一种具有剪丝功能的连续纤维复合材料五轴3D打印机
一种具有剪丝功能的连续纤维复合材料五轴3d打印机
技术领域
1.本发明属于3d打印设备技术领域,具体涉及一种具有剪丝功能的连续纤维复合材料五轴3d打印机。
背景技术:
2.目前,常见的熔融沉积型3d打印机一般只有3个自由度属于2.5轴打印,对于具有复杂空间造型的构件,成型难度大、效率低;同时,现有面向连续纤维复合材料3d打印的设备少之又少,且由于连续纤维无法切断而没有办法实现连续纤维打印路径的中断或跳转。
3.因此,发明一种具有剪丝功能的连续纤维复合材料五轴3d打印机很有必要,既可以实现复杂空间构型的连续纤维增强热塑性树脂基复合材料的3d打印,同时可以在打印过程中根据零件的功能特征,选择性地规划连续纤维的铺放路径,实时剪断连续纤维,从而实现复杂形状连续纤维复合材料零件的快速3d打印。
技术实现要素:
4.为克服上述现有技术的不足,本发明的目的在于提供一种具有剪丝功能的连续纤维复合材料五轴3d打印机及打印方法,连续纤维复合材料五轴3d打印机成型工艺为喷嘴内实时浸渍3d打印工艺,可以根据所要打印构件各层材料要求的不同,实时调整所需的工艺参数(打印温度、打印层厚、打印速度、纤维取向等);当所要打印零件具有曲面切片、复杂空间造型或特殊功能等要求时,如倾斜角度较大、悬空或跨桥机构、等厚度曲面件等,在原本x-y-z 3个平动自由度的基础上设计了摇篮机构,增加了b、c轴两个旋转自由度,以实现此类复杂构件的打印;另外,为了满足打印路径的可设计及连续纤维的实时切断,在打印头设计了剪丝机构。
5.为实现上述目的,本发明采用的技术方案是:
6.一种具有剪丝功能的连续纤维复合材料五轴3d打印机,包括3d打印框架、摇篮机构、打印头和剪丝机构四部分;
7.所述的3d打印机框架包括x轴运动机构、y轴运动机构、z轴运动机构;x轴运动机构、y轴运动机构组成x,y轴运动机构;x,y轴运动机构为并联运动机构,x,y轴运动机构包括两个独立的驱动电机,两个驱动电机分别固定在3d打印框架两个同侧角外侧,3d打印框架另外一侧两个同侧角分别装有一个惰轮架,每个惰轮架上装有一个惰轮;x,y轴运动机构包括x轴运动导轨,x轴运动导轨上设有x轴滑块,两个x轴滑块各设有两组惰轮架及惰轮;两个y轴运动光杆装在x轴滑块上,y轴运动光杆还安装有y轴运动滑块;通过一条同步带按照hbot结构将2个驱动电机的输出轴同步轮、6个惰轮和y轴运动滑块连接起来;y轴运动滑块下侧设有竖向的连接板;连接板上设有打印头和剪丝机构;z轴运动机构设在两条x轴运动导轨外侧的3d打印机框上;z轴运动机构包括两个丝杠螺母组件,每个丝杠螺母组件都包括一根导柱、一根丝杠、一个螺母、一个螺母座和两个轴承座;导柱安装在导柱架上,导柱架设在3d打印框架侧面;螺母座安装有连接件,连接件与z轴平台固定连接,两个z轴平台之间连
接摇篮机构,z轴运动电机的输出轴上安装有同步轮一,同步轮一通过一根皮带分别与两个丝杠上的同步轮二相配合;
8.所述的摇篮机构包括b轴摆动机构所需的b轴电机,b轴电机安装在摇篮机构的侧板上,b轴电机的输出轴与主动同步轮连接,主动同步轮通过同步带与上方的从动同步轮配合,从动同步轮与摇床连接,摇床上装有c轴转动机构所需的c轴电机,c轴电机的过渡轴与打印平台连接;c轴电机通过过渡轴带动打印平台转动,过渡轴通过法兰与打印平台连接;
9.所述的打印头包括打印喷嘴、加热块、散热器、纤维挤出系统和树脂挤出系统,上述组成部分均安装在连接板上;纤维挤出系统包括纤维挤出电机,纤维挤出电机的输出轴上设有主动齿轮,主动齿轮与从动齿轮相啮合,从动齿轮相啮合设在从动轮轴上;通过主动齿轮与从动齿轮的啮合带动从动轮轴旋转,从动轮轴安装在从动轮轴箱内,从动轮轴箱安装在连接板上,从动轮轴另一端与对挤轮连接,对挤轮与从对挤轮将连续纤维丝束从两轮之间输出,并依次通过剪丝机构、加热块和打印喷嘴;加热块有两个入口和一个出口,两个入口分别为连续纤维入口和树脂入口,其中连续纤维入口与出口的轴线在一条直线上,树脂入口的轴线与连续纤维入口的轴线夹角为30
°
;树脂挤出系统包括树脂挤出电机,树脂挤出电机的输出轴与挤出机连接,挤出机的出口端通过喉管与加热块连通;在喉管外设有散热器,树脂依次通过挤出机、散热器、喉管,在加热块里与连续纤维相汇,通过打印喷嘴挤出;
10.所述剪丝机构设置在加热块与从动轮轴箱之间,通过直线舵机带动刀片做直线运动,完成连续纤维的剪丝动作;直线舵机通过螺栓固定在直线舵机板上,直线舵机板安装在连接板上;直线舵机与刀片通过螺栓连接,刀片挡板安装在连接板上;刀片的厚度为1mm,当直线舵机带着刀片运动时,刀片将连续纤维顶到刀片挡板上并将连续纤维剪断。
11.所述的3d打印框架1上的x轴运动机构,y轴运动机构,z轴运动机构为三个方向的平移运动机构;z轴运动机构通过一组对角布置的丝杠螺母组件和一组对角布置的导柱配合带动z轴平台及摇篮机构z向移动,x轴运动机构、y轴运动机构的移动则依照hbot结构通过控制两个驱动电机111的转速和转向,通过同步带带动打印头实现x轴运动和y轴运动;x、y轴运动机构设在3d打印框架顶部,z轴运动机构设在3d打印框架侧面,3d打印框架顶部还装有2个收卷轮。
12.所述的摇篮机构包括b轴摆动机构和c轴转动机构,b轴摆动机构带动摇床摆动,摇床上安装有c轴转动机构,c轴转动机构上装有打印平台,整个摇篮机构都安装在z轴运动机构上。
13.基于一种具有剪丝功能的连续纤维复合材料五轴3d打印机的打印方法,包括以下步骤:
14.步骤1,开始打印时,调整摇篮机构使得打印平台水平,剪丝机构的刀片处于收回状态,然后打印头进行x向和y向移动,打印平台进行z向移动和b轴,c轴两个方向的转动,摇篮结构有两个转动自由度:b轴转动自由度和c轴转动自由度,其中b轴转动就是指绕y轴的旋转运动,c轴转动就是指绕z轴的旋转运动,使打印喷嘴靠近打印起点;
15.步骤2,当打印喷嘴靠近打印起点时,树脂挤出电机开始驱动,将树脂材料从打印喷嘴挤出,根据规划的路径打印头进行x、y轴的移动,打印平台进行z轴移动和b轴方向、c轴方向的转动,直至此条纯树脂路径打印完毕;
16.步骤3,树脂挤出电机与纤维挤出电机同时驱动,将连续纤维复合材料从打印喷嘴挤出,根据规划的路径打印头进行x、y轴的移动,打印平台进行z轴移动和b轴方向、c轴方向的转动,在距此条连续纤维复合材料路径打印结束还有42mm路径时,直线舵机带动刀片运动将连续纤维束剪断,之后打印机继续工作直至此条连续纤维复合材料路径打印结束;
17.步骤4,根据规划的路径重复步骤2~3直至本层打印完毕,当本层打印完成时,打印平台在z轴丝杠螺母的带动下向下移动一个层厚,准备打印下一层;循环步骤2~4,直至完成整个部件打印。
18.本发明的有益效果是:
19.1)利用本发明可以制备含有连续纤维复合材料的3d打印零件,其中连续纤维复合材料中所含纤维的直径,种类和树脂材料的种类可以根据用户所需自行调整。
20.2)现有的连续纤维复合材料打印机大多采用预浸渍3d打印工艺,本发明采用实时浸渍3d打印工艺,相对于预浸渍3d打印工艺,它不需要提前准备预浸渍纤维,使得在保证了连续纤维复合材料质量的同时又减少了成本。
21.3)当所要打印零件具有曲面切片、复杂空间造型或特殊功能等要求时,如倾斜角度较大、悬空或跨桥机构、等厚度曲面件等,传统打印机需要提前打印辅助支撑,而本发明在现有3d打印机x轴,y轴,z轴三个移动自由度的基础上,增加了b轴,c轴两个转动自由度,可以直接打印出含有上述特殊结构的零件。
22.4)本发明具有的剪丝机构可以在打印过程中将连续纤维剪断,实现连续纤维打印路径的中断或跳转,增强了零件的可设计性。
附图说明
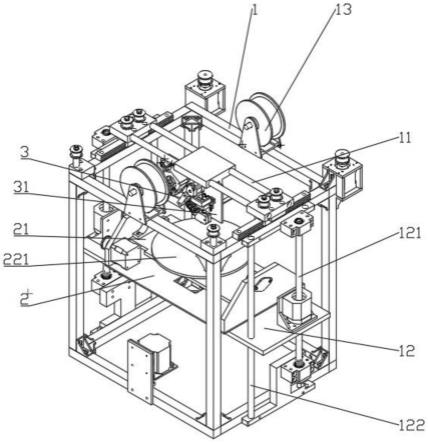
23.图1是本发明一种具有剪丝功能的连续纤维复合材料五轴3d打印机结构示意图。
24.图2是本发明装置中打印头立体图。
25.图3是本发明装置中打印头后视图。
26.图4是本发明装置中加热块剖视图。
27.图5是本发明装置中剪丝机构立体图。
28.图6是本发明装置中3d打印机框架立体图。
29.图7是本发明装置摇篮机构立体图。
30.图中:1-3d打印框架,11-x、y轴运动机构,111-驱动电机,112-惰轮架,113-惰轮,114-x轴运动导轨,115-x轴滑块,116-y轴运动光杆,117-y轴运动滑块,118-同步轮,12-z轴运动机构,121-丝杠螺母组件,122-导柱,123-丝杠,124-螺母,125-螺母座,126-轴承座,127-导柱架,128-连接件,129-z轴平台,1210-z轴运动电机,1211-第二连接件,13-收卷轮,2-摇篮机构,21-b轴摆动机构,211-b轴电机,212-侧板,213-主动同步轮,214-从动同步轮,215-摇床,22-c轴转动机构,221-打印平台,222-c轴电机,3-打印头,31-连接板,310-打印喷嘴,311-树脂挤出电机,312-挤出机,313-散热器,314-喉管,32-纤维挤出电机,33-主动齿轮,34-从动齿轮,35-从动轮轴,36-从动轮轴箱,37-对挤轮,38-从对挤轮,39-加热块,391-连续纤维入口,392-树脂入口,393-材料出口,394-加热棒安装孔,4-剪丝机构,41-直线舵机,42-刀片挡板,43-刀片,44-直线舵机板。
具体实施方式
31.下面结合附图和实施例对本发明的结构原理和工作原理作进一步详细说明。
32.一种具有剪丝功能的连续纤维复合材料五轴3d打印机,包括3d打印框架1、摇篮机构2、打印头3和剪丝机构4四部分;
33.所述的3d打印机框架1包括x轴运动机构、y轴运动机构、z轴运动机构;x轴运动机构、y轴运动机构组成x,y轴运动机构11;x,y轴运动机构11为并联运动机构,x,y轴运动机构包括两个独立的驱动电机111,两个驱动电机分别固定在3d打印框架两个同侧角外侧,3d打印框架另外一侧两个同侧角分别装有一个惰轮架112,每个惰轮架上装有一个惰轮113;x,y轴运动机构11包括x轴运动导轨114,x轴运动导轨上设有x轴滑块115,两个x轴滑块115各设有两组惰轮架112及惰轮113;两个y轴运动光杆116装在x轴滑块115上,y轴运动光杆还安装有y轴运动滑块117;通过一条同步带按照hbot结构将2个驱动电机111的输出轴同步轮118、6个惰轮113(3d打印框架上两个、x轴滑块115上4个,所以共6个)和y轴运动滑块连接起来;y轴运动滑块117下侧设有竖向的连接板31;连接板31上通过螺钉连接有打印头3和剪丝机构4;z轴运动机构12设在两条x轴运动导轨外侧的3d打印机框上;z轴运动机构12包括两个丝杠螺母组件121,每个丝杠螺母组件121都包括一根导柱122、一根丝杠123、一个螺母124、一个螺母座125和两个轴承座126;导柱122安装在导柱架127上,导柱架通过螺钉安装在3d打印框架1侧面;螺母座安装有连接件128,连接件128与z轴平台129固定连接,两个z轴平台之间连接摇篮机构2,z轴运动电机1210的输出轴上安装有同步轮一,同步轮一通过一根皮带分别与两个丝杠123上的同步轮二相配合;
34.所述的摇篮机构2包括b轴摆动机构21所需的b轴电机211,b轴电机安装在摇篮机构的侧板212上,b轴电机211的输出轴与主动同步轮213连接,主动同步轮通过同步带与上方的从动同步轮214配合,从动同步轮与摇床215连接,摇床215上装有c轴转动机构22所需的c轴电机222,c轴电机的过渡轴与打印平台221连接;c轴电机通过过渡轴带动打印平台221转动,过渡轴通过法兰与打印平台221连接;
35.所述的打印头3包括打印喷嘴310、加热块39、散热器313、纤维挤出系统和树脂挤出系统,上述组成部分均安装在连接板31上;纤维挤出系统包括纤维挤出电机32,纤维挤出电机32的输出轴上设有主动齿轮33,主动齿轮33与从动齿轮34相啮合,从动齿轮34相啮合设在从动轮轴35上;通过主动齿轮33与从动齿轮34的啮合带动从动轮轴35旋转,从动轮轴35安装在从动轮轴箱36内,从动轮轴箱安装在连接板上,从动轮轴35另一端与对挤轮37连接,对挤轮37与从对挤轮38将连续纤维丝束从两轮之间输出,并依次通过剪丝机构4、加热块39和打印喷嘴310;加热块39有两个入口和一个出口,两个入口分别为连续纤维入口391和树脂入口392,其中连续纤维入口与出口的轴线在一条直线上,树脂入口的轴线与连续纤维入口的轴线夹角为30
°
;树脂挤出系统包括树脂挤出电机311,树脂挤出电机311的输出轴与挤出机312连接,挤出机312的出口端通过喉管314与加热块39连通;在喉管314外设有散热器313,树脂依次通过挤出机312、散热器313、喉管314,在加热块39里与连续纤维相汇,通过打印喷嘴挤出;
36.所述剪丝机构4设置在加热块39与从动轮轴箱36之间,通过直线舵机41带动刀片做直线运动,完成连续纤维的剪丝动作;直线舵机41通过螺栓固定在直线舵机板44上,直线舵机板安装在连接板31上;直线舵机与刀片43通过螺栓连接,刀片挡板42安装在连接板上;
刀片的厚度为1mm,当直线舵机带着刀片运动时,刀片将连续纤维顶到刀片挡板上并将连续纤维剪断。
37.所述的3d打印框架1上的x轴运动机构,y轴运动机构,z轴运动机构为三个方向的平移运动机构;z轴运动机构通过一组对角布置的丝杠螺母组件121和一组对角布置的导柱122配合带动z轴平台及摇篮机构z向移动,x轴运动机构、y轴运动机构的移动则依照hbot结构通过控制两个驱动电机111的转速和转向,通过同步带带动打印头实现x轴运动和y轴运动;x、y轴运动机构11设在3d打印框架顶部,z轴运动机构12设在3d打印框架侧面,3d打印框架顶部还装有2个收卷轮13。
38.所述的摇篮机构2包括b轴摆动机构21和c轴转动机构22,b轴摆动机构带动摇床215摆动,摇床上安装有c轴转动机构,c轴转动机构22上装有打印平台221,整个摇篮机构都安装在z轴运动机构12上。
39.如图1所示,3d打印框架1包括x轴、y轴、z轴三个方向平移运动机构;为防止倾覆力矩的产生,z轴通过一组对角布置的丝杠螺母组件121和一组对角布置的导柱122配合带动z轴平台及摇篮机构z向移动,x、y轴的移动是将两个电机的转动转换成同步带的移动,最终由同步带带动打印头完成x、y轴移动。x、y轴运动机构11安装在3d打印框架1顶部,z轴运动机构12安装在3d打印框架1侧面,3d打印框架1顶部同时还装有2个收卷轮13。
40.打印头3包括连接板31、打印喷嘴310、散热器313、纤维挤出系统、树脂挤出系统;连接板用于安装固定打印喷嘴310、散热器313、纤维挤出系统、树脂挤出系统以及剪丝机构4。
41.剪丝机构4安装在连接板31上的打印喷嘴310与纤维挤出器315之间,通过直线舵机41带动刀片43做直线运动,从而完成连续纤维的剪丝动作。
42.摇篮机构2包括b轴摆动机构21和c轴转动机构22,b轴摆动机构21带动摇床215摆动,摇床215上安装着c轴转动机构22,c轴转动机构22上装有打印平台221,整个摇篮机构2都安装在z轴移动机构12上。
43.如图2,3,4所示,所述打印头3包含有纤维挤出电机32,纤维挤出电机32安装在连接板31上,纤维挤出电机32的输出轴上装有主动轮33,主动轮33与从动轮34相啮合,从动轮34固定在从动轮轴35一端,从动轮轴35安装在连接板31与从动轮轴箱36上,从动轮轴箱36安装在连接板31上,从动轮轴35另一端与对挤轮37连接,对挤轮37与从对挤轮38啮合,两个对挤轮之间有连续纤维丝束穿过,纤维丝依次通过加热块39、打印喷嘴310。所述加热块39有两个入口一个出口,两个入口分别为连续纤维入口391和树脂入口392,其中连续纤维入口391与出口393的轴线在一条直线上,树脂入口392的轴线与连续纤维入口391的轴线夹角为30
°
,其中394为加热棒安装孔。所述打印头3还包括树脂挤出电机311,树脂挤出电机311安装在连接板31上面,树脂挤出电机311的输出轴与挤出机312连接,树脂依次通过挤出机312、散热器313、喉管314,在加热块39里与连续纤维相遇,最后通过打印喷嘴310挤出。
44.如图5所示,所述剪丝机构4包括直线舵机41,直线舵机41通过螺栓固定在直线舵机板44上,直线舵机板44安装在连接板31上,所述直线舵机44与刀片43通过螺栓连接,刀片挡板42安装在连接板41上,所述剪丝机构4在打印喷嘴310与纤维挤出器315之间,远离打印零件,不会对打印零件产生影响。所述刀片43的厚度为1mm,当直线舵机41带着刀片43运动时,刀片43会将连续纤维顶到刀片挡板42上并将连续纤维剪断。
45.如图6所示,所述3d打印机框1架包括x,y,z三轴运动机构,其中x,y轴运动结构11为并联运动机构,x,y轴运动机构11包括两个独立的驱动电机111,两个驱动电机111固定在3d打印框架两个同侧角,另外两个角落分别装有惰轮架112,惰轮架112上装有惰轮113,x,y轴运动11机构包括x轴运动导轨114,x轴运动导轨114安装有x轴滑块115,x轴滑块115安装有两个惰轮113,两个y轴运动光杆116装在x轴滑块115上,y轴运动光杆116安装有y轴运动滑块117,通过一条同步带按照hbot结构将2个同步轮118,6个惰轮113和y轴运动滑块117连接起来,y轴运动滑块117与所述打印头3通过螺钉连接;z轴运动机构12包括两个丝杠螺母组件121,每个丝杠螺母组件121都包括一根导柱122,一根丝杠123,一个螺母124,一个螺母座125和两个轴承座126,所述导柱122安装在导柱架127上,导柱架127通过螺钉安装在3d打印机框架1侧面。所述螺母座125安装有连接件128,连接件128与z轴平台129通过螺钉连接,z轴平台129上装有摇篮机构2,z轴运动电机1210输出轴上安装有同步轮,此同步轮分别与两个丝杠123上的同步轮相配合,z轴运动电机1210通过第二连接件1211与3d打印框架1连接。
46.如图7所示,所述摇篮机构2包括b轴摆动机构21所需的b轴电机211,b轴电机211安装在摇篮的侧板212上,b轴电机211的输出轴与主动同步轮213连接,主动同步轮213通过同步带与从动同步轮214配合,从动同步轮214将动力传到摇床215上,摇床215上装有c轴转动机构22所需的c轴电机222,c轴电机222通过过渡轴带动打印平台221转动,所述过渡轴通过法兰与打印平台221连接。
47.基于一种具有剪丝功能的5自由度连续纤维复合材料3d打印机的打印方法,包括以下步骤:
48.1)开始打印时,调整摇篮机构2使得打印平台221水平,剪丝机构4的刀片43处于收回状态,然后打印头3进行x向和y向移动,打印平台221进行z向移动和b轴,c轴两个方向的转动,摇篮结构有两个转动自由度:b轴转动自由度和c轴转动自由度,其中b轴转动就是指摇床绕y轴的旋转运动,c轴转动就是指打印平台绕z轴的旋转运动,使打印喷嘴310靠近打印起点;
49.2)当打印喷嘴310靠近打印平面起点时,树脂挤出电机311开始驱动,将树脂材料从打印喷嘴310挤出,根据规划的路径打印头3进行x轴,y轴的移动,打印平台221进行z轴移动和b轴方向、c轴方向的转动,直至此条纯树脂路径打印完毕;
50.3)树脂挤出电机311与纤维挤出电机32同时驱动,将连续纤维复合材料从打印喷嘴310挤出,根据规划的路径打印头3进行x轴,y轴的移动,打印平台221进行z轴移动和b轴方向、c轴方向的转动,在距此条连续纤维复合材料路径打印结束还有42mm路径时,直线舵机41带动刀片43运动将连续纤维束剪断,之后打印机继续工作直至此条连续纤维复合材料路径打印结束;
51.4)根据所规划的打印路径重复步骤2)~步骤3),直至本层打印完毕。当本层打印完成时,打印平台221在z轴丝杠螺母组件121的带动下向下移动2mm,准备打印下一层;循环步骤2)~步骤4),直至完成整个零件打印。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1