第二弹簧605位于绕辊轴501靠近刮板组件9的一侧,第二弹簧605端部固定设置有用于推动绕辊轴501的推块606。
73.随着传送辊201上的薄膜5直径的变小,绕辊轴501与传送辊201之间的薄膜5会松弛,影响贴膜机构4对玻璃板1进行贴膜,通过第二弹簧605和推块606的设置,在贴膜机构4对玻璃板1进行贴膜时,通过绕辊轴501、第一凹槽601及第二弹簧605和推块606的配合,第二弹簧605可动态向前推动推块606,使得绕辊轴501与传送辊201之间的薄膜5始终处于一个紧绷的状态,保证贴膜机构4能顺利的进行贴膜同时确保贴膜机构4的贴膜质量。
74.实施例8:刮板组件9和压板8之间设置有用于切割薄膜5的切刀组件11;两个安装板10相对两内侧壁之间均开设有第二安装槽1201,第二安装槽1201内转动安装有齿轮1202和与齿轮1202相啮合的齿条1203,齿条1203侧壁固定连接在刮板902顶端;齿轮1202端面上开设有驱动槽1204,驱动槽1204内设置有可沿其滑动的驱动杆1205,驱动槽1204占据齿轮1202端面不大于半个齿轮1202端面;切刀组件11只沿竖直方向进行上下移动;切刀组件11包括切刀11a、一对连接件和一对螺钉;一对连接件分别可拆卸连接在切刀11a顶端前后两侧。
75.连接件上设置有让位槽11b,驱动杆1205端部开设有与螺钉螺纹连接的螺纹孔;螺钉一端穿过让位槽11b与驱动杆1205端部螺纹连接,另一端对连接件进行限位,螺钉可沿让位槽11b进行移动;刮板组件9最底端始终低于切刀11a底端,还有当贴膜机构4逐渐移动至玻璃板1的端部阻挡玻璃板1继续向前移动时,此时,切刀11a底端是低于挡玻璃板1上端面的;当齿条1203向上移动带动齿轮1202转动,齿轮1202通过驱动槽1204带动驱动杆1205向上移动,驱动杆1205通过螺钉带动连接件向上移动。
76.由于切刀11a沿竖直方向进行移动,当齿条1203向上移动,齿条1203与齿轮1202进行啮合传动,使得齿轮1202发生转动,齿轮1202通过驱动杆1205、螺钉及连接件带动切刀11a向上移动时,让位槽11b的设置用于提高切刀11a沿竖直方向进行移动的稳定性,使得刮板902在进行上下移动时,可以使得切刀11a始终能够沿竖直方向进行移动。
77.不管薄膜5上是否是由多块状膜依次交错相互连接而成,相邻块状膜之间的连接处设置有第一断点痕503;在刮板组件9和压板8之间设置有用于切割薄膜5的切刀组件11,切刀组件11可以对薄膜5进行切割。
78.通过齿条1203、齿轮1202、驱动槽1204、驱动杆1205、及切刀11a、让位槽11b、一对
连接件和一对螺钉的设置,当刮板902向上移动时,可带动齿条1203向上移动,齿条1203与齿轮1202进行啮合传动,使得齿轮1202发生转动,齿轮1202发生转动,齿轮1202带动驱动槽1204底端向上移动,由于驱动杆1205在驱动槽1204内,驱动杆1205与驱动槽1204配合通过螺钉可带动切刀11a进行上移;反之,刮板902向下移动,带动切刀11a向下移动。
79.当贴膜机构4逐渐移动至玻璃板1的端部阻挡玻璃板1继续向前移动时,压板8底端贴于玻璃板1上表面,启动第二凹槽602内的气缸603,气缸603带动安装板10沿传送机构3输送的相反方向进行移动,随着安装板10的移动,安装板10带动刮板902靠近玻璃板1端部,刮板902底端低于玻璃板1上表面时,玻璃板1端部会挤压刮板902底端的倾斜面902a,刮板902逐渐向上移动,切刀11a也向上移动,从而使得贴膜机构4在对玻璃板1进行贴膜时,切刀11a底端不低于玻璃板1上端面或在玻璃板1上端面上。
80.当贴膜机构4对玻璃板1进行贴膜时,刮板902从玻璃板1的一端移动至玻璃板1的另一端后,刮板902会在压缩第一弹簧906的带动下,使得刮板902向下移动,刮板902带动切刀11a向下移动,从而实现,切刀11a对薄膜5的切割。
81.实施例9:一对连接件包括第一连接部11d和第二连接部11c;让位槽11b开设在第二连接部11c上;第一连接部11d和第二连接部11c之间设置有锁定件;锁定件可以是由螺栓螺母及螺孔相互配合实现锁定,螺孔开设在第一连接部11d和第二连接部11c上;锁定件用于固定第一连接部11d和第二连接部11c使第二连接部11c无法相对于第一连接部11d进行转动;当锁定件解锁时,第一连接部11d与第二连接部11c可相互转动,第一连接部11d与第二连接部11c之间的夹角范围可调整为0-180
°
;切刀11a正下方具有可将切刀11a移出的第二通槽。
82.通过第一连接部11d、第二连接部11c、第二通槽、锁定件以及螺钉的设置,使得操作人员可以很顺利很快速的对贴膜机构4上的切刀11a进行更换。
83.当对贴膜机构4上的切刀11a进行更换时,将螺钉从驱动杆1205上拧下,取消螺钉对连接件的限位,然后,对锁定件进行解锁,相对第一连接部11d转动第二连接部11c,第一连接部11d与第二连接部11c可相互转动,调整第一连接部11d与第二连接部11c之间的夹角;向第二通槽的方向推动第二连接部11c使得切刀11a连同第一连接部11d从第二通槽中移出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1