一种能够用于PP蜂窝板压痕的同步组合成型的液压系统的制作方法
一种能够用于pp蜂窝板压痕的同步组合成型的液压系统
技术领域
1.本发明涉及pp蜂窝板领域,尤其涉及一种能够用于pp蜂窝板压痕的同步组合成型的液压系统。
背景技术:
2.pp蜂窝板是由两块较薄的面板,牢固地粘结在一层较厚的蜂窝状芯材两面而制成的板材,亦称蜂窝夹层结构。
3.现在的pp蜂窝板在加工时会使用压痕机对pp蜂窝板进行挤压,现在的pp蜂窝板使用的压痕机在使用时会通过输送装置将pp蜂窝板输送至压痕机的下方,然后停止输送装置再启动压痕机进行pp蜂窝板的压制。
4.现有的pp蜂窝板使用的压痕机在使用需要停住输送装置进行压制,而现在输送装置的停止和启动均靠人工进行手动启停,但通过人工手动启停会造成pp蜂窝板所控制的压痕距离出现误差的情况,并现有的压痕机在使用时只能够适应一种压痕的加工,从而导致压痕尺寸单一的情况。
5.因此,有必要提供一种能够用于pp蜂窝板压痕的同步组合成型的液压系统解决上述技术问题。
技术实现要素:
6.本发明提供一种能够用于pp蜂窝板压痕的同步组合成型的液压系统,解决了现有的pp蜂窝板在进行压痕操作时需要人工手动停止输送带,容易出现尺寸误差的问题。
7.为解决上述技术问题,本发明提供的一种能够用于pp蜂窝板压痕的同步组合成型的液压系统,包括:
8.工作台,所述工作台内部的两侧均设置有输送带,所述工作台表面的一侧且位于两个所述输送带之间设置有驱动装置;
9.升降装置,所述升降装置设置于所述工作台表面的一侧,所述升降装置包括固定环,所述固定环的内部设置有升降件,所述升降件的两端均连接有安装板;
10.调节装置,所述调节装置设置于所述安装板的表面;
11.压痕组件,所述压痕组件设置于所述调节装置的一侧,所述压痕组件包括刻度杆,所述刻度杆的底端连接有压块,所述压块的两侧均设置有转动座,两个所述转动座的一侧均连接有调节块,两个所述调节块的一侧均通过转动轴转动连接有拉动杆,两个所述拉动杆之间通过转动轴转动连接有活动套,所述活动套套设在所述刻度杆的表面;
12.控制组件,所述控制组件设置于所述工作台的边侧。
13.优选的,所述调节装置包括安装架,所述安装架的表面安装有液压杆,所述液压杆的一端与所述刻度杆的顶端连接。
14.优选的,所述活动套表面的两侧对称设置有固定栓,所述刻度杆的表面从上至下依次开设有多个与所述固定栓相适配的固定槽。
15.优选的,所述安装板表面的两侧均设置有挤压组件,所述挤压组件包括l形连接杆,所述l形连接杆的底端连接有挤压板。
16.优选的,所述控制组件包括开关,所述安装板底部的一侧且位于所述开关的上方设置有按压件。
17.优选的,所述工作台的内部且位于两个所述输送带之间设置有多个转动辊。
18.优选的,所述工作台表面的两侧对称设置有滑动组件,所述滑动组件包括固定座,所述固定座的一侧连接有连接杆,所述连接杆的表面设置有刻度线,所述连接杆的表面套设有滑套。
19.优选的,所述滑套的表面设置有卡栓,所述连接杆的表面开设有多个与所述卡栓相适配的卡槽。
20.优选的,所述滑套的一侧设置有定位组件,所述定位组件包括安装杆,所述安装杆的表面从左至右依次设置有多个通孔,多个所述通孔之间均设置有活动杆,多个所述活动杆之间连接有定位板。
21.优选的,多个所述活动杆的表面均套设有弹簧。
22.与相关技术相比较,本发明提供的一种能够用于pp蜂窝板压痕的同步组合成型的液压系统具有如下有益效果:
23.本发明提供一种能够用于pp蜂窝板压痕的同步组合成型的液压系统,在工作台内部的两侧设置输送带能对pp蜂窝板起到输送的作用,而中间留有的距离方便压痕组件的使用,减少对输送带的损坏,在工作台的一侧设置控制组件可以通过升降件和安装板进行输送带的启停,从而能代替现在人工手动启停的操作,可以减少pp蜂窝板的压痕之间的距离出现误差,在压块的两侧设置转动座和调节块配合活动套和拉动杆使用有利于对pp蜂窝板的压痕的深度和大小进行调节,能减少装置压痕操作的单一性。
附图说明
24.图1为本发明提供的一种能够用于pp蜂窝板压痕的同步组合成型的液压系统的第一实施例的结构示意图;
25.图2为图1所示的a部放大示意图;
26.图3为图1所示的装置整体的立体结构示意图;
27.图4为本发明提供的一种能够用于pp蜂窝板压痕的同步组合成型的液压系统的第二实施例的结构示意图;
28.图5为图4所示的b部放大示意图;
29.图6为本发明提供的一种能够用于pp蜂窝板压痕的同步组合成型的液压系统的第三实施例的结构示意图。
30.图中标号:1、工作台,2、输送带,3、驱动装置,
31.4、升降装置,41、固定环,42、升降件,43、安装板,
32.5、调节装置,51、安装架,52、液压杆,
33.6、压痕组件,61、刻度杆,62、压块,63、转动座,64、调节块,65、拉动杆,66、活动套,
34.7、挤压组件,71、l形连接杆,72、挤压板,
35.8、控制组件,81、开关,82、按压件,
36.9、转动辊,
37.10、滑动组件,101、固定座,102、连接杆,103、刻度线,104、滑套,105、卡栓,
38.11、定位组件,111、安装杆,112、通孔,113、活动杆,114、定位板,115、弹簧,
39.12、拆卸组件,121、第一连接环,122、第二连接环,123、连接件,
40.13、连接组件,131、螺纹块,132、螺纹孔。
具体实施方式
41.下面结合附图和实施方式对本发明作进一步说明。
42.第一实施例
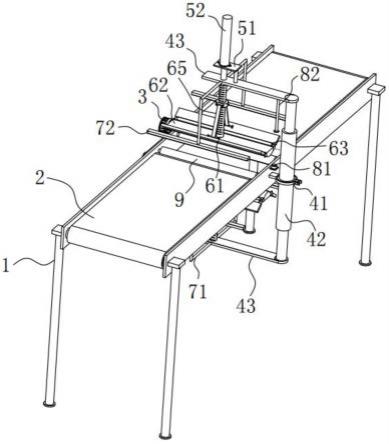
43.请结合参阅图1、图2和图3,其中,图1为本发明提供的一种能够用于pp蜂窝板压痕的同步组合成型的液压系统的第一实施例的结构示意图;图2为图1所示的a部放大示意图;图3为图1所示的装置整体的立体结构示意图。一种能够用于pp蜂窝板压痕的同步组合成型的液压系统,包括:
44.工作台1,所述工作台1内部的两侧均设置有输送带2,所述工作台1表面的一侧且位于两个所述输送带2之间设置有驱动装置3;
45.驱动装置3由两个连接块、两个皮带轮、皮带、电机和固定架组成,使用驱动装置3可以停止带动两个输送带2进行转动。
46.升降装置4,所述升降装置4设置于所述工作台1表面的一侧,所述升降装置4包括固定环41,所述固定环41的内部设置有升降件42,所述升降件42的两端均连接有安装板43;
47.固定环41连接在工作台1边侧的中心位置,升降件42为双头液压杆可以同时带动两个安装板43进行移动。
48.调节装置5,所述调节装置5设置于所述安装板43的表面;
49.压痕组件6,所述压痕组件6设置于所述调节装置5的一侧,所述压痕组件6包括刻度杆61,所述刻度杆61的底端连接有压块62,所述压块62的两侧均设置有转动座63,两个所述转动座63的一侧均连接有调节块64,两个所述调节块64的一侧均通过转动轴转动连接有拉动杆65,两个所述拉动杆65之间通过转动轴转动连接有活动套66,所述活动套66套设在所述刻度杆61的表面;
50.刻度杆61的一端与液压杆52的一端连接,刻度杆61的使用能方便操作人员进行数值的查看,使用转动座63和调节块64对压块62整个的压痕深度和角度进行调节。
51.控制组件8,所述控制组件8设置于所述工作台1的边侧。
52.所述调节装置5包括安装架51,所述安装架51的表面安装有液压杆52,所述液压杆52的一端与所述刻度杆61的顶端连接。
53.安装架51固定安装在安装板43的表面,在安装板43的表面开设有与液压杆52相适配的通孔,方便液压杆52的活动。
54.所述活动套66表面的两侧对称设置有固定栓,所述刻度杆61的表面从上至下依次开设有多个与所述固定栓相适配的固定槽。
55.所述安装板43表面的两侧均设置有挤压组件7,所述挤压组件7包括l形连接杆71,所述l形连接杆71的底端连接有挤压板72。
56.l形连接杆71连接在安装板43的边侧,在挤压块72的底部粘接有橡胶块能增加与
pp蜂窝板之间的摩擦力。
57.所述控制组件8包括开关81,所述安装板43底部的一侧且位于所述开关81的上方设置有按压件82。
58.开关81通过连接线与驱动装置3进行连接,通过控制驱动装置3进行输送带2的启停操作。
59.所述工作台1的内部且位于两个所述输送带2之间设置有多个转动辊9。
60.转动辊9的使用能方便pp蜂窝板在两个输送带2的表面进行活动。
61.本发明提供的一种能够用于pp蜂窝板压痕的同步组合成型的液压系统的工作原理如下:
62.使用时,当对pp蜂窝板进行压痕操作时,首先通过推动活动套66在刻度杆61的表面进行位置的调节,当活动套66移动时带动两侧的拉动杆65进行活动,当两个拉动杆65活动时通过压块62两侧的转动座63带动调节块64进行角度的调节,当调节好调节块64的角度后,再使用固定栓穿过活动套66并与刻度杆61表面的固定槽连接。
63.当调节好调节块64和压块62之间的距离后,在启动升降件42带动两端的安装板43向输送带2的一侧移动,当两个安装板43向输送带2的一侧移动时带动调节装置5、压痕组件6和按压件82向工作台1的一侧移动,当安装板43带动挤压板72和按压件82分别对pp蜂窝板和开关81按压后,驱动装置3带动输送带2停止转动,当输送带2停止转动后,再启动液压杆52推动带动压块62和调节块64的刻度杆61向pp蜂窝板的一侧移动并对pp蜂窝板进行挤压,当压块62对pp蜂窝板挤压几秒钟后,再通过液压杆52压块62与pp蜂窝板分离,同时升降件42和安装板43带动挤压板72和按压件82分别与pp蜂窝板和开关81分离,即可再次启动驱动装置3带动输送带2转动,同时输送带2转动时带动pp蜂窝板进行移动,当pp蜂窝板移动至指定的距离后再次进行压痕操作即可。
64.与相关技术相比较,本发明提供的一种能够用于pp蜂窝板压痕的同步组合成型的液压系统具有如下有益效果:
65.本发明提供一种能够用于pp蜂窝板压痕的同步组合成型的液压系统,在工作台1内部的两侧设置输送带2能对pp蜂窝板起到输送的作用,而中间留有的距离方便压痕组件6的使用,减少对输送带2的损坏,在工作台1的一侧设置控制组件8可以通过升降件42和安装板43进行输送带2的启停,从而能代替现在人工手动启停的操作,可以减少pp蜂窝板的压痕之间的距离出现误差,在压块62的两侧设置转动座63和调节块64配合活动套66和拉动杆65使用有利于对pp蜂窝板的压痕的深度和大小进行调节,能减少装置压痕操作的单一性。
66.第二实施例
67.请结合参阅图4和图5,基于本技术的第一实施例提供的一种能够用于pp蜂窝板压痕的同步组合成型的液压系统,本技术的第二实施例提出另一种能够用于pp蜂窝板压痕的同步组合成型的液压系统。第二实施例仅仅是第一实施例优选的方式,第二实施例的实施对第一实施例的单独实施不会造成影响。
68.具体的,本技术的第二实施例提供的一种能够用于pp蜂窝板压痕的同步组合成型的液压系统的不同之处在于,一种能够用于pp蜂窝板压痕的同步组合成型的液压系统,所述工作台1表面的两侧对称设置有滑动组件10,所述滑动组件10包括固定座101,所述固定座101的一侧连接有连接杆102,所述连接杆102的表面设置有刻度线103,所述连接杆102的
表面套设有滑套104。
69.固定座101固定连接在工作台1的表面,在连接杆102的一端连接有挡块,防止滑套104的脱落。
70.所述滑套104的表面设置有卡栓105,所述连接杆102的表面开设有多个与所述卡栓105相适配的卡槽。
71.所述滑套104的一侧设置有定位组件11,所述定位组件11包括安装杆111,所述安装杆111的表面从左至右依次设置有多个通孔112,多个所述通孔112之间均设置有活动杆113,多个所述活动杆113之间连接有定位板114。
72.安装杆111固定连接在滑套104的表面,活动杆113的一端与定位板114连接,另一端连接有挡块,能防止活动杆113在通孔112的内部脱离,在活动杆113表面的一侧连接有圆形块,方便对弹簧115进行挤压,在定位板114在平整的pp蜂窝板表面移动时通过定位板114推动活动杆113和弹簧115向上移动,当定位板114移动至pp蜂窝板的压痕处时通过弹簧115和活动杆113推动定位板114移动至压痕的内部进行定位。
73.多个所述活动杆113的表面均套设有弹簧115。
74.本发明提供的一种能够用于pp蜂窝板压痕的同步组合成型的液压系统的工作原理如下:
75.当对pp蜂窝板表面多个压痕之间的距离进行控制时,首先通过安装杆111带动两端的滑套104在连接杆102的表面进行移动,当安装杆111带动滑套104移动至指定的刻度线103的位置后使用卡栓105将滑套104与连接杆102进行固定,当固定好滑套104后即可进行使用。
76.在使用时,通过输送带2带动pp蜂窝板进行移动,当安装杆111底端的定位板114移动至pp蜂窝板表面已经压痕的位置时,通过活动杆113表面的弹簧115推动定位板114移动至压痕的内部同时停止驱动装置3进行pp蜂窝板压痕的加工即可。
77.与相关技术相比较,本发明提供的一种能够用于pp蜂窝板压痕的同步组合成型的液压系统具有如下有益效果:
78.本发明提供一种能够用于pp蜂窝板压痕的同步组合成型的液压系统,在工作台1表面的两侧设置固定座101和连接杆102配合刻度线103和滑套104使用能对定位组件11进行位置的调节,从而可以控制pp蜂窝板的压痕之间的间距,在安装杆111的表面设置多个通孔112和多个活动杆113配合定位板114和弹簧115使用有利于适应各种深度压痕的使用。
79.第三实施例
80.请结合参阅图6,基于本技术的第一实施例提供的一种能够用于pp蜂窝板压痕的同步组合成型的液压系统,本技术的第三实施例提出另一种能够用于pp蜂窝板压痕的同步组合成型的液压系统。第三实施例仅仅是第一实施例优选的方式,第三实施例的实施对第一实施例的单独实施不会造成影响。
81.具体的,本技术的第三实施例提供的一种能够用于pp蜂窝板压痕的同步组合成型的液压系统的不同之处在于,一种能够用于pp蜂窝板压痕的同步组合成型的液压系统,两个所述拉动杆65之间设置有拆卸组件12,所述拆卸组件12包括第一连接环121和第二连接环122,所述第一连接环121和所述第二连接环122之间设置有连接件123。
82.第一连接环121和第二连接环122之间拼接起来为一个完整的连接环,并且第一连
接环121和第二连接环122之间为错位分开的,连接件123由连接板和螺栓组成,连接板是连接在第一连接环121和第二连接环122相对的一侧。
83.所述压块62和所述刻度杆61之间设置有连接组件13,所述连接组件13包括螺纹块131,所述刻度杆61的内部开设有与所述螺纹块131相适配的螺纹孔132。
84.螺纹块131连接在压块62表面的中心位置。
85.本发明提供的一种能够用于pp蜂窝板压痕的同步组合成型的液压系统的工作原理如下:
86.使用时,当对压块62的大小进行更换时,首先将第一连接环121和第二连接环122之间的连接件123进行拆卸,当第一连接环121和第二连接环122之间拆卸后,将第一连接环121和第二连接环122与刻度杆61分离,当第一连接环121和第二连接环122与刻度杆61分离后,在通过转动压块62带动表面的螺纹块131与刻度杆61底部的螺纹孔132分离即可进行更换。
87.与相关技术相比较,本发明提供的一种能够用于pp蜂窝板压痕的同步组合成型的液压系统具有如下有益效果:
88.本发明提供一种能够用于pp蜂窝板压痕的同步组合成型的液压系统,在两个拉动杆65的一端设置第一连接环121和第二连接环122配合连接件123使用能将拉动杆65与刻度杆61进行连接,在压块62的表面设置螺纹块131配合刻度杆61底端的螺纹孔132使用方便对压块62进行安装。
89.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1