一种PVC装饰膜生产工艺的制作方法
一种pvc装饰膜生产工艺
技术领域
1.本技术涉及pvc装饰膜的领域,尤其是涉及一种pvc装饰膜生产工艺。
背景技术:
2.pvc装饰膜的3d立体效果好,可以制造出许多纯纸不能达到的特殊花纹,具有优良的防水性能,能够抵御油脂和湿气的侵蚀,适宜用在厨房和卫生间。
3.目前的pvc装饰膜生产工艺包括以下工艺步骤:s1、计量:对所需原料进行计量;s2、搅拌混合:将计量完成的原料进行搅拌混合;s3、密炼:将搅拌完成的原料进行密炼;s4、压延:对密炼完成的原料压延成一定厚度;s5、冷却:对压延完成后的原料进行冷却得到pvc膜;s6、附着:将pvc膜上附着隔离涂层以及肤感涂层,得到pvc装饰膜。
4.针对上述中的相关技术,发明人认为存在有以下缺陷:在对pvc膜进行附着涂料时,涂料中可能产生气泡,导致涂料不能完整的将pvc膜进行覆盖,降低pvc装饰膜的产品质量。
技术实现要素:
5.为了减少涂料中的气泡,提高pvc装饰膜的产品质量,本技术提供一种pvc装饰膜生产工艺。
6.本技术提供的一种pvc装饰膜生产工艺采用如下的技术方案:一种pvc装饰膜生产工艺,包括以下工艺步骤:s1、计量:对所需原料进行计量;s2、搅拌混合:将计量完成的原料进行搅拌混合;s3、密炼:将搅拌完成的原料进行密炼;s4、压延:对密炼完成的原料压延成一定厚度;s5、冷却:对压延完成后的原料进行冷却得到pvc膜;s6、消除气泡:将需要附在pvc膜上的涂料通过对上料辊挤压的方式进行消除气泡;s7、附着:将pvc膜上附着隔离涂层以及肤感涂层,得到pvc装饰膜。
7.通过采用上述技术方案,附着前将涂料中的气泡进行减少,减少在附着是涂料由于气泡导致涂料难以完全覆盖于pvc膜上的情况发生,提高pvc装饰膜的产品质量。
8.可选的,所述s6通过消泡装置将涂料内的气泡进行除去,所述消泡装置包括机架、储料盒、上料辊、漂浮辊以及用于带动上料辊转动的驱动电机,所述储料盒设置于机架上,所述上料辊转动连接于机架上,所述上料辊用于浸入储料盒内的涂料内,所述漂浮辊位于储料盒内,所述漂浮辊用于与上料辊相抵触并带动漂浮辊转动。
9.通过采用上述技术方案,使用时,驱动电机带动上料辊转动,上料辊将储料盒内的涂料粘附并转动至pvc膜正下方,使得pvc膜正下方形成涂层,上料辊带动漂浮辊转动,使得位于上料辊与漂浮辊之间的涂料内气泡被漂浮辊与上料辊挤破,减少上料辊上附带的涂料
内的气泡产生;上料辊带动漂浮辊转动并抖动,实现漂浮辊对储料盒内的涂料进行振动消泡,减少涂料凝结的情况发生。
10.可选的,所述漂浮辊包括塑料袋套筒,所述塑料袋套筒内充满气体,所述塑料袋套筒两端进行捆绑密封。
11.通过采用上述技术方案,塑料袋套筒易获取,对塑料袋套筒进行充气捆绑,将使得塑料袋套筒表面形成凹凸不平,对涂料内的气泡进行挤破,结构简单。
12.可选的,所述机架上设置有用于将储料盒内的涂料进行流动的流动组件,所述流动组件包括流动管、滞留箱以及流动泵体,所述滞留箱与储料盒相连通,所述流动管一端与储料盒相连通,所述流动管另一端与滞留箱相连通,所述流动泵体设置于所述流动管上。
13.由于涂料成稠状,需要不断流动才能减少涂料凝结的情况发生。
14.通过采用上述技术方案,使用时,储料盒内的涂料流动至滞留箱内,随后流动泵体将滞留箱内的涂料从流动管内流动至储料盒内,实现对储料盒内的涂料进行流动,减少滞留箱内的涂料凝结的情况发生。
15.可选的,所述流动组件还包括用于对涂料内的杂质进行过滤的过滤网;所述过滤网设置于滞留箱内,所述流动管的一端位于过滤网下方。
16.通过采用上述技术方案,使用时储料盒内的涂料经过过滤网后进入至滞留箱内,减少在工作时涂料内的杂质再次进入至储料盒内的情况发生。
17.可选的,所述流动组件还包括固定夹以及固定框体;所述固定框体设置于滞留箱内;所述过滤网通过固定夹夹持于固定框体上。
18.通过采用上述技术方案,在需要对过滤网进行更换时,操作人员只需要将固定夹从固定框体上取下,实现对过滤网的更换。
19.可选的,所述储料盒上设置有用于将涂料内的气泡进行抽出的负压组件,所述负压组件包括两个阻挡板、负压管以及用于将两个阻挡板之间形成一定负压状态的抽气件;两个所述阻挡板用于将上料辊的两端以及漂浮辊的两端相接触,所述负压管一端设置于阻挡板上并与两个阻挡板之间相连通,所述负压管另一端与抽气件相连。
20.通过采用上述技术方案,在使用时,抽气件对两个阻挡板之间的空间进行抽气,使得阻挡板之间形成负压,使得位于两个阻挡板之间的涂料上的气泡破裂,进一步减少了涂料中的气泡。
21.可选的,所述抽气件包括抽气筒体、抽气杆、第一单向阀、第二单向阀以及用于带动抽气杆移动的驱动结构;所述负压管一端与抽气筒体相连通,所述抽气杆滑移连接于抽气筒体内,所述第一单向阀设置于负压管与抽气筒体相连通处,所述第一单向阀用于阻挡抽气筒体内的气体通过负压管排出,所述第二单向阀设置于所述抽气筒体上,所述第二单向阀用于将抽气筒体内的气体排出。
22.通过采用上述技术方案,使用时,驱动结构带动抽气杆往复移动,驱动结构在带动抽气杆在从抽气筒体内抽出时,第一单向阀打开,第二单向阀关闭,使得抽气杆将抽气筒体以及两个阻挡板之间的气体通过负压管以及第一单向阀进入至抽气筒体内;驱动结构在带动抽气杆在压入抽气筒体内时,第一单向阀关闭,第二单向阀打开,使得抽气筒体内的气体通过第二单向阀排出,实现抽气杆一直对两个阻挡板之间的空间进行抽气。
23.可选的,所述过滤网转动连接于所述滞留箱内,所述过滤网上设置有用于维持过
滤网水平状态的复位扭簧。
24.通过采用上述技术方案,使用时,储料盒内的涂料流入至过滤网一侧时,过滤网在涂料的冲击下转动,复位扭簧维持过滤网水平状态,使得过滤网形成抖动的状态,使得过滤网上的涂料能更快的经过过滤网,加快过滤速度。
25.可选的,所述驱动结构包括移动杆以及驱动板,所述移动杆设置于所述抽气杆上,所述驱动板设置于所述过滤网上,所述驱动板上开设有供移动杆滑移的腰型孔,所述移动杆滑移连接与腰型孔内。
26.通过采用上述技术方案,在涂料冲击于过滤网上,使得过滤网抖动时,驱动板随着过滤网进行往复摆动,使得驱动板带动移动杆以及抽气杆往复运动,实现在涂料冲击于过滤网上使得过滤网抖动的同时,实现带动抽气杆的往复运动,结构简单,操作方便。
27.综上所述,本技术包括以下至少一种有益技术效果:1.通过在冷却与附着的步骤之间增加消除气泡的步骤,减少涂料附着在pvc膜上的完整性,提高pvc装饰膜的质量;2.通过消泡装置减少涂料内的气泡产生,并能在一定程度上减少涂料由于长时间没有搅动导致涂料凝结的情况发生;3.负压组件以及抽气件,实现对两个阻挡板之间的空间产生负压,使得为两个阻挡板之间的涂料上的气泡破裂,进一步减少涂料上的气泡。
附图说明
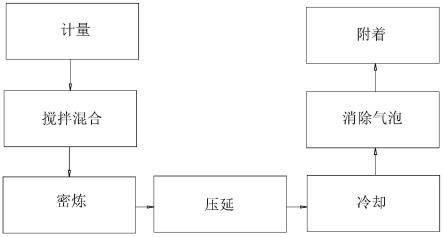
28.图1是本技术pvc装饰膜生产工艺的工艺流程图。
29.图2是消泡装置的整体结构示意图。
30.图3是图2中上料辊以及漂浮辊的结构示意图。
31.图4是图2中流动组件的结构示意图。
32.图5是图2中负压组件的结构示意图。
33.图6是图4中的剖视图,用于展示驱动结构。
34.图7是图6中抽气筒体的剖视图,用于展示第一单向阀以及第二单向阀。
35.附图标记:1、机架;11、储料盒;12、上料辊;13、漂浮辊;131、塑料袋套筒;14、驱动电机;2、流动组件;21、流动管;211、抽入管;212、抽出管;22、滞留箱;23、出料槽体;24、流动泵体;25、固定夹;26、固定框体;27、过滤网;3、复位扭簧;4、负压组件;41、阻挡板;42、负压管;43、抽气件;431、抽气筒体;432、抽气杆;433、第一单向阀;434、第二单向阀;435、驱动结构;4351、移动杆;4352、驱动板;4353、腰型孔。
具体实施方式
36.以下结合附图1-7对本技术作进一步详细说明。
37.本技术实施例公开一种pvc装饰膜生产工艺。参照图1,一种pvc装饰膜生产工艺包括以下工艺步骤:s1、计量:对所需原料进行计量;s2、搅拌混合:将计量完成的原料进行搅拌混合;s3、密炼:将搅拌完成的原料进行密炼;
s4、压延:对密炼完成的原料压延成一定厚度;s5、冷却:对压延完成后的原料进行冷却得到pvc膜;s6、消除气泡:将需要附在pvc膜上的涂料进行消除气泡;s7、附着:将pvc膜上附着隔离涂层以及肤感涂层,得到pvc装饰膜。
38.参照图2以及图3,s6通过消泡装置将涂料内的气泡进行除去,消泡装置包括机架1、储料盒11、上料辊12、两个漂浮辊13以及用于带动上料辊12转动的驱动电机14;储料盒11固定连接于机架1上,上料辊12转动连接于储料盒11内,上料辊12长度方向与储料盒11长度方向平行;驱动电机14固定连接于储料盒11的一端,驱动电机14的输出轴与上料辊12同轴固定连接,上料辊12最低处浸入至储料盒11的涂料内。
39.参照图2以及图3,漂浮辊13包括塑料袋套筒131,塑料袋套筒131内充满气体,充满气体的塑料袋套筒131两端进行捆绑密封;漂浮辊13位于上料辊12的两侧并沿储料盒11宽度方向分布,漂浮辊13与上料辊12相抵触。
40.参照图2以及图4,机架1上设置有用于带动储料盒11内的涂料进行流动的流动组件2,流动组件2包括流动管21、滞留箱22、出料槽体23、流动泵体24、固定夹25、固定框体26、用于对涂料内的杂质进行过滤的过滤网27;出料槽体23的一端固定连接于储料盒11的一侧并与储料盒11内部相连通,出料槽体23沿储料盒11宽度方向倾斜设置,出料槽体23较低端远离储料盒11;滞留箱22位于出料槽体23出料端的正下方;固定框体26转动连接于滞留箱22内侧壁上,固定框体26的转动轴与储料盒11长度方向平行;固定框体26与滞留箱22内侧壁之间设置有复位扭簧3,复位扭簧3一端固定连接于滞留箱22的内侧壁上,复位扭簧3另一端固定连接于固定框体26上;过滤网27放置于固定框体26内并通过固定夹25安装于固定框体26上。
41.参照图2以及图4,流动管21包括抽入管211以及抽出管212;抽入管211一端位于滞留箱22内,抽入管211另一端与流动泵体24的抽取端相连通;抽出管212一端通过夹子固定连接于储料盒11的一端,抽出管212的另一端通过夹子固定连接于储料盒11的另一端,抽出管212的中部用于与流动泵体24抽出端相连通。
42.参照图2以及图5,储料盒11上设置有用于将涂料内的气泡进行抽出的负压组件4,负压组件4包括两个阻挡板41、负压管42以及用于将两个阻挡板41之间形成一定负压状态的抽气件43;两个阻挡板41位于塑料袋套筒131的两侧,两个阻挡板41均固定连接于储料盒11的内侧壁上,两个阻挡板41沿塑料袋套筒131长度方向分布,两个阻挡板41用于将塑料袋套筒131与上料辊12之间的空间两侧进行封堵。
43.参照图6以及图7,抽气件43包括抽气筒体431、抽气杆432、第一单向阀433、第二单向阀434以及用于带动抽气杆432移动的驱动结构435;抽气筒体431竖直设置,抽气筒体431固定连接于滞留箱22的内侧壁上,负压管42的一端固定连接于阻挡板41上并与两个阻挡板41之间的空间相连通,负压管42另一端固定连接于抽气筒体431上端面并与抽气筒体431内部相连通;抽气杆432竖向滑移连接于抽气筒体431内,第一单向阀433固定连接于负压管42内,第一单向阀433阻挡抽气筒体431内的气体通过负压管42排出;第二单向阀434固定连接于抽气筒体431的上端面,第二单向阀434用于将抽气筒体431内的气体排出。
44.参照图4以及图6,驱动结构435包括移动杆4351以及驱动板4352;驱动板4352固定连接于固定框体26上,驱动板4352上开设有供移动杆4351移动的腰型孔4353,腰型孔4353
长度方向与驱动板4352长度方向平行,移动杆4351一端固定连接于抽气杆432上,移动杆4351另一端滑移连接于腰型孔4353内。
45.本技术实施例一种pvc装饰膜生产工艺的实施原理为:使用时,储料盒11内的涂料通过出料槽体23流入至固定框体26内,固定框体26在涂料的冲击下固定框体26在复位扭簧3的带动下进行振动,使得位于过滤网27内的涂料在振动下能更快的通过过滤网27,提高过滤的效率;在固定框体26在涂料的冲击下摆动的同时,固定框体26通过驱动板4352带动移动杆4351位于腰型孔4353内滑移,使得移动杆4351沿竖直方向移动,从而带动抽气杆432的沿竖向往复运动。
46.在抽气杆432沿滑移出抽气筒体431的方向移动时,第一单向阀433开启,第二单向阀434关闭,使得两个阻挡板41之间空间内的空气通过负压管42以及第一单向阀433进入至抽气筒体431内,使得两个阻挡板41之间形成负压,两个阻挡板41之间的涂料内的气泡破碎,减少涂料中的气泡产生;在抽气杆432沿穿设入抽气筒体431的方向移动时,第一单向阀433关闭,第二单向阀434开启,使得位于抽气筒体431内的空气通过第二单向阀434排出至抽气针筒外。
47.经过过滤网27过滤后的涂料进入至滞留箱22内,随后在流动泵体24、抽入管211以及抽出管212重新进入至储料盒11内,实现对滞留箱22内的涂料进行流动,减少滞留箱22内的涂料凝结的情况发生。
48.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1