PC制品的3D打印工艺的制作方法
pc制品的3d打印工艺
技术领域
1.本发明属于高分子材料技术与3d打印技术的交叉领域,具体涉及一种pc制品的 3d打印工艺。
背景技术:
2.pc制品是以pc材料为原材料的各种工业制成品的统称。pc是聚碳酸酯的英文 (polycarbonate)简称,是分子链中含有碳酸酯基的高分子聚合物,根据酯基的结构可分为脂肪族、芳香族、脂肪族-芳香族等多种类型。近年来,pc材料,尤其是芳香族pc材料,以其优良的材料性能,在国民经济的多个领域得到广泛的应用。
3.目前,生产企业在生产pc制品的过程中,大多使用了相应的模具。由于pc制品种类繁多,不同的pc制品的形状、结构各异,因此,生产企业需要为每一种pc制品开发对应的模具,从而导致生产成本大幅度提高。
4.为了降低pc制品的生产成本,近年来,部分生产企业采用了3d打印技术。3d 打印技术,也称为增材制造技术,是一种在计算机的控制下,按照计算机程序设定的产品形状、结构、尺寸,运用3d打印机将粘合性材料逐层累加、堆积成型的产品制造技术。由于3d打印技术无需使用模具,而是直接使用3d打印机打印pc制品,对于pc制品种类繁多的企业来说,3d打印技术的应用不仅提高了生产效率,而且降低了生产成本。然而,目前生产企业在使用3d打印机“打印”pc制品的过程中,也遇到了一些亟待解决的技术问题,主要表现为以下两个方面:
5.第一,当待打印的工件是用特定配方的pc材料制作时,打印过程往往不流畅,特别是3d打印机的喷头容易被特定配方的pc材料阻塞。具体地说,生产实践中使用的pc材料并非一种单一的材料,而是根据特定的目的添加有特定物质组分的聚合物,例如,申请号为202011303017.6的发明专利申请所公开的技术方案为了提高pc制品的透明度、硬度(耐刮性能)和抗uv老化性能,在pc材料中添加有纳米二氧化硅、透明增韧剂等多种物质成分。然而,添加有纳米二氧化硅、透明增韧剂等物质成分的 pc材料也存在流动性较差的问题,导致3d打印过程中出现打印迟滞甚至阻塞喷涂的情况。
6.第二,在pc材料逐层累加、堆积成型的过程中,3d打印也可能因多种原因(包括打印迟滞、机械故障、计算机病毒、打印程序本身的缺陷等)产生分层偏差,导致最终成型的pc制品不合格。目前,pc制品生产企业对于3d打印过程中产生的分层偏差,主要是通过质检人员事后检测pc制品予以发现。这种处理方式不仅效率低,而且也会因pc材料的浪费而提高企业的生产成本。
7.另需说明的是,在3d打印技术领域,部分技术人员已经成功地运用图像识别技术监测3d打印过程中的分层偏差。例如,授权公告号为cn 104943176 b的发明专利公开了一种基于图像识别技术的3d打印机及其打印方法。所述打印机包含3d打印机主体、供电模块、图像采集设备和图像采集处理模块,图像采集设备设置在3d打印机主体上,图像采集处理模块与图像采集设备通讯连接,供电模块与3d打印机主体、图像采集设备和图像采集处理
模块连接并给3d打印机主体、图像采集设备和图像采集处理模块供电;所述图像采集设备包含摄像头安装底板、四个底部摄像头和一个顶部摄像头,所述摄像头安装底板为正方形框架,四个底部摄像头分别固定在摄像头安装底板四条边的中点位置并且四个底部摄像头均朝向摄像头安装底板中心,四个底部摄像头设置在3d打印机主体的喷头同一水平面上,顶部摄像头竖直设置在3d打印机主体的喷头上侧。所述打印方法主要包括通过摄像头获取打印过程中的图像,并通过计算机对图像进行处理等五个步骤。又如,西安电子科技大学研究生武振寰的硕士学位论文《基于fdm3d打印的图像识别技术研究》对图像识别技术及其在3d打印技术领域的应用作了系统、全面的介绍。
8.上述发明专利或硕士论文所公开的技术方案,特别是通过计算机比对前后相邻的分层打印图像的相似度,来监测分层打印偏差的技术手段,对于解决pc制品3d打印过程中的分层偏差具有一定的启发作用。但是,简单地搬用上述技术方案,不能圆满地解决pc制品的3d打问题,原因如下:
9.第一,pc制品在3d打印过程中出现的分层偏差,在很大程度上与打印机喷头被 pc材料阻塞有关,虽然计算机图像识别技术能够自动发现因打印机喷头被阻塞而产生的分层偏差(在完全阻塞的情况下,实际上不会出现新的分层),但解决不了打印机喷头被阻塞的问题。
10.第二,判断分层偏差的方法过于复杂化,而过于复杂的判断方法也会增加相关的计算机程序编程的难度,并占用更大的计算机内存空间。
11.总之,3d打印技术与pc材料技术的结合反映了本领域的发展趋势,但是,上述两方面的问题也制约了3d打印技术在pc制品制造技术领域的应用。
技术实现要素:
12.本发明的目的旨在解决pc材料在3d打印机中的流畅输送问题和3d打印过程中的分层偏差实时监测问题,从而克服上述现有技术的缺陷。该目的是通过下述技术方案实现的:
13.一种pc制品的3d打印工艺,包括配料工序和3d打印程序两个阶段;在配料工序阶段,按照下述重量份配备pc材料并充分混合均匀:
14.树脂基料40-60份,聚甲基丙烯酸甲酯6-12份,聚碳酸酯二元醇4-8份,抗氧化剂5-8份,纳米二氧化硅8-15份,透明增韧剂5-8份,抗uv助剂0.5-2份,相容剂 0.5-2份,山苍子油3-5份;
15.在3d打印程序阶段,按照设定的程序打印pc制品,并按照下述工作步骤实时监测3d打印过程中的分层偏差:
16.步骤1,使用与3d打印机配套的高速摄像机拍摄3d分层打印图片,将3d分层打印图片输送到用于控制3d打印机工作的计算机的控制单元中,并将3d分层打印图片编辑成tif图片(tagged image file format);
17.步骤2,使用计算机中的检测软件对相邻的tif图片进行对比,该步骤具体分为以下两子步骤:
18.步骤2—1,对第n+1张tif图片与第n张tif图片的相似度进行比较,n为大于或等于1的正整数;
19.步骤2—2,对第n+2张tif图片与第n+1张tif图片的相似度进行比较;
20.步骤3,判断打印过程是否正常,如果第n+1张tif图片与第n张tif图片的相似度≥99%,第n+2张tif图片与第n+1张tif图片的相似度也≥99%,则判定打印过程正常,可继续执行3d打印程序;如果前述两个相似度均《99%,则判定打印过程异常,应停止执行3d打印程序;如果前述两个相似度中,只有一个相似度≥99%,则执行步骤4;
21.步骤4,对第n+3张tif图片与第n+2张tif图片的相似度进行比较,如果相似度≥99%,则判定打印过程正常,可继续执行3d打印程序,并继续检测后续相邻图片之间的相似度;如果第n+3张tif图片与第n+2张tif图片的相似度《99%,且第 n+2张tif图片与第n+1张tif图片的相似度也《99%,则判定打印过程异常,并停止执行3d打印程序;如果第n+3张tif图片与第n+2张tif图片的相似度《99%,但第 n+2张tif图片与第n+1张tif图片的相似度≥99%,则继续3d打印程序并检测后续相邻tif图片的相似度。
22.总之,只有连续两次出现被比较的相邻tif图片的相似度《99%的情况,才可判定打印过程异常,如果没有连续出现被比较的相邻tif图片的相似度《99%的情况,则可继续打印,并继续检测后续的相邻tif图片的相似度。
23.在上述技术方案的基础上,本发明可采用下述技术手段,以便更好地实现本发明的目的:
24.所述树脂基料由pc树脂、pmma树脂与abs树脂按照质量比8:2:1的比例组成。
25.进一步地,所述抗氧化剂为受阻酚类抗氧化剂、亚磷酸酯类抗氧化剂中的一种或两种的混合。
26.进一步地,所述纳米二氧化硅是通过表面改性的纳米二氧化硅。
27.进一步地,所述透明增韧剂为甲基丙烯酸甲酯-丁二烯-苯乙烯共聚物,该共聚物的粒径为150nm。
28.进一步地,所述抗uv助剂为二苯甲酮类uv稳定剂、苯并三唑类uv稳定剂和三嗪类uv稳定剂中的一种或多种的混合。
29.进一步地,所述相容剂为乙烯-丙烯酸甲酯共聚物ema、苯乙烯-马来酸酐共聚物sma、乙烯-丙烯酸甲酯-甲基丙烯酸缩水甘油酯无规三元共聚物中的一种或几种的混合物。
30.进一步地,在所述3d打印程序阶段,分层打印的厚度为0.1~0.3mm。
31.进一步地,在所述3d打印程序阶段,pc材料的温度控制在45~55℃之间。
32.进一步地,在执行所述步骤2、步骤4时,使用计算机的滑动窗口对被比较的每一张tif图片进行分块,分块后的总数n≥100,并根据窗口形状对分块的影响,采用高斯加权方法计算每一窗口的均值、方差和协方差,从而得到各分块的结构相似度,最后根据各分块的结构相似度的加权平均值确定被比较的tif图片的相似度。
33.与现有技术相比,本发明具有下述有益效果:
34.1、通过在pc材料中加入适量的山苍子油,本发明有效地改善了pc材料的流动性,从而解决了pc材料打印过程中的阻塞问题。
35.2、通过连续比较相邻tif图片的相似度,本发明实时发现pc制品3d打印过程中的分层偏差,从而便于现场操作人员及时发现问题并采取措施。
36.3、所打印的pc制品不仅透明度、硬度、韧度高,而且厚薄均匀,表面光泽度良好,且具有良好的抗uv老化性能。
37.4、节省了模具的开发、生产与使用成本。
38.5、可使用现有的3d打印机、高速摄像机、计算机(包括工控机)等设备实现pc 制品的3d打印过程,便于pc制品生产企业推广实施。
附图说明
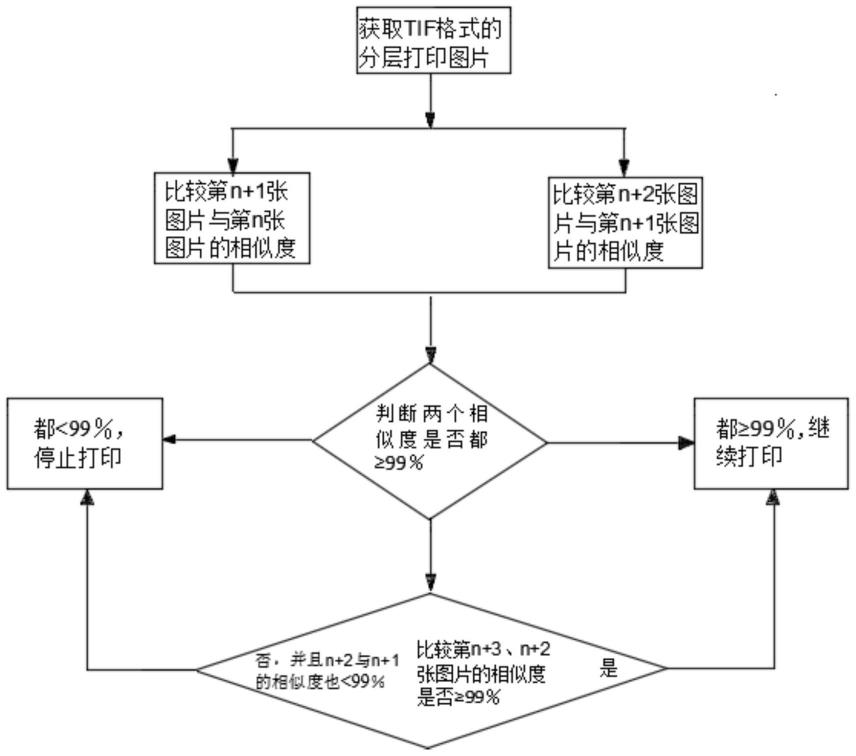
39.图1为本发明的一个实施例在3d打印程序阶段的工作流程图。
具体实施方式
40.为了便于本领域技术人员更加充分地理解本发明的技术方案,以下附图,介绍本发明的一个实施例。
41.一种pc制品的3d打印工艺,包括配料工序和3d打印程序两个阶段;在配料工序阶段,按照下述重量份配备pc材料并充分混合均匀:
42.树脂基料40-60份,聚甲基丙烯酸甲酯6-12份,聚碳酸酯二元醇4-8份,抗氧化剂5-8 份,纳米二氧化硅8-15份,透明增韧剂5-8份,抗uv助剂0.5-2份,相容剂0.5-2份,山苍子油3-5份。
43.在本实施例中,所述树脂基料由pc树脂、pmma树脂与abs树脂按照质量比8:2:1 的比例组成;所述抗氧化剂为受阻酚类抗氧化剂、亚磷酸酯类抗氧化剂中的一种或两种的混合(两者可以任意比例混合);所述纳米二氧化硅是通过表面改性的纳米二氧化硅;所述透明增韧剂为甲基丙烯酸甲酯-丁二烯-苯乙烯共聚物,该共聚物的粒径为 150nm;所述抗uv助剂为二苯甲酮类uv稳定剂、苯并三唑类uv稳定剂和三嗪类uv 稳定剂中的一种或多种的混合;所述相容剂为乙烯-丙烯酸甲酯共聚物ema、苯乙烯
‑ꢀ
马来酸酐共聚物sma、乙烯-丙烯酸甲酯-甲基丙烯酸缩水甘油酯无规三元共聚物中的一种或几种的混合物。
44.总的说来,本实施例中的pc材料配方与202011303017.6号发明专利申请所公开的 pc材料配方基本相同,两者的主要区别是,在本实施例中,pc材料配方中还包括山苍子油3-5份(重量份)。山苍子油在本发明中的作用是改善pc材料的流动性,确保打印过程的流畅,特别是防止pc材料阻塞3d打印机喷头。需要特别说明的是,山苍子油的份数不宜低于3份,否则不能明显改善pc材料的流动性,也不宜超过5份,否则会降低 pc材料的总体性能。另需说明的是,如果只是为了提高改善pc材料的流动性,也可以使用同样重量份的蓖麻油替代山苍子油,但使用蓖麻油会明显降低pc材料的总体性能。
45.如图1所示,在3d打印程序阶段,本实施例按照计算机设定的程序打印pc制品,并按照下述工作步骤实时监测3d打印过程中的分层偏差:
46.步骤1,使用与3d打印机配套的高速摄像机拍摄3d分层打印图片,将3d分层打印图片输送到用于控制3d打印机工作的计算机的控制单元中,并将3d分层打印图片编辑成tif(tagged image file format)格式的图片,亦即tif图片;
47.步骤2,使用计算机中的检测软件对相邻的tif图片进行对比,该步骤具体分为以下两子步骤:
48.步骤2—1,对第n张tif图片与第n+1张tif图片的相似度进行比较,n为大于或等于1的正整数;
49.步骤2—2,对第n+1张tif图片与第n+2张tif图片的相似度进行比较。
50.步骤3,判断打印过程是否正常,如果第n+1张tif图片与第n张tif图片的相似度≥99%,第n+2张tif图片与第n+1张tif图片的相似度也≥99%,则判定打印过程正常,可继续执行3d打印程序;如果前述两个相似度均《99%,则判定打印过程异常,应停止执行3d打印程序;如果前述两个相似度中,只有一个相似度≥99%,则执行步骤4。
51.需要特别说明的是,在相邻图片的相似度中,如果只有一个相似度《99%,就不能判定打印过程异常(出现分层偏差),其原因在于:pc制品的tif图片原本就是有可能发生变化的,例如,在pc制品为中部带有壶嘴的水壶的情况下,当3d打印机逐层打印到带有壶嘴的部分时,水壶的横截面形状会发生显著变化,因此,在相邻的tif 图片中,出现一次相似度《99%的情况也是正常的,但是,连续两次出现相似度《99%的情况则是不正常的。另需说明的是,本实施例之所以将99%的相似度作为判断标准,是因为:一方面,打印过程中即使出现分层偏差(特别分层厚度小于1mm的情况下),相邻tif图片的相似度一般也会高于98%,另一方面,tif图片的获得和判断过程也可能出现某些误差。然而,即便有误差,如果相邻的tif图片连续两次出现相似度《99%的情况,就足以判断3d打印过程出现了分层偏差,在这种情况下,就需要中止打印程序,由现场操作人员或/和设计人员检查导致分层偏差产生的原因。从发明人多次实验的情况看,导致分层偏差的主要原因是与3d打印机有关的机械故障或者打印机喷头被阻塞,而次要的原因则是计算机(工控机)感染了计算机病毒,至于3d打印程序本身出错的情况,一般极少出现。
52.步骤4,对第n+3张tif图片与第n+2张tif图片的相似度进行比较如果相似度≥99%,则判定打印过程正常,可继续执行3d打印程序;如果相似度《99%,且属于连续两个相似度小于《99%的情形,则判定打印过程异常,并停止执行3d打印程序。所谓连续两个相似度小于《99%的情形,是指第n+2张tif图片与第n+1张图片之间的相似度也小于《99%。如果没有连续出现两个相似度小于《99%的情形,则继续打印并检测后续相邻图片的相似度。
53.需要强调的是,为了兼顾pc制品的质量和3d打印的效率,本实施例在执行3d 打印程序的过程中,分层打印的厚度为0.1~0.3mm,并将打印过程中的pc材料的温度控制在45~55℃。本实施例之所将分层打印的厚度设置为0.1~0.3mm,并将打印过程中的pc材料的温度控制在45~55℃,是因为:其一,山苍子油的作用只是增加 pc材料的流动性,对pc制品本身的质量,没有积极作用,甚至有消极影响(用量越大,影响越明显);其二,山苍子油具有挥发性,将分层打印的厚度设置为0.1~0.3mm,将打印过程中的pc材料的温度控制在45~55℃,有利于山苍子油的挥发,从而减少其在pc制品中的含量。虽然更高的温度,有助于山苍子油的挥发,但在打印过程中, pc材料的温度过高,也会影响最终打印成型的pc制品的质量。另外,更小的分层厚度虽然有利于山苍子油的挥发,但是,分层厚度过小,也会影响3d打印的效率。
54.另需说明的是,本发明可使用现有技术中已有的图像识别方法判断相邻的分层打印图片的相似度。就本实施例而言,在执行步骤2、步骤4时,可使用计算机的滑动窗口对被比较的每一张tif图片进行分块,分块后的总数n≥100,并根据窗口形状对分块的影响,采用高斯加权方法计算每一窗口的均值、方差和协方差,从而得到各分块的结构相似度,最后根据各分块的结构相似度的加权平均值确定被比较的tif图片的相似度。
55.最后,需要强调的是,本发明所涉及的3d打印原理(特别是图像识别原理)部分地借鉴了西安电子科技大学研究生武振寰的硕士学位论文《基于fdm3d打印的图像识别技术
研究》所公开的相关技术内容,因此,对本说明书未详细介绍的技术内容,可参阅该硕士论文。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1