一种防护帽加工设备及加工方法与流程
1.本发明涉及一种防护帽加工设备及加工方法。
背景技术:
2.防护帽也称为圆帽、卫生帽、毛毛虫帽等,通常由无纺布、pe等薄膜材料加工而成的一次性用品,广泛应用于医疗、制药、食品加工、餐饮业、化工、喷涂、电子、美容、环保、日常生活等各个领域,如手术时医护人员佩戴的卫生帽、洗澡时用的浴帽等,防护帽的帽口处设有弹力筋(橡筋),防护帽的帽口规格尺寸为:18英寸、19英寸、20英寸、21英寸等,以适应不同的佩戴者。
3.防护帽在加工时通常采用防护帽制造机一次性加工成型,先在薄膜卷材的两边折边并压入弹力筋(橡筋),然后进行折叠(薄膜的沿行进方向并拢且两边口在同侧)、超声波焊接、切断,为了便于包装,防护帽在切断前垂直于行进方向再次折叠,切断后输出成型的防护帽,现有的防护帽中折叠和切断处在一个部件上,造成只能制造无纺布材料的防护帽,无法制造塑料材料的防护帽。
技术实现要素:
4.针对现有技术存在的不足,本发明的目的在于提供一种防护帽加工设备及加工方法,能够实现多种材料防护帽的制作,操作简单,生产效率高。
5.能够为实现上述目的,本发明提供了如下技术方案:一种防护帽加工设备,包括机架,所述机架上依次设置有拉料辊、超声波焊接装置,所述拉料辊和超声波焊接装置均由驱动机构驱动,还包括折叠装置、第一输送组件和切断装置,所述折叠装置和切断装置均有驱动机构驱动,所述第一输送组件设置在折叠装置输出端和切断装置输入端之间,所述切断装置输出端设置有第二输送组件,所述第二输送组件传输速度大于第一输送组件传输速度,所述折叠装置包括相互对辊设置的第一压花辊和第二压花辊,所述第一压花辊外壁和第二压花辊外壁均匀分布有竖向的折叠齿,所述切断装置包括底辊和切刀辊,所述切刀辊上设置有竖向的刀片。
6.进一步的,所述第一压花辊的压花辊轴上设置有主齿轮,所述第二压花辊的压花辊轴上设置有从齿轮,所述主齿轮和从齿轮相互啮合,第一压花辊由第三电机驱动转动,带动主齿轮转动,主齿轮转动,从齿轮同步转动,带有从齿轮的第二压花辊也转动,第一压花辊和第二压花辊转动对防护帽物料进行折叠,且主动齿轮传动的第一压花辊的折叠齿与从动齿轮传动的第二压花辊的折叠齿相互啮合并保持一定间隙。
7.进一步的,所述折叠装置还包括第一压花辊上支架和第一压花辊下支架,所述第一压花辊上支架和第一压花辊下支架通过支架撑杆连接,所述第一压花辊上支架和第一压花辊下支架均设置由滑轨,包括第一滑轨和第二滑轨,所述第一滑轨上设置有第一移动座和第二移动座,所述第二滑轨上设置有第三移动座和第四移动座,所述第一压花辊设置在第一移动座和第三移动座之间,所述第二压花辊设置在第二移动座和第四移动座之间。
8.进一步的,所述切断装置还包括切刀辊上支架和切刀辊下支架,所述切刀辊上支架和切刀辊下支架通过支架撑杆连接,所述切刀辊上支架和切刀辊下支架均设置有滑轨,包括第三滑轨和第四滑轨,所述第三滑轨上设置有第五移动座和第六移动座,所述切刀辊设置在第五移动座,所述切刀辊底端穿过第五移动座通过链条传动与电机连接,所述底辊上设置在第六移动座上,所述底辊轴底端穿过第六移动座通过链轮与链条组件啮合,所述第四滑轨上设置有第七移动座和第八移动座,所述第七移动座通过深沟球轴承与切刀辊轴顶端连接,所述第八移动座通过深沟球轴承与底辊轴顶端连接。
9.进一步的,所述第一输送组件为两组对称设置的同步带紧张装置,所述同步带紧张装置包括第一轴承、第二轴承和第一同步轮,所述第一轴承通过第一轴承座与压花辊下支架固定,所述第二轴承通过第二轴承座与切刀辊下支架固定,所述第一轴承、第二轴承和第一同步轮上设置有第一同步带,所述第一同步轮通过同步轮支座与机架连接,所述第一同步轮上的同步轮轴底部设置有链轮,所述链轮与链条组件啮合。
10.进一步的,所述第二输送组件输送速度比第一输送组件输送速度快8%-12%,所述第二输送组件包括两组对称设置的传输组件,所述传输组件包括第三轴承、第二同步轮和第二同步带,第三轴承通过第三轴承座与切刀辊下支架固定,所述第二同步轮通过第二同步轮支座与机架固定连接,所述第二同步轮轴底端设置有链轮,链轮与链条组件啮合,所述第二同步轮轴上设置有第一伞齿轮,另一个第二同步轮轴上设置有与第一斜齿轮啮合第二斜齿轮。
11.进一步的,所述链条组件包括第一链条和第二链条,所述底辊轴底端与拉料辊底端通过第一链条连接,所述底辊轴底端与第二同步轴轮通过第二链条连接,所述第一同步轮轴上的链轮与第一链条啮合。
12.一种防护帽加工设备的加工方法,通过拉料辊实现防护帽物料输入端的输入,超声波焊接装置对防护帽物料间隔一定长度形成一个焊接带,再通过折叠装置对防护帽物料沿着垂直行进的方向进行折叠,折叠后的防护帽物料顺着第一输送组件输送,第二输送组件速度大于第一输送组件,防护帽物料被第二输送组件进行拉直,当防护帽物料焊接处处在切断装置处,切刀进行切断。
13.进一步的,所述第二输送组件的速度大于第一输送组件速度,实现切断之前对防护帽物料进行一个拉直,保证防护帽物料运输的不间断。
14.进一步的,所述折叠装置包含一组齿轮,包括主齿轮和从齿轮,带有主齿轮的第一压花辊通过驱动机构转动,第一压花辊转动折叠时,主齿轮同步转动,带动相互啮合的从齿轮转动,带有从齿轮的第二压花辊转动,通过调整主齿轮和从齿轮之间的啮合调整压花辊之间的配合间隙。
15.本发明的有益效果:
16.1、现有防护帽加工设备中,折叠和切断两个工序是在一个部件上实现的,只能制作无纺布材料的防护帽,现在改进将折叠和切断两个工序分成两个独立部件实现,相互不会受到影响,使得能够制作各种材质的防护帽,扩大的生产种类,同时整个加工速度得到提高,生产效率提高。
17.2、现有的折叠装置上的压花辊,其中一个压花辊由电机驱动转动,另一个压花辊是被电机带动的压花辊带动的,导致防护帽物料形成折叠时,容易被电机带动的压花辊转
动时产生压痕,现在增加主齿轮和从齿轮,压花辊转动折叠时,主齿轮同步转动,带动相互啮合的从齿轮转动,带有从齿轮的压花辊转动,使压花辊之间具有一定间隙,保证在形成折叠时不会产生压痕,保证防护帽的整体美观。
18.3、加工不同规格的防护帽时,只需调节各自的电机和部件上的位置关系,从而实现对不同规格的防护帽加工,无需更换任何部件。
附图说明
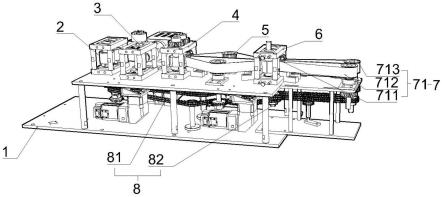
19.图1为防护帽加工设备的立体图;
20.图2为图1的俯视图;
21.图3为图1的正视图;
22.图4为折叠装置的示意图;
23.图5为切断装置的示意图。
24.附图标记:1、机架;2、拉料辊;3、超声波焊接装置;4、折叠装置;41、第一压花辊;42、第一压花辊上支架;421、第一滑轨;43、第一压花辊下支架;431、第二滑轨;44、第一移动座;45、第二移动座;46、第三移动座;47、第四移动座;48、第二压花辊;5、第一输送组件;51、同步带紧张装置;511、第一轴承;512、第二轴承;513、第一同步轮;514、第一同步带;6、切断装置;61、切刀辊上支架;611、第三滑轨;62、切刀辊下支架;621、第四滑轨;63、切刀辊;64、底辊;65、第五移动座;66、第六移动座;67、第七移动座;68、第八移动座;7、第二输送组件;71、传输组件;711、第三轴承;712、第二同步轮;713、第二同步带;8、链条组件;81、第一链条;82、第二链条;9、主齿轮;10、从齿轮。
具体实施方式
25.为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如后。
26.参照图1至图5所示,本实施例一的一种防护帽加工设备,包括机架1,所述机架1上依次设置有拉料辊2、超声波焊接装置3,所述拉料辊2和超声波焊接装置3均由驱动机构驱动,还包括折叠装置4、第一输送组件5和切断装置6,所述折叠装置4和切断装置6均有驱动机构驱动,所述第一输送组件5设置在折叠装置4输出端和切断装置6输入端之间,所述切断装置6输出端设置有第二输送组件7,所述第二输送组件7传输速度大于第一输送组件5传输速度,所述折叠装置4包括相互对辊设置的第一压花辊41和第二压花辊48,所述第一压花辊41外壁和第二压花辊48外壁均匀分布有竖向的折叠齿,所述切断装置6包括底辊64和切刀辊63,所述切刀辊63上设置有竖向的刀片。
27.在上述实施例的基础上,所述第一压花辊41的压花辊轴上设置有主齿轮9,所述第二压花辊48的压花辊轴上设置有从齿轮10,所述主齿轮9和从齿轮10相互啮合,第一压花辊41由第三电机驱动转动,带动主齿轮9转动,主齿轮9转动,从齿轮10同步转动,带有从齿轮10的第二压花辊48也转动,第一压花辊41和第二压花辊48转动对防护帽物料进行折叠,且主动齿轮传动的第一压花辊41的折叠齿与从动齿轮传动的第二压花辊48的折叠齿相互啮合并保持一定间隙。
28.在上述实施例的基础上,所述折叠装置4还包括第一压花辊上支架42和第一压花
辊下支架43,所述第一压花辊上支架42和第一压花辊下支架43通过支架撑杆连接,所述第一压花辊上支架42和第一压花辊下支架43均设置由滑轨,包括第一滑轨421和第二滑轨431,所述第一滑轨421上设置有第一移动座44和第二移动座45,所述第二滑轨431上设置有第三移动座46和第四移动座47,所述第一压花辊41设置在第一移动座44和第三移动座46之间,所述第二压花辊48设置在第二移动座45和第四移动座47之间。
29.在上述实施例的基础上,所述切断装置6还包括切刀辊上支架61和切刀辊下支架62,所述切刀辊上支架61和切刀辊下支架62通过支架撑杆连接,所述切刀辊上支架61和切刀辊下支架62均设置有滑轨,包括第三滑轨611和第四滑轨621,所述第三滑轨611上设置有第五移动座65和第六移动座66,所述切刀辊63设置在第五移动座65,所述切刀辊63底端穿过第五移动座65通过链条传动与电机连接,所述底辊64上设置在第六移动座66上,所述底辊64轴底端穿过第六移动座66通过链轮与链条组件8啮合,所述第四滑轨621上设置有第七移动座67和第八移动座68,所述第七移动座67通过深沟球轴承与切刀辊63轴顶端连接,所述第八移动座68通过深沟球轴承与底辊64轴顶端连接。
30.在上述实施例的基础上,所述第一输送组件5为两组对称设置的同步带紧张装置51,所述同步带紧张装置51包括第一轴承511、第二轴承512和第一同步轮513,所述第一轴承511通过第一轴承511座与压花辊下支架固定,所述第二轴承512通过第二轴承512座与切刀辊下支架62固定,所述第一轴承511、第二轴承512和第一同步轮513上设置有第一同步带514,所述第一同步轮513通过同步轮支座与机架1连接,所述第一同步轮513上的同步轮轴底部设置有链轮,所述链轮与链条组件8啮合。
31.在上述实施例的基础上,所述第二输送组件7输送速度比第一输送组件5输送速度快8%-12%,所述第二输送组件7包括两组对称设置的传输组件71,所述传输组件71包括第三轴承711、第二同步轮712和第二同步带713,第三轴承711通过第三轴承711座与切刀辊下支架62固定,所述第二同步轮712通过第二同步轮712支座与机架1固定连接,所述第二同步轮712轴底端设置有链轮,链轮与链条组件8啮合,所述第二同步轮712轴上设置有第一伞齿轮,另一个第二同步轮712轴上设置有与第一斜齿轮啮合第二斜齿轮。
32.在上述实施例的基础上,所述链条组件8包括第一链条81和第二链条82,所述底辊64轴底端与拉料辊2底端通过第一链条81连接,所述底辊64轴底端与第二同步轴轮通过第二链条82连接,所述第一同步轮513轴上的链轮与第一链条81啮合。
33.上述改进具体为:如图1至图5所示:拉料辊2由第一电机驱动转动,第一电机启动,拉料辊2轴转动带动拉料辊2转动,实现防护帽物料输入,条形物料移动到超声波焊接装置3,超声波焊接装置3由第二电机驱动转动,超声波焊接装置3包括焊接轮和焊接头,焊接轮上设置有焊接齿,第二电机启动,焊接轮转动与焊接头接触时对防护帽物料进行焊接,使防护帽物料间隔一定长度形成一个焊接带,拉料辊2的转动使防护帽物料不断往前移动;焊接好的条形物料进入到折叠装置4,折叠装置4包括压花辊上支架和压花辊下支架,压花辊上支架和压花辊下支架通过支架撑杆连接,压花辊上支架和压花辊下支架均设置有滑轨,滑轨包括第一滑轨421和第二滑轨431,第一滑轨421上设置有第一移动座44和第二移动座45,第二滑轨431上设置有第三移动座46和第四移动座47,能根据防护帽物料规格调整位置,第一压花辊41通过压花辊轴设置在第一移动座44和第三移动座46之间,第三移动座46上设置有主齿轮9,第二压花辊48通过压花辊轴设置在第二移动座45和第四移动座47之间,第四移
动座47上设置有从齿轮10,第三电机驱动第一压花辊41转动,主齿轮9同步转动,与主齿轮9相互啮合的从齿轮10跟着转动,带有从齿轮10的第二压花辊48也转动,使得第一压花辊41和第二压花辊48都能够转动折叠的同时保持一定间隙,在防护帽物料形成折叠时减少压痕的出现,保持防护帽物料的美观;折叠后的防护帽物料通过第一输送组件5输送到切断装置6,第一输送组件5包括两组对称设置的同步带紧张装置51,同步带紧张装置51包括第一轴承511、第二轴承512和第一同步轮513,第一轴承511通过第一轴承511座与压花辊下支架固定,第二轴承512通过第二轴承512座与切刀辊下支架62固定,第一轴承511、第二轴承512和第一同步轮513上设置有第一同步带514,第一同步轮513上的同步轮轴底部设置有链轮,链轮与链条组件8啮合;链条组件8包括第一链条81和第二链条82,底辊64轴底端与拉料辊2底端通过第一链条81连接,底辊64轴底端与第二同步轮712轴通过第二链条82连接,链轮与第一链条81啮合,第一电机启动,链条转动,链轮转动带动第一同步轮513转动,实现第一同步带514输送防护帽物料,可通过调整第一同步轮513的位置使第一同步带514紧张,使防护帽物料平整输送,第二输送组件7速度大于第一输送组件5,快至8%-12%,优选为10%,第二输送组件7输送时由于速度快,会对防护帽物料进行拉紧,保证防护帽物料在第一输送组件5输送到第二输送组件7时不间断,在输送过程中,防护帽物料焊接处处在切断装置6时,切刀辊63上的切刀对焊接处进行切断;切断装置6包括切刀辊上支架61和切刀辊下支架62,切刀辊上支架61和切刀辊下支架62通过支架撑杆连接,切刀辊上支架61和切刀辊下支架62均设置有滑轨,包括第三滑轨611和第四滑轨621,第三滑轨611上设置有第五移动座65和第六移动座66,第四滑轨621上设置有第七移动座67和第八移动座68,切刀辊63通过切到辊轴设置在第五移动座65和第七移动座67之间,切刀辊63由第四电机驱动转动,底辊64通过底辊64轴设置在第六移动座66和第八移动座68之间,底辊64通过底辊64轴底端的链轮与第一链条81啮合实现转动,通过折叠和切断两个工序分成两个独立部件实现,相互不会受到影响,使得能够制作各种材质的防护帽,扩大的生产种类,同时整个加工速度得到提高,生产效率提高。
34.一种防护帽加工设备的加工方法,通过拉料辊2实现防护帽物料输入端的输入,超声波焊接装置3对防护帽物料间隔一定长度形成一个焊接带,再通过折叠装置4对防护帽物料沿着垂直行进的方向进行折叠,折叠后的防护帽物料顺着第一输送组件5输送,第二输送组件7速度大于第一输送组件5,防护帽物料被第二输送组件7进行拉直,当防护帽物料焊接处在切断装置6时,切刀进行切断。
35.在上述实施例的基础上,所述第二输送组件7的速度大于第一输送组件5速度,实现切断之前对防护帽物料进行一个拉直,保证防护帽物料运输的不间断。
36.在上述实施例的基础上,所述折叠装置4包含一组齿轮,包括主齿轮9和从齿轮10,带有主齿轮9的第一压花辊41通过驱动机构转动,第一压花辊41转动折叠时,主齿轮9同步转动,带动相互啮合的从齿轮10转动,带有从齿轮10的第二压花辊48转动,通过调整主齿轮9和从齿轮10之间的啮合调整压花辊之间的配合间隙。
37.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施
例所作的任何简介修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1