一种木质板材表面覆贴成型加工处理工艺及设备的制作方法
1.本发明涉及板材加工技术领域,更具体地说,特别涉及一种木质板材表面覆贴成型加工处理工艺及设备。
背景技术:
2.现代木材表面装饰方法主要有涂饰、覆贴和机械加工3种。可用于木材及其制品表面覆贴的方法和材料很多,其中历史最久、应用最广的是单板和薄木贴面。单板由木材经旋切、半圆旋切、刨切等制成,幅面较大、花纹美观;厚度小于1毫米的单板称薄木,小于0.5毫米者为微薄木,都可用于家具生产或室内装潢工程,以及其他木材制品的表面装饰。除天然薄木外,对某些纹理色调比较单调的木材(如针叶材等)还可通过组合薄木、集合薄木和染色薄木等方法加以人工改制,使纹理多变,色调丰富,不仅可模拟美观的天然花纹,还可组拼成天然木材所没有的纹理。其他贴面材料还有三聚氰胺装饰板、树脂浸渍装饰纸、非浸渍装饰纸、塑料薄膜、金属箔材等,主要用于人造板表面覆贴,少量用于木材制品的装饰。
3.例如申请号:cn201710253013.3的发明公开了一种板材覆膜系统及覆膜方法,属于板材加工技术领域,用以解决板材表面覆膜加工效率低的问题。一种板材覆膜系统,包括送料系统、贴膜系统、过渡平台、切边系统和散热系统,所述送料系统包括支撑台和送料台,送料台活动连接在支撑台顶部,所述贴膜系统包括下加热台和上加热台,所述切边系统包括传送平台、输送辊和切边装置,所述散热系统包括传动辊、链条和停放装置,支撑台、下加热台、过渡平台、传送平台和散热系统依次连接,形成板材覆膜的机械化生产线;一种板材覆膜方法,通过膜纸加热贴紧、多余膜纸切除和散热收集,利用机械自动化设备,辅助以适当的人工操作,实现了板材膜纸的半自动化加工,降低了板材覆膜的加工成本。
4.现有的木质板材表面覆贴成型加工处理设备在使用时,由于板材的厚度和宽度有所不同,覆膜后板材的边缘会残留大量膜纸,使得其边缘不够整齐美观,而且在覆膜过程中,膜纸与板材之间容易产生气泡,影响覆膜质量,同时上料辊位置不易调节,很难对膜纸进行装卸,导致膜纸的上料过程比较麻烦。
5.于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供一种木质板材表面覆贴成型加工处理工艺及设备,以期达到更具有更加实用价值性的目的。
技术实现要素:
6.为了解决上述技术问题,本发明提供一种木质板材表面覆贴成型加工处理工艺及设备,以解决现有的木质板材表面覆贴成型加工处理设备在使用时,由于板材的厚度和宽度有所不同,覆膜后板材的边缘会残留大量膜纸,使得其边缘不够整齐美观,而且在覆膜过程中,膜纸与板材之间容易产生气泡,影响覆膜质量,同时上料辊位置不易调节,很难对膜纸进行装卸,导致膜纸的上料过程比较麻烦的问题。
7.本发明一种木质板材表面覆贴成型加工处理工艺及设备的目的与功效,由以下具体技术手段所达成:
8.一种木质板材表面覆贴成型加工处理设备,包括工作台;所述工作台是由两处左右对称方式分布的竖直组成,且工作台的两处竖板之间前部设有两处下压辊,并且两处下压辊呈平行方式分布;所述下压辊下方设有传动机构,且两处下压辊之间设有上料辊,并且上料辊的左右两端均设有调节组件;所述工作台的两处竖板顶部后端设有支撑架板,且两处支撑架板之间设有滑动板,两处支撑架板相对内侧均设有切刀,且切刀下方设有收料槽,并且收料槽通过固定杆与工作台固定连接。
9.进一步的,所述工作台包括导向辊和下覆压辊,导向辊为三处呈平行方式均匀分布于工作台两处竖板之间,下覆压辊位于两处下压辊之间,且下覆压辊位于上料辊下方。
10.进一步的,所述下压辊包括第一轴承套、调节丝杆和锁紧螺母,下压辊左右两端设有第一轴承套,且下压辊通过第一轴承套与工作台转动连接,第一轴承套位于工作台矩形槽内,且第一轴承套与工作台矩形槽侧壁滑动连接,并且第一轴承套顶部设有调节丝杆,调节丝杆呈竖直方式分布,且调节丝杆滑动贯穿固定板,并通过锁紧螺母控制。
11.进一步的,所述传动机构包括第一电机、第一带轮、第二带轮和传动辊,第一电机通过螺栓固定安装于左侧工作台一侧,且第一电机的转轴贯穿工作台,并且端部设有第一带轮,传动辊为两处呈平行方式分布,且传动辊通过轴承与工作台转动连接,两处传动辊左端均设有第二带轮,且两处第二带轮通过皮带传动连接,并且后侧第二带轮通过皮带与第一带轮传动连接。
12.进一步的,所述上料辊包括调节架、第一气缸和上覆压辊,上料辊左右两端设有调节架,且上料辊通过调节组件与调节架相连接,两处调节架呈对称方式分布,且两处调节架之间设有上覆压辊,上覆压辊通过轴承与调节架和工作台转动连接,且上覆压辊与上料辊平行方式分布,两处调节架相对外侧均设有第一气缸,且第一气缸的伸缩杆端部通过销轴与调节架转动连接。
13.进一步的,所述调节组件包括第二气缸和第二轴承套,第二气缸通过螺栓与固定板相连接,且固定板位于调节架的矩形槽端部,第二轴承套位于调节架的矩形槽内,且第二轴承套与调节架的矩形槽侧壁滑动连接,第二轴承套与上料辊转动连接,且第二气缸的伸缩杆滑动贯穿固定板并与第二轴承套相连接。
14.进一步的,所述支撑架板包括第二电机、往复丝杆和滑杆,两处支撑架板之间设有两处滑杆,且两处滑杆呈平行方式分布,两处滑杆之间转动安装有往复丝杆,且两处滑杆与往复丝杆均滑动贯穿滑动板,左侧支撑架板上固定安装有第二电机,且第二电机的转轴穿过支撑架板并与往复丝杆相连接。
15.进一步的,所述滑动板包括支撑板、刮板、通槽和凸轴,滑动板后端固定安装有支撑板,且支撑板底端固定安装有刮板,滑动板前部开设有通槽,且通槽内中间位置设有凸轴,往复丝杆滑动贯穿滑动板的通槽,且凸轴与往复丝杆的螺纹面相卡接。
16.进一步的,所述切刀包括安装座、调节螺栓、梯形滑块和滑槽,切刀为l型结构,且切刀的竖板一侧设有梯形滑块,安装座通过螺栓与支撑架板固定连接,且安装座一侧开设有滑槽,并且切刀的梯形滑块通过滑槽与安装座滑动连接,安装座顶部转动连接有调节螺栓,且调节螺栓通过螺纹的方式滑动贯穿切刀的横板。
17.一种木质板材表面覆贴成型加工处理设备的使用方法,包括以下步骤:
18.01.首先,第一气缸提供动力,利用第一气缸额伸缩杆向下拉动调节架,使调节架
以上覆压辊的转轴为轴心做弧线运动,通过调节架转动将上料辊向上抬升;
19.02.同时调节第二气缸,上料辊能够通过第二轴承套沿调节架的矩形槽滑动,从而对上料辊位置进行调节;
20.03.其次,第二电机提供动力,利用往复丝杆转动,使滑动板沿两处滑杆左右滑动,通过刮板对板材表面的覆膜进行刮平;
21.04.此外,通过转动调节螺栓,使切刀利用梯形滑块沿着滑槽上下滑动,从而对切刀的高度进行调节,至此,完成该装置的加工工艺。
22.与现有技术相比,本发明具有如下有益效果:
23.1、本装置由第一气缸提供动力,利用第一气缸额伸缩杆向下拉动调节架,使调节架以上覆压辊的转轴为轴心做弧线运动,通过调节架转动将上料辊向上抬升,同时调节第二气缸,上料辊能够通过第二轴承套沿调节架的矩形槽滑动,从而对上料辊位置进行调节,并且便于对于上料辊上进行膜纸装卸,其结构简单,使用操作便捷;
24.2、由于支撑板底端固定安装有刮板,且刮板与板材表面接触,滑动板前部开设有通槽,且通槽内中间位置设有凸轴,往复丝杆滑动贯穿滑动板的通槽,且凸轴与往复丝杆的螺纹面相卡接,本装置由第二电机提供动力,利用往复丝杆转动,使滑动板沿两处滑杆左右滑动,通过刮板对板材表面的覆膜进行刮平,使膜纸与板材之间的气泡向左右两边刮除,从而保证板材的覆膜质量;
25.3、由于切刀为l型结构,且切刀的竖板一侧设有梯形滑块,安装座通过螺栓与支撑架板固定连接,且安装座一侧开设有滑槽,并且切刀的梯形滑块通过滑槽与安装座滑动连接,安装座顶部转动连接有调节螺栓,且调节螺栓通过螺纹的方式滑动贯穿切刀的横板,通过转动调节螺栓,能够根据板材的厚度和宽度,使切刀利用梯形滑块沿着滑槽上下滑动,从而对切刀的高度进行调节,保证对膜纸边料完整切除,提高板材边缘的平整度,外表更加美观。
26.本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
附图说明
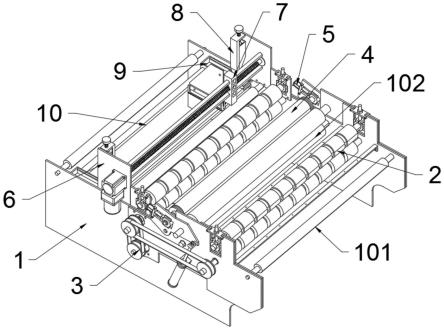
27.图1是本发明的结构示意图。
28.图2是本发明的下压辊和传动机构结构示意图。
29.图3是本发明的部分下压辊结构示意图。
30.图4是本发明的上料辊和调节组件结构示意图。
31.图5是本发明的图4中a部放大结构示意图。
32.图6是本发明的支撑架板、滑动板和切刀结构示意图。
33.图7是本发明的滑动板结构示意图。
34.图8是本发明的切刀爆炸状态结构示意图。
35.图中,部件名称与附图编号的对应关系为:
36.1、工作台;101、导向辊;102、下覆压辊;2、下压辊;201、第一轴承套;202、调节丝杆;203、锁紧螺母;3、传动机构;301、第一电机;302、第一带轮;303、第二带轮;304、传动辊;4、上料辊;401、调节架;402、第一气缸;403、上覆压辊;5、调节组件;501、第二气缸;502、第
二轴承套;6、支撑架板;601、第二电机;602、往复丝杆;603、滑杆;7、滑动板;701、支撑板;702、刮板;703、通槽;704、凸轴;8、切刀;801、安装座;802、调节螺栓;803、梯形滑块;804、滑槽;9、收料槽;10、固定杆。
具体实施方式
37.下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例用于说明本发明,但不能用来限制本发明的范围。
38.在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
39.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
40.实施例:
41.如附图1至附图8所示:
42.本发明提供一种木质板材表面覆贴成型加工处理工艺及设备,包括工作台1;工作台1是由两处左右对称方式分布的竖直组成,且工作台1的两处竖板之间前部设有两处下压辊2,并且两处下压辊2呈平行方式分布;工作台1包括导向辊101和下覆压辊102,导向辊101为三处呈平行方式均匀分布于工作台1两处竖板之间,下覆压辊102位于两处下压辊2之间,且下覆压辊102位于上料辊4下方;下压辊2包括第一轴承套201、调节丝杆202和锁紧螺母203,下压辊2左右两端设有第一轴承套201,且下压辊2通过第一轴承套201与工作台1转动连接,第一轴承套201位于工作台1矩形槽内,且第一轴承套201与工作台1矩形槽侧壁滑动连接,并且第一轴承套201顶部设有调节丝杆202,调节丝杆202呈竖直方式分布,且调节丝杆202滑动贯穿固定板,并通过锁紧螺母203控制;下压辊2下方设有传动机构3,传动机构3包括第一电机301、第一带轮302、第二带轮303和传动辊304,第一电机301通过螺栓固定安装于左侧工作台1一侧,且第一电机301的转轴贯穿工作台1,并且端部设有第一带轮302,传动辊304为两处呈平行方式分布,且传动辊304通过轴承与工作台1转动连接,两处传动辊304左端均设有第二带轮303,且两处第二带轮303通过皮带传动连接,并且后侧第二带轮303通过皮带与第一带轮302传动连接;两处下压辊2之间设有上料辊4,且上料辊4的左右两端均设有调节组件5;工作台1的两处竖板顶部后端设有支撑架板6,且两处支撑架板6之间设有滑动板7,两处支撑架板6相对内侧均设有切刀8,且切刀8下方设有收料槽9,并且收料槽9通过固定杆与工作台1固定连接。
43.其中,上料辊4包括调节架401、第一气缸402和上覆压辊403,上料辊4左右两端设有调节架401,且上料辊4通过调节组件5与调节架401相连接,两处调节架401呈对称方式分布,且两处调节架401之间设有上覆压辊403,上覆压辊403通过轴承与调节架401和工作台1
转动连接,且上覆压辊403与上料辊4平行方式分布,两处调节架401相对外侧均设有第一气缸402,且第一气缸402的伸缩杆端部通过销轴与调节架401转动连接;
44.调节组件5包括第二气缸501和第二轴承套502,第二气缸501通过螺栓与固定板相连接,且固定板位于调节架401的矩形槽端部,第二轴承套502位于调节架401的矩形槽内,且第二轴承套502与调节架401的矩形槽侧壁滑动连接,第二轴承套502与上料辊4转动连接,且第二气缸501的伸缩杆滑动贯穿固定板并与第二轴承套502相连接,本装置由第一气缸402提供动力,利用第一气缸402额伸缩杆向下拉动调节架401,使调节架401以上覆压辊403的转轴为轴心做弧线运动,通过调节架401转动将上料辊4向上抬升,同时调节第二气缸501,上料辊4能够通过第二轴承套502沿调节架401的矩形槽滑动,从而对上料辊4位置进行调节。
45.其中,支撑架板6包括第二电机601、往复丝杆602和滑杆603,两处支撑架板6之间设有两处滑杆603,且两处滑杆603呈平行方式分布,两处滑杆603之间转动安装有往复丝杆602,且两处滑杆603与往复丝杆602均滑动贯穿滑动板7,左侧支撑架板6上固定安装有第二电机601,且第二电机601的转轴穿过支撑架板6并与往复丝杆602相连接;
46.滑动板7包括支撑板701、刮板702、通槽703和凸轴704,滑动板7后端固定安装有支撑板701,且支撑板701底端固定安装有刮板702,并且刮板702与板材表面接触,滑动板7前部开设有通槽703,且通槽703内中间位置设有凸轴704,往复丝杆602滑动贯穿滑动板7的通槽703,且凸轴704与往复丝杆602的螺纹面相卡接,本装置由第二电机601提供动力,利用往复丝杆602转动,使滑动板7沿两处滑杆603左右滑动,通过刮板702对板材表面的覆膜进行刮平。
47.其中,切刀8包括安装座801、调节螺栓802、梯形滑块803和滑槽804,切刀8为l型结构,且切刀8的竖板一侧设有梯形滑块803,安装座801通过螺栓与支撑架板6固定连接,且安装座801一侧开设有滑槽804,并且切刀8的梯形滑块803通过滑槽804与安装座801滑动连接,安装座801顶部转动连接有调节螺栓802,且调节螺栓802通过螺纹的方式滑动贯穿切刀8的横板,通过转动调节螺栓802,能够根据板材的厚度和宽度,使切刀8利用梯形滑块803沿着滑槽804上下滑动,从而对切刀8的高度进行调节。
48.在另一实施例中,调节丝杆202上套装有压缩弹簧,且压缩弹簧支撑于第一轴承套201和固定板之间,从而使第一轴承套201在工作台1的矩形槽内进行滑动调节时更加平稳,提高下压辊2对板材运送的可靠性。
49.本实施例的具体使用方式与作用:
50.首先,由第一气缸402提供动力,利用第一气缸402额伸缩杆向下拉动调节架401,使调节架401以上覆压辊403的转轴为轴心做弧线运动,通过调节架401转动将上料辊4向上抬升,同时调节第二气缸501,上料辊4能够通过第二轴承套502沿调节架401的矩形槽滑动,从而对上料辊4位置进行调节;
51.其次,刮板702与板材表面接触,滑动板7前部开设有通槽703,且通槽703内中间位置设有凸轴704,往复丝杆602滑动贯穿滑动板7的通槽703,且凸轴704与往复丝杆602的螺纹面相卡接,本装置由第二电机601提供动力,利用往复丝杆602转动,使滑动板7沿两处滑杆603左右滑动,通过刮板702对板材表面的覆膜进行刮平;
52.此外,切刀8的梯形滑块803通过滑槽804与安装座801滑动连接,安装座801顶部转
动连接有调节螺栓802,且调节螺栓802通过螺纹的方式滑动贯穿切刀8的横板,通过转动调节螺栓802,能够根据板材的厚度和宽度,使切刀8利用梯形滑块803沿着滑槽804上下滑动,从而对切刀8的高度进行调节。
53.本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1