一种改性聚四氟乙烯密封件的加工方法与流程
1.本发明涉及密封件加工技术领域,更具体的是涉及四氟乙烯密封件加工技术领域。
背景技术:
2.聚四氟乙烯具有高度的化学稳定性,耐高低温性,突出的不粘性,良好的润滑性,优异的电绝缘性及耐老化性能等,在各个行业应用广泛。但是,纯聚四氟乙烯也存在着一定的不足,如机械性能较差,耐蠕变性差,耐磨损性差,硬度低,导热性差等,使得其在密封材料方面的应用范围受到一定的限制,并且好的密封件应该防止两个发生摩擦和磨损的运动零件之间的液体泄漏,在密封面上有足够大的接触压力,同时密封件要最大限度地减少摩擦和磨损。
3.为了改善和克服纯聚四氟乙烯密封件的缺陷,常采用表面改性、填充改性和共混改性等手段来提高其综合性能,其中填充改性具有操作简便,效果好的优点,得到了更为广泛的应用。传统的密封件材料为填充有铜粉的聚四氟乙烯制得的密封件,但是其耐磨性能不佳,使用寿命较短,使用时摩擦力较大,无法满足极低的摩擦系数,优异的耐磨性能,长久的使用寿命这一需求。
4.此外,在聚四氟乙烯密封件生产加工过程中,烧结是非常重要的一个加工环节,烧结温度和烧结时间都关系到成品的物理和机械性能,现有技术在烧结加工时常导致制品变形和开裂,良品率较低。
技术实现要素:
5.本发明的目的在于:为了解决现有的聚四氟乙烯密封件摩擦系数大,耐磨性差,产品易变形和开裂的技术问题,本发明提供一种改性聚四氟乙烯密封件的加工方法。
6.本发明为了实现上述目的具体采用以下技术方案:
7.一种改性聚四氟乙烯密封件的加工方法,包括以下步骤:
8.s1混料:将原料聚四氟乙烯、碳纤维、纳米二氧化钛加入高速混料机中混合,得到聚四氟乙烯混合料,混合物过筛分选,得到过筛产物;
9.s2入模压制:过筛产物注入密封件模具中,置于液压机上压制成型,制成密封件型胚;
10.s3烧结:将密封件型胚放入高压高温烧结炉中,升温至220~240℃,保温1.5小时,继续升温至300~320℃,保温2.5小时,继续升温至370~380℃,保温4小时,然后降温至280~300℃,保温2h,继续降温到200~210℃后自然降温至室温;
11.s4机加工:将降温后的密封件成品按照需要的尺寸在专业的车床上加工制成密封件产品。
12.作为优选,所述步骤s1中,聚四氟乙烯为100份、碳纤维为10-30份、纳米二氧化钛5-10份。
13.作为优选,所述步骤s1中,聚四氟乙烯为100份、碳纤维为20份、纳米二氧化钛7份。
14.作为优选,所述步骤s1中,高速混料机的转速为2200~2500转/分钟,混合时间为0.5~2min。
15.作为优选,所述步骤s1中,混合物过筛200-300目。
16.作为优选,所述步骤s2中,压制成型过程为:2.5~3mpa压力预压制6~8分钟,50~80mpa压制15~25min。
17.作为优选,所述步骤s3中,升温速度为30~35℃/h。
18.作为优选,所述步骤s3中,降温速度为40~50℃/h。
19.作为优选,所述步骤s3中,在烧结前向高压高温烧结炉通入氮气排出空气,烧结过程中始终处于氮气保护氛围。
20.本发明的有益效果如下:
21.1.本发明通过在聚四氟乙烯中加入碳纤维和纳米二氧化钛,对聚四氟乙烯进行了协同填充改性理,使材料力学性能得到改善,材料强度,摩擦系数和磨损量小,耐磨性能、耐高温性能等均得到有效提高,由本发明材料制备得到密封件,使用寿命长,安全可靠。
22.2.本发明在聚四氟乙烯中加入碳纤维,可以有效地提高材料的强度,耐磨性和抗蠕变性能,降低聚四氟乙烯材料的耐溶胀性和磨损性,从而提高密封件的使用寿命。
23.3.本发明在聚四氟乙烯中加入纳米二氧化钛,与碳纤维起到协同增效作用,进一步提高材料的耐磨性能,同时能增加聚四氟乙烯和碳纤维相互间的键合力,使得物质界面粘结强度得到提高,起到增韧增强的效果,并且可显著改善聚四氟乙烯的流变均匀性,提高其成型性,提高材料的拉伸强度和弹性模量。
24.4.本发明烧结升温分为三个阶段逐步升温、两个阶段逐步降温,由于聚四氟乙烯传热很慢,若一次性升温,在达到烧结温度时,制品仅表面塑化,其内部并未达到烧结温度,本发明通过阶梯性升温和降温,可以使制品各个部分充分塑化,温度均匀,且升温速度合适,避免过快的升、降温导致制品膨胀、收缩不均匀,从而避免制品发生变形和或开裂。
25.5.本发明在烧结前,向炉内通入氮气将空气排出,使烧结炉内含氧量低,避免高温烧结时原料被氧化,从而保障产品的使用性能、外观等。
具体实施方式
26.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
27.实施例1
28.本实施例提供一种改性聚四氟乙烯密封件的加工方法,包括以下步骤:
29.s1混料:将原料聚四氟乙烯为100份、碳纤维为30份、纳米二氧化钛8份加入高速混料机中混合,高速混料机的转速为2500转/分钟,混合时间为1min,得到聚四氟乙烯混合料,混合物过300目筛分选,得到过筛产物;
30.s2入模压制:过筛产物注入密封件模具中,置于液压机上压制成型,压制成型过程为:3mpa压力预压制6分钟,70mpa压制20min,制成密封件型胚;
31.s3烧结:在烧结前向高压高温烧结炉通入氮气排出炉内空气,避免对材料造成氧
化,然后将密封件型胚放入高压高温烧结炉中,烧结过程中炉内始终处于氮气保护氛围,烧结过程为:先升温至230
±
2℃,保温1.5小时,继续升温至310
±
2℃,保温2.5小时,继续升温至375
±
2℃,保温4小时,然后降温至290
±
2℃,保温2h,继续降温到205
±
2℃后自然降温至室温;其中,升温速度为30℃/h,降温速度为40℃/h。
32.s4机加工:将降温后的密封件成品按照需要的尺寸在专业的车床上加工制成密封件产品。
33.实施例2
34.本实施例提供一种改性聚四氟乙烯密封件的加工方法,包括以下步骤:
35.s1混料:将原料聚四氟乙烯为100份、碳纤维为29份、纳米二氧化钛5份加入高速混料机中混合,高速混料机的转速为2500转/分钟,混合时间为1min,得到聚四氟乙烯混合料,混合物过300目筛分选,得到过筛产物;
36.s2入模压制:过筛产物注入密封件模具中,置于液压机上压制成型,压制成型过程为:3mpa压力预压制6分钟,70mpa压制20min,制成密封件型胚;
37.s3烧结:在烧结前向高压高温烧结炉通入氮气排出炉内空气,避免对材料造成氧化,然后将密封件型胚放入高压高温烧结炉中,烧结过程中炉内始终处于氮气保护氛围,烧结过程为:先升温至230
±
2℃,保温1.5小时,继续升温至310
±
2℃,保温2.5小时,继续升温至375
±
2℃,保温4小时,然后降温至290
±
2℃,保温2h,继续降温到205
±
2℃后自然降温至室温;其中,升温速度为30℃/h,降温速度为40℃/h。
38.s4机加工:将降温后的密封件成品按照需要的尺寸在专业的车床上加工制成密封件产品。
39.实施例3
40.本实施例提供一种改性聚四氟乙烯密封件的加工方法,包括以下步骤:
41.s1混料:将原料聚四氟乙烯为100份、碳纤维为20份、纳米二氧化钛7份加入高速混料机中混合,高速混料机的转速为2500转/分钟,混合时间为1min,得到聚四氟乙烯混合料,混合物过300目筛分选,得到过筛产物;
42.s2入模压制:过筛产物注入密封件模具中,置于液压机上压制成型,压制成型过程为:3mpa压力预压制6分钟,70mpa压制20min,制成密封件型胚;
43.s3烧结:在烧结前向高压高温烧结炉通入氮气排出炉内空气,避免对材料造成氧化,然后将密封件型胚放入高压高温烧结炉中,烧结过程中炉内始终处于氮气保护氛围,烧结过程为:先升温至230
±
2℃,保温1.5小时,继续升温至310
±
2℃,保温2.5小时,继续升温至375
±
2℃,保温4小时,然后降温至290
±
2℃,保温2h,继续降温到205
±
2℃后自然降温至室温;其中,升温速度为30℃/h,降温速度为40℃/h。
44.s4机加工:将降温后的密封件成品按照需要的尺寸在专业的车床上加工制成密封件产品。
45.实施例4
46.本实施例提供一种改性聚四氟乙烯密封件的加工方法,包括以下步骤:
47.s1混料:将原料聚四氟乙烯为100份、碳纤维为12份、纳米二氧化钛6份加入高速混料机中混合,高速混料机的转速为2500转/分钟,混合时间为1min,得到聚四氟乙烯混合料,混合物过300目筛分选,得到过筛产物;
48.s2入模压制:过筛产物注入密封件模具中,置于液压机上压制成型,压制成型过程为:3mpa压力预压制6分钟,70mpa压制20min,制成密封件型胚;
49.s3烧结:在烧结前向高压高温烧结炉通入氮气排出炉内空气,避免对材料造成氧化,然后将密封件型胚放入高压高温烧结炉中,烧结过程中炉内始终处于氮气保护氛围,烧结过程为:先升温至230
±
2℃,保温1.5小时,继续升温至310
±
2℃,保温2.5小时,继续升温至375
±
2℃,保温4小时,然后降温至290
±
2℃,保温2h,继续降温到205
±
2℃后自然降温至室温;其中,升温速度为30℃/h,降温速度为40℃/h。
50.s4机加工:将降温后的密封件成品按照需要的尺寸在专业的车床上加工制成密封件产品。
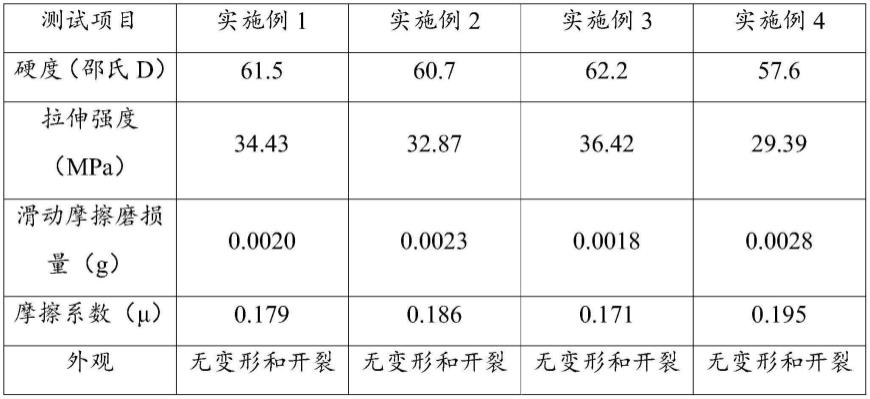
51.对实施例1-4制得的密封件进行检测,硬度的测试标准为gb/t2411-2008,拉伸强度的测试标准为hg/t2902-1997,塑料滑动摩擦磨损量以及摩擦系数的测试标准为gb/t3960-2016,检测结果如表一所示。
52.表一、实施例1-4材料检测数据表
[0053][0054]
从表一可以看出,本发明的聚四氟乙烯材料硬度和拉伸强度均得到了有效提高,磨损量和摩擦系数较低,产品的综合性能得到了大大提高,且通过本发明的工艺制得的密封件不会发生变形和开裂的情况,有效提高了加工良品率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1