一种用于生产亚克力制品的3D挤出打印机及其制作方法与流程
一种用于生产亚克力制品的3d挤出打印机及其制作方法
技术领域
1.本发明属于亚克力制品设备技术领域,特别涉及一种用于生产亚克力制品的3d挤出打印机。
背景技术:
2.目前,亚克力又称特殊处理的有机玻璃,系有机玻璃换代产品,用亚克力制作的灯箱具有透光性能好、颜色纯正、色彩丰富、美观平整、兼顾白天夜晚两种效果、使用寿命长、不影响使用等特点,亚克力板具有“塑料玻璃”的美誉,具有极强的耐腐蚀性,而且具有极强的表面硬度与光泽,所以亚克力板的应用也越来越广泛,现代社会中,特别是亚克力浴缸,也被大众广泛的使用;
3.但是,现有技术中,3d挤出打印机只能够加工体积较小的亚克力产品,对此,有待进一步改变;
4.因此,现在亟需一种用于生产亚克力制品的3d挤出打印机。
技术实现要素:
5.本发明提出一种用于生产亚克力制品的3d挤出打印机,解决了现有技术中3d挤出打印机加工的亚克力产品较小的问题。
6.本发明的技术方案是这样实现的:
7.一种用于生产亚克力制品的3d挤出打印机,包括支撑架,所述支撑架的顶面安装有挤出机,所述挤出机的输出口设置有输料装置;还包括底板,所述底板的顶面滑移连接滑动板一,所述滑动板一的顶面滑移连接有滑动板二,所述滑动板一的滑动方向与所述滑动板二的滑动方向相垂直,所述滑动板二上设置有升降装置,所述升降装置上设置有转动盘,所述挤出机加工的原料通过输料装置输送到所述转动盘上,根据实际亚克力制品的形状,设定沿x轴、y轴、z 轴以及圆周方向所述转动盘的运动轨道。
8.作为一优选的实施方式,所述输料装置包括法兰管,所述法兰管安装在所述挤出机的输出口上,所述法兰管的输出口安装有阀体,所述阀体的一侧穿插有延伸至所述阀体内部的阀芯,所述阀体的底侧安装有挤出模,所述挤出模上铰接有喷头盖,转动所述喷头盖,所述喷头盖处于关闭的状态,所述挤出机加工的原料通过所述法兰管进入到所述阀体内,再通过阀芯排出到外界。
9.作为一优选的实施方式,所述挤出模上安装有加热圈二,所述阀体与所述阀芯相垂直的两侧均安装有电热片二,所述法兰管上安装有多个加热圈。
10.作为一优选的实施方式,所述阀芯滑移连接在所述阀体上,所述阀芯上开设有通孔一,所述阀芯上开设有连接槽,移动所述阀芯在所述阀体内的位置,将所述法兰管的底端与所述通孔一相对应,进入所述法兰管内的原料通过所述通孔一进入到挤出模内,再通过挤出模进行上料。
11.作为一优选的实施方式,所述喷头盖上铰接有连杆,所述连杆远离所述喷头盖的
一端活动连接有连轴,所述连轴远离所述连杆的一端与所述连接柱相固定,所述阀体的内侧通过气缸座连接有气缸一,所述气缸一的活塞杆穿过所述气缸座,所述气缸一的活塞杆与所述连接柱的自由端相固定。
12.作为一优选的实施方式,所述底板的一侧通过安装板一固定有电机一,所述电机一的输出轴上安装有传动组件,所述底板的顶面开设有通槽一,所述通槽一相对的两个侧壁上转动连接有丝杆一,所述丝杆一一端延伸出所述底板,所述丝杆一的延伸端与所述传动组件相连接,所述丝杆一上螺纹连接有与所述滑动板一相固定的驱动导块一。
13.作为一优选的实施方式,所述滑动板一的顶侧开设有与所述通槽一长度方向相垂直的通槽二,所述通槽二相对的两个侧壁上转动连接有丝杆二,所述丝杆二一端延伸出所述滑动板一,所述丝杆二上螺纹连接有与所述滑动板二相固定驱动导块二。
14.作为一优选的实施方式,所述升降装置包括底架,所述底板的底面对称铰接有两个铰接架,两个所述铰接架的底端均与所述滑动板二相铰接,两个所述铰接架之间转动设置有双向螺纹杆,转动所述双向螺纹杆,两个所述铰接架朝向相反或者相同的方向运动,所述底架上升或者下降。
15.作为一优选的实施方式,所述底架的底面竖直安装有电机二,所述电机二的输出轴上安装有直齿轮一,所述底架的顶面转动连接有与所述直齿轮一相啮合的直齿轮二,所述直齿轮二通过上法兰与所述转动盘相固定。
16.一种用于生产亚克力制品制作方法,第一步:将制作亚克力制品的原料输送到所述挤出机内,所述挤出机对原料进行加工;
17.第二步:所述挤出机加工完成之后的原料通过输料装置输送到所述转动盘上;
18.第三步:根据实际产品的形状设定转动盘在x轴、y轴、z轴以及圆周方向的运动轨迹,所述转动盘的运动轨迹刚好符合产品的实际形状;
19.第四步:移动所述滑动板一,改变所述转动盘在x轴的位置;移动所述滑动板二,改变所述转动盘在y轴的位置;升降装置改变所述转动盘在z轴的位置,通过所述电机二输出轴的旋转,所述电机二的输出轴带动转动盘旋转。
20.采用了上述技术方案后,本发明的有益效果是:(1)该实施例中,挤出机通过输料装置对转动盘的顶面进行上料,同时,根据实际产品的形状设定转动盘在x轴、y轴、z轴以及圆周方向的运动轨迹,转动盘的运动轨迹刚好符合产品的实际形状,使得3d挤出打印机可以对不同规格的产品进行生产,特别是针对提交较大的产品,增加了3d挤出打印机的通用性;
21.(2)该实施例中,整个加工产品的过程均以自动化的方式进行,减少了工作人员的工作量,同时,提高了效率,省时省力。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
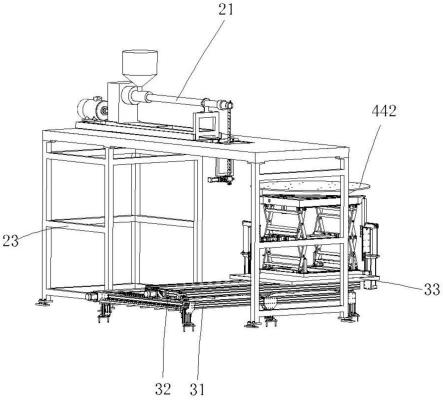
23.图1为本发明的整体结构示意图;
24.图2为本发明中挤出机与固定架位置关系结构示意图;
25.图3为图2中a处局部放大图;
26.图4为图2中b处局部放大图;
27.图5为本发明中阀芯结构示意图;
28.图6为本发明中另一角度结构示意图;
29.图7为本发明中转动盘、滑动板一以及滑动板二位置关系结构示意图;
30.图8为图7中c处局部放大图;
31.图9为本发明中滑动板一与滑动板二位置关系结构示意图;
32.图10为本发明中另一角度整体结构示意图;
33.图11为图10中d处局部放大图;
34.图12为本发明中升降装置结构示意图;
35.图中,1、法兰管;2、阀体;3、阀芯;4、挤出模;5、喷头盖;6、电热片一;7、加热圈;8、电热片二;9、加热圈二;10、连接筒;11、圆柱;12、连接柱;13、通孔一;14、连接槽;16、导向盖;17、连杆;18、连轴;19、气缸座;20、气缸一;21、挤出机;22、挤出法兰;23、固定架;31、底板; 32、滑动板一;33、滑动板二;34、滑轨;35、滑块;36、电机一;37、通槽一;38、丝杆一;39、驱动导块一;410、带座轴承;411、传动轴;412、锥齿轮一;413、锥齿轮二;414、通槽二;415、丝杆二;417、驱动导块二;418、底架;419、铰接架;420、双向螺纹杆;421、主动臂一;422、主动臂二;423、推杆;424、从动臂一;425、滚轮;426、气缸二;427、顶柱;428、电机二; 429、直齿轮一;430、直齿轮二;431、安装板一;432、带座轴承一;433、传动底座;434、连接杆;435、电机三;436、连接板;437、连接块一;438、导杆一;439、滑块一;440、推板;441、起重钢丝;442、转动盘。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
37.如图1-图12所示,一种3d挤出打印机用的上料装置,包括挤出机21,挤出机21通过固定架23竖直安装在地面上,工作人员将加工亚克力制品的原料输送到挤出机21之内,通过挤出机21对原料进行加工;
38.在挤出机21的输出口通过挤出法兰22竖直安装有法兰管1,挤出机21加工之后的原料可以进入到法兰管1内;其中,为了起到保温的作用,在挤出法兰22远离挤出机21的一侧安装有电热片一6,电热片一6通电之后,电热片一 6对法兰管1具有保温的作用;
39.该实施例中,在法兰管1的底端水平安装有阀体2,其中,阀体2的内部为中空,进入到法兰管1内的原料可以进入到阀体2内,同时,在阀体2的一侧水平穿插有阀芯3,而且,阀芯3的两端均可以延伸出阀体2,阀芯3在阀体2 内可以沿水平方向滑动;在阀体2的底面安装有挤出模4,其中,挤出模4的形状为圆柱型;
40.该实施例中,阀芯3包括包括连接筒10,在连接筒10的连接端安装有圆柱 11,同时,在圆柱11远离连接筒10的连接端安装有连接柱12,连接筒10、圆柱11以及连接柱12三者
之间一体成型,在圆柱11上开设有通孔一13,同时,在圆柱11上开设有与连接筒10相连通的连接槽14;
41.在挤出模4上铰接有喷头盖5,喷头盖5的形状为圆弧状,转动喷头盖5,喷头盖5对挤出模4进行封闭,与此同时,移动阀芯3在阀体2内的位置,将法兰管1的底端与连接槽14相对应,进入到法兰管1的原料可以进入到连接槽 14内,通过连接槽14进入到连接筒10内,通过连接筒10排出到外界,当需要上料的时候,打开喷头盖5,移动阀芯3在阀体2内的位置,将法兰管1的底端与通孔一13相对应,进入到法兰管1内的原料可以通过挤出模4排出,为下一步工序进行上料;
42.该实施例中,在法兰管1上安装有多个加热圈7,多个加热圈7均可以沿法兰管1的长度方向排列,加热圈7对进入到法兰管1内的原料具有保温的作用;在阀体2与阀芯3相垂直的两侧均安装有电热片二8,两个电热片二8对进入到阀体2内的原料具有保温的作用;在挤出模4上安装有加热圈二9,加热圈二9 可以对进入到挤出模4内的原料具有保温的作用;
43.该实施例中,在阀体2远离连接筒10的一侧安装有导向盖16,而且,阀芯 3的内端可以穿过导向盖16,导向盖16对阀芯3的水平运动具有导向的作用;在喷头盖5上铰接有连杆17,同时,在连杆17远离喷头盖5的一端活动连接有连轴18,连轴18远离连杆17的一端与连接柱12转动连接,在导向盖16的内侧通过气缸座19连接有气缸一20,气缸一20的活塞杆穿过气缸座19,气缸一 20的活塞杆与连接柱12的自由端相固定,通过气缸一20活塞杆的往返运动,气缸一20的活塞杆可以带动阀芯3水平运动,与此同时,气缸一20活塞杆可以带动连杆17旋转运动,连杆17带动连轴18旋转,连轴18带动喷头盖5进行旋转,实现在喷头盖5打开时,挤出模4与通孔一13相对应,在上料工序完成之后,喷头盖5进行关闭,挤出模4与连接槽14相对应,废料通过连接筒10 排放到外界中,再重新使用,减少了废料的浪费;
44.该实施例中,在地面上水平安装有底板31,在底板31的顶面滑移连接有滑动板一32,该实施例中,滑动板一32沿x轴滑动;
45.该实施例中,在底板31的顶面对称焊接有两个滑轨34,同时,在滑动板一 32的底面对称安装有两个滑块35,两个滑块35均与滑动板一32一体成型,而且,两个滑块35可以分别沿两个滑轨34的长度方向滑动,对滑动板一32在底板31上的运动具有导向的作用;
46.该实施例中,在底板31的一侧通过安装板一431固定有电机一36,其中,电机一36输出轴的朝向与滑动板一32的滑动方向相垂直,在电机一36的输出轴上安装有传动组件,在底板31的顶面对称开设有两个通槽一37,两个通槽一 37的开设方向均与滑动板一32的滑动方向相同,同时,在两个通槽一37相对的两个侧壁均上转动安装有丝杆一38,两个丝杆一38的一端均可以延伸出底板 31与传动组件相连接,在两个丝杆一38上均螺纹连接有驱动导块一39,两个驱动导块一39的顶面均与滑动板一32的底面相固定;
47.其中,传动组件为两组,以其中一组传动组件为例,传动组件包括带座轴承410,带座轴承410安装在底板31的一侧,在带座轴承410内安装有一端与电机一36的输出轴相固定的传动轴411,通过电机一36输出轴的旋转,电机一 36的输出轴可以带动传动轴411旋转,在传动轴411上安装有锥齿轮一412,通过传动轴411的旋转,传动轴411可以带动锥齿轮一412旋转,在丝杆一38 的延伸端上安装有锥齿轮二413,锥齿轮一412与锥齿轮二413相啮合,通过锥齿轮一412的旋转,锥齿轮一412可以带动锥齿轮二413旋转,锥齿轮二413 可以带动丝杆一38旋转,丝杆一38可以带动驱动导块一39作直线运动,实现以自动化的方式改
变滑动板一32在x轴上的位置;
48.进一步的,在底板31的一侧安装有多个带座轴承一432,该实施例中,带座轴承一432的数量为三个,传动轴411可以穿过三个带座轴承一432,带座轴承一432对传动轴411具有支撑的作用;
49.该实施例中,在滑动板一32的顶面开设有与通槽一37长度方向相垂直的通槽二414,在通槽二414相对的两个侧壁上转动连接有丝杆二415,其中,丝杆二415的一端可以延伸出滑动板一32的一侧,在丝杆二415的延伸端安装有电机二428,电机二428通过传动底座433与滑动板一32相固定,通过电机二 428输出轴的旋转,电机二428输出轴可以带动丝杆二415旋转,在丝杆二415 上螺纹连接有驱动导块二417,同时,在驱动导块二417的顶面安装有滑动板二 33,通过丝杆二415的旋转,丝杆二415可以带动驱动导块二417沿y轴作直线运动,驱动导块二417可以带动滑动板二33作直线运动;
50.该实施例中,在滑动板二33的顶面设置有升降装置,升降装置包括底架418,在底架418的底面对称铰接有两个铰接架419,两个铰接架419对称设置;
51.其中,铰接架419包括两个主动臂一421,两个主动臂一421之间相互平行,而且,两个主动臂一421的顶端对称铰接在底架418的底面,在两个主动臂一 421的底端均铰接有主动臂二422,两个主动臂二422的底端均与滑动板二33 相铰接,在两个主动臂一421与主动臂二422之间的连接处之间转动连接有推杆423,推杆423水平安装,沿水平方向移动推杆423,推杆423可以带动主动臂一421与主动臂二422进行同时向内收缩或者同时向外展开;
52.该实施例中,在两个推杆423之间螺纹连接有双向螺纹杆420,转动双向螺纹杆420,双向螺纹杆420可以带动两个铰接架419朝向相同或者相反的方向运动,在两个铰接架419向内折叠时,底架418向下运动,在两个铰接架419向外运动时,底架418向上运动;
53.该实施例中,为了提高两个主动臂一421与两个主动臂二422对底架418 的支撑效果,在多个主动臂一421以及多个主动臂二422的内侧均铰接有从动臂一424,以其中一组主动臂一421与从动臂一424为例,主动臂一421与从动臂一424之间形成一个“x”型,而且,上、下两个从动臂一424的内端相铰接,在多个从动臂一424的外端均安装有滚轮425,在底架418升降的时候,滚轮 425可以沿水平方向移动,滚轮425对从动臂一424的滑动具有导向的作用;
54.该实施例中,在相对的两个主动臂一421、两个主动臂二422以及两个从动臂一424之间均安装有连接杆434,连接杆434起到了连接的作用,使得整个升降装置稳定性更好;
55.该实施例中,在其中一个推杆423的一侧安装有电机三435,电机三435的输出轴可以穿过推杆423,电机三435的输出轴与双向螺纹杆420相固定,通过电机三435的输出轴,电机三435的输出轴可以带动双向螺纹杆420旋转;
56.该实施例中,在滑动板二33的一侧通过连接板436竖直安装有气缸二426,在气缸二426的一侧竖直安装有连接块一437,在连接块一437远离气缸二426 的一侧对称安装有两个导杆一438,两个导杆一438上均滑移连接有滑块一439,滑块一439可以沿导杆一438的长度方向滑动,在多个滑块一439的外侧竖直安装有连接块二,通过滑块一439的滑动,滑块一439可以带动连接块二移动;
57.在连接块二远离滑块35一的对称安装有两个导向杆二,两个导向杆二竖直设置,同时,在两个导向杆二上均滑移连接有滑块二,滑块二可以沿导向杆二的竖直方向滑动,在
滑动板二的一侧竖直安装有顶柱427,通过滑块二的竖直运动,滑块二可以带动顶柱427竖直运动;
58.在气缸二426的活塞杆上水平安装有推板440,在推板440内对称安装有两个滚轮425,同时,气缸二426上安装有起重钢丝441,起重钢丝441绕过两个滚轮425与顶柱427相固定,通过气缸二426活塞杆的往返运动,气缸二426 活塞杆可以带动推板440竖直运动,起重钢丝441可以带动顶柱427竖直运动运动,顶柱427与升降装置形成相辅相成的作用;
59.该实施例中,在底架418上通过连接块三竖直安装有电机二428,其中,电机二428竖直安装,在电机二428的输出轴上安装有直齿轮一429,通过电机二 428输出轴的旋转,电机二428的输出轴可以带动直齿轮一429旋转,在底架 418的顶面通过转轴转动连接有直齿轮二430,而且,直齿轮一429与直齿轮二 430相啮合,通过直齿轮一429的旋转,直齿轮一429可以带动直齿轮二430旋转,直齿轮二430上通过上法兰安装有转动盘442,通过直齿轮二430的旋转,直齿轮二430可以带动转动盘442旋转;
60.该实施例中,通过移动滑动板一32,可以改变转动盘442在x轴方向的位置,通过移动滑动板二33,可以改变转动盘442在y轴方向的位置,通过升降装置,升降装置可以改变转动盘442在z轴方向的位置,增加了整个驱动设备的多功能性,而且,整个过程以自动化的方式进行,减少了工作人员的工作量,提高了效率。
61.一种用于生产亚克力制品制作方法,第一步:将制作亚克力制品的原料输送到安装在固定架23上的挤出机21内,挤出机21对原料进行加工;
62.第二步:挤出机21加工完成之后通过法兰管1内的原料可以进入到阀体2 内,进入阀体2内的原料再进入到挤出模4内,通过挤出模4输送到转动盘442 上;
63.第三步:根据实际产品的形状设定转动盘442在x轴、y轴、z轴以及圆周方向的运动轨迹,转动盘442的运动轨迹刚好符合产品的实际形状;
64.第四步:移动滑动板一32,改变转动盘442在x轴的位置;移动滑动板二33,改变转动盘442在y轴的位置;升降装置改变转动盘442在z轴的位置,通过电机二428输出轴的旋转,电机二428的输出轴带动转动盘442旋转,形成亚克力产品。
65.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1