透镜的加工设备及其加工方法
1.本技术是基于申请日为2017年10月16日、申请号为 201710957858.0、发明名称为“透镜的加工设备及其加工方法”的分案申请。
技术领域
2.本发明涉及一种透镜的加工设备及其加工方法,属于光学部件制造技术领域。
背景技术:3.大尺寸环形沟槽结构透镜是一种一面为光面,另一面刻有同心圆或阿基米德螺线的透镜,目前在各个行业中的应用越来越广泛,比如:应用在太阳聚光领域,是聚光太阳能系统(cpv)中重要的光学部件之一,其性能优劣直接影响着cpv系统的聚光率的高低;应用在显示领域,其主要功能在于将投影机所投出的大发散角的光线收集起来,使得原来发散的光线可以集中于观众的视角内,以达到增加图像亮度的目的。在此背景及市场的需求下,制作一种高精度、高质量的结构是必要及市场必需的。
4.现有技术中的环形沟槽结构的加工方法多采用大型机床刻录模具,再用刻录好的模具进行整体浇注或模压成型,或者直接在镜片基材上进行磨削、刻录而成。现有技术中缺少对厚度均一性的卡控措施、胶水成型后固化前的形变及胶水/基低面气泡的排除措施。另外,在现有的锥形辊生产技术中,参见专利号为zl201410170395.x的在先专利所公开的内容可知,该工艺方式较为简单,缺少对结构厚度均一性及气泡排除的工艺方法,无法做到产品均一、外观性好的大尺寸菲涅尔产品,直通率较低,不利于后续应用。
技术实现要素:5.本发明所要解决的技术问题在于针对现有技术的不足,提供一种透镜的加工设备及其加工方法,加工出来的成品外观性、均匀性好,特别适应于大尺寸显示屏幕的生产及应用,提高产品良率,降低成本,保证屏幕具有较佳的视觉效果。
6.本发明所要解决的技术问题是通过如下技术方案实现的:一种透镜的加工设备,包括台架,所述加工设备主要包括固定在所述台架上的基材夹具和锥形圆辊组件,两者之间能够相对运动;所述锥形圆辊组件包括对应设置的镜面辊和结构辊,所述结构辊表面叠设有环形沟槽结构;所述加工设备包括胶水注入机构,胶水注入机构的胶水注入口位于所述结构辊的大半径区域;所述加工设备还包括固化机构,其设置在所述结构辊的下方;一基材固定在所述基材夹具上,所述基材从所述镜面辊和结构辊的间隙中穿过,在所述透镜的加工设备中形成穿模路径。为了保证有效脱模时间,所述穿模路径呈“s”形,所述基材从镜面辊上方穿入镜面辊和结构辊的间隙中,再从结构辊的下方和固化机构的上方穿出。
7.具体来说,所述基材夹具为半圆形,以其圆心为中心进行圆周运动,与锥形圆辊组件产生相对运动。
8.所述镜面辊和结构辊的小半径端分别通过第一轴承和第二轴承与一水平轴承相连,所述第一轴承和第二轴承使所述镜面辊和结构辊分别以其小半径端为固定端,以各自
轴线为中心,在水平面内自转;所述水平轴承使所述镜面辊和结构辊整体在水平面内以所述水平轴承为中心公转,与基材夹具产生相对运动。
9.为了便于调节,所述锥形圆辊组件中还设有调节组件,用于调整所述镜面辊和结构辊之间间隙的大小;所述调节组件主要包括开设在水平轴承侧面的环形槽,所述第一轴承嵌设在所述环形槽内,两侧通过固定挡块限位固定。
10.为了有效控制流量,所述胶水注入机构上还设有流量控制组件,所述流量控制组件包括:球阀或泵。
11.通常情况下,所述胶水注入机构中的胶水为光固胶,其粘度范围为50-500厘泊。
12.另外,所述固化机构由多个uv光源组成,有效照射面积为基材同结构辊的半包裹面积。
13.本发明还提供一种如上所述的透镜的加工设备的加工方法,该方法包括如下步骤:
14.步骤100:将基材固定在基材夹具上;
15.步骤200:开启胶水注入机构并在结构辊的大半径处注入胶水,并开启固化装置;
16.步骤300:基材夹具按照环形方向以其圆心为中心点进行圆周运动,同时带动基材,在镜面辊和结构辊之间移动;
17.步骤400:胶水注入机构注入的胶水通过镜面辊和结构辊之间的结构缝隙,形成同结构辊轴表面叠设的环形沟槽一致的结构后,到达固化装置的固化区域,完成瞬间固化,从而得到成型后的结构。为了保证有效脱模时间,所述步骤100进一步包括:将基材从镜面辊上方穿入镜面辊和结构辊的间隙中,从结构辊的下方和固化机构的上方穿出,穿模路径呈“s”形。
18.本发明还提供一种如上所述的透镜的加工设备的加工方法,该方法包括如下步骤:
19.步骤100:将基材固定在基材夹具上;
20.步骤200:开启胶水注入机构并在结构辊的大半径处注入胶水,并开启固化装置;
21.步骤300:镜面辊和结构辊以各自轴线为中心,在水平面内自转的同时,围绕一固定中心在水平面内公转,基材夹具保持固定不动,使基材相对于镜面辊和结构辊移动;
22.步骤400:胶水注入机构注入的胶水通过镜面辊和结构辊之间的结构缝隙,形成同结构辊轴表面叠设的环形沟槽一致的结构后,到达固化装置的固化区域,完成瞬间固化,从而得到成型后的结构。为了保证有效脱模时间,所述步骤100进一步包括:将基材从镜面辊上方穿入镜面辊和结构辊的间隙中,从结构辊的下方和固化机构的上方穿出,穿模路径呈“s”形。
23.综上所述,本发明提供一种透镜的加工设备及其加工方法,具有以下优点:通过锥形镜面辊与结构辊的间隙控制,精确保证胶水用量,降低损耗;采用边成型边固化的结构成型方式,能够得到精确的结构角度;在边成型边固化的结构成型方式基础上,可选用粘度较低的胶水,胶水在两轮间v型槽储存及循环,可完全排除胶水内气泡,成型结构厚度均一性好,结构外观性好,无细小气泡影响;特别适应于大尺寸显示屏幕的生产及应用,提高产品良率,降低成本,保证屏幕具有较佳的视觉效果。
24.下面结合附图和具体实施例,对本发明的技术方案进行详细地说明。
附图说明
25.图1为本发明加工设备的整体结构示意图;
26.图2为本发明基材在镜面辊和结构辊之间的设置方式立体图;
27.图3为本发明基材在镜面辊和结构辊之间的设置方式示意图;
28.图4、图5和图6分别为本发明镜面辊和结构辊与各自轴承的连接结构示意图;
29.图7为本发明调节组件结构示意图;
30.图8为本发明带有环形沟槽微结构的透镜成品示意图。
具体实施方式
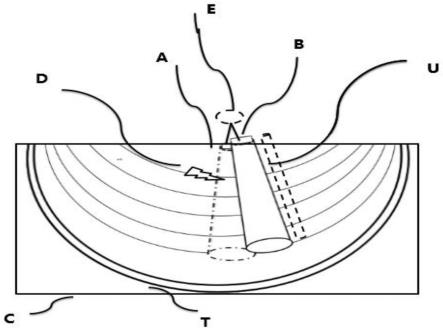
31.图1为本发明加工设备的整体结构示意图;图2为本发明基材在镜面辊和结构辊之间的设置方式立体图;图3为本发明基材在镜面辊和结构辊之间的设置方式示意图。如图1至图3所示,本发明提供一种透镜的加工设备,该加工设备主要包括基材夹具t和锥形圆辊组件,且两者之间能够相对运动。具体来说,所述锥形圆辊组件包括对应设置的镜面辊a和结构辊b,所述镜面辊a表面电镀有硬金属涂层,所述结构辊b表面叠设有环形沟槽结构。结合图4和图5所示,结构辊b 表面叠设的环形沟槽是沿着该结构辊的圆周方向设置的完整的环形沟槽,且每道沟槽之间沿结构辊轴向等距离间隔设置。所述加工设备包括胶水注入机构d,该胶水注入机构d中的胶水注入口位于所述结构辊 b的大半径区域,胶水从注入口注入并覆设在基材c的表面上,当基材c从镜面辊a和结构辊b之间的间隙经过时,覆设在基材c表面上的胶水在叠设在结构辊b表面的环形沟槽的作用下形成与其一致的结构;所述加工设备还包括固化机构u,该固化机构u设置在所述结构辊b的下方,所述固化机构u由多个uv光源组成,且有效照射面积为基材c 同结构辊b的半包裹面积,使胶水迅速固化成形。
32.结合图2和图3所示,一基材c固定在所述基材夹具t上,保证在其上施加张力后基材c不会同基材夹具t之间出现相对位移。为了保证有效脱模时间,在基材夹具t和锥形圆辊组件之间的相对运动下,所述基材c从镜面辊a上方穿入镜面辊a和结构辊b的间隙中,从结构辊b的下方和固化机构u的上方穿出,穿模路径呈“s”形。其中的基材c包括pet、pc或pmma等材质。
33.由于基材c是固定在基材夹具t上的,两者之间没有相对运动,那么要完成整个加工过程,就需要基材夹具t和锥形圆辊组件两者之间能够产生相对运动。运动的方式可以根据实际要求采用多种方式,所述基材夹具t为半圆形,既可以以基材夹具的圆心为中心进行圆周运动,与锥形圆辊组件产生相对运动;又可以以镜面辊a和结构辊b 两者以其小半径端为中心,进行同线速度径向低摩擦转动,与基材夹具t产生相对运动。图4、图5和图6分别为本发明镜面辊和结构辊与各自轴承的连接结构示意图。如图4至图6所示,所述镜面辊a和结构辊b的小半径端分别通过第一轴承f和第二轴承g与一水平轴承e 相连,所述第一轴承f和第二轴承g使所述镜面辊a和结构辊b分别以其小半径端为固定端,以各自轴线为中心,在水平面内自转;同时,镜面辊a和结构辊b整体在水平面围绕一固定中心公转,即:镜面辊a 和结构辊b以水平轴承e的轴线为固定中心,沿水平轴承e的圆周方向转动。通过上述的自转和公转,并保持基材夹具固定不动,从而使镜面辊a和结构辊b与基材夹具t产生相对运动。
34.为了有效控制胶水厚度,所述锥形圆辊组件中还设有调节组件,用于调整所述镜面辊a和结构辊b之间间隙的大小。图7为本发明调节组件结构示意图。如图7所示,所述调节
组件主要包括开设在水平轴承e侧面的环形槽i,所述第一轴承f嵌设在所述环形槽i内,两侧通过固定挡块k限位固定。固定挡块k是通过固定螺母j设置在第一轴承f的两侧的,通过将固定挡块k固定在环形槽i的不同位置,实现对镜面辊a和结构辊b之间间隙大小的调整。在图7所示的实施例中,将第一轴承f嵌设在环形槽i内,在实际应用中,当然也可以根据需要,将第二轴承g嵌设在环形槽i内,无论将哪一个轴承通过固定的方式,都可以起到调整镜面辊a和结构辊b之间间隙大小的作用。
35.同时,还需要对胶水的流量进行有效控制,因此在所述胶水注入机构d上还设有流量控制组件,所述流量控制组件可以为水龙头式的,通过球阀来控制流量,也可以为泵式的,通过泵体来控制流量。通常情况下,所述胶水为光固胶,其粘度范围为50-500cps(厘泊)。
36.结合图1至图6所示,本发明所提供的透镜的加工设备的加工方法如下:
37.实施例一
38.首先:将基材c固定在基材夹具t上;为了保证有效脱模时间,将基材c从镜面辊a上方穿入镜面辊a和结构辊b的间隙中,从结构辊b的下方和固化机构u的上方穿出,穿模路径呈“s”形。然后:开启胶水注入机构d并在结构辊b的大半径处注入胶水,并开启固化装置u。紧接着:基材夹具t按照环形方向以其圆心为中心点进行圆周运动,同时带动基材c,在镜面辊a和结构辊b之间移动。最后:胶水注入机构d注入的胶水通过镜面辊a和结构辊b之间的结构缝隙,形成同结构辊轴表面叠设的环形沟槽一致的结构后,到达固化装置u的固化区域,完成瞬间固化,从而得到成型后的结构。图8为本发明带有环形沟槽微结构的透镜成品示意图。如图8所示可知,为本发明的成品表面带有与结构辊b表面叠设的环形沟槽相同的结构。
39.综上,在本实施例中,镜面辊a和结构辊b组合轴为水平方向固定,径向可自由转动;环形夹具t为环形方向可圆周运动。
40.实施例二
41.本实施例与实施例一基本相同,唯一不同之处在于在实施例一中,基材夹具t是运动的,而锥形圆辊组件是不动的;在实施例二中,镜面辊a和结构辊b以各自轴线为中心,在水平面内自转的同时,围绕一固定中心在水平面内公转,基材夹具t保持固定不动,使基材c相对于镜面辊a和结构辊b移动,在上述过程中,胶水注入机构d注入的胶水通过镜面辊a和结构辊b之间的结构缝隙,形成同结构辊轴表面叠设的环形沟槽一致的结构后,到达固化装置u的固化区域,完成瞬间固化,从而得到成型后的结构。
42.综上,在本实施例中,镜面辊a和结构辊b组合轴为水平向、径向皆可自由转动;环形夹具t为固定装置。
43.本实施例中的其他技术特征与实施例一基本相同,详细内容请参见实施例一,在此不再赘述。
44.综上所述,本发明提供一种透镜的加工设备及其加工方法,其有益效果包括如下几点:
45.1、通过锥形间隙轮与结构辊的间隙控制,精确保证胶水用量,降低损耗;
46.2、采用边成型边固化的结构成型方式,能够得到精确的结构角度;
47.3、在边成型边固化的结构成型方式基础上,可选用粘度较低的胶水,胶水在两轮间v型槽储存及循环,可完全排除胶水内气泡,成型结构厚度均一性好,结构外观性好,无细
小气泡影响。
48.本发明特别适应于大尺寸显示屏幕的生产及应用,提高产品良率,降低成本,保证屏幕具有较佳的视觉效果。