可快速成型的耐火砖保护壳生产装置及保护壳生产工艺的制作方法
1.本发明属于建筑材料技术领域,具体涉及一种可快速成型的耐火砖保护壳生产装置及保护壳生产工艺。
背景技术:
2.耐火材料一般分为两种,即不定型耐火材料和定型耐火材料。不定型耐火材料也叫浇注料,是由多种骨料或集料和一种或多种粘和剂组成的混合粉状颗料,使用时必须和一种或多种液体配合搅拌均匀,具有较强的流动性。定型耐火材料一般指耐火砖,其形状有标准规则,也可以根据需要筑切时临时加工。为防止在耐火砖在运输过程中发生碰撞造成损坏,通常会在耐火砖的外部增加保护壳。
3.如申请号为202022981185.2、名称为一种抗冲击性强的耐火材料保护壳的专利文件,公开了:包括保护壳本体,保护壳本体的外表壁设置有外壳,外壳的内侧壁设置有第一缓冲层,第一缓冲层的内侧壁设置有铠装钢丝层,铠装钢丝层的内侧壁设置有耐热层,耐热层的内侧壁设置有第二缓冲层,第一缓冲层的内部设置有第一缓冲柱,第二缓冲层的内部设置有第二缓冲柱;该实用新型通过设置外壳、耐热层、第一缓冲层、第二缓冲层、第一缓冲柱和第二缓冲柱,可以达到提高耐火耐高温的作用,减轻了冲击力,保护了保护主体,降低了损失减少了成本,实用性高。
4.目前现有的耐火砖保护壳的生产主要是采用旋压方式,先将直管料扩张,再根据形状要求进行压缩,这种方式虽然在一定程度上保证了材料的利用率,但先扩后压的方式会导致保护壳的壁厚变薄,且成品的外型也不美观。因此,本领域技术人员提供了一种可快速成型的耐火砖保护壳生产装置,以解决上述背景技术中提出的问题。
技术实现要素:
5.为了解决上述技术问题,发明人经过实践和总结得出本发明的技术方案,本发明公开了一种可快速成型的耐火砖保护壳生产装置,包括装置本体,所述装置本体包括下压机构,套设在下压机构上并与其相互配合的上压机构,以及脱模机构,所述上压机构包括呈长条状结构并与驱动设备连接的上压机滑块,以及固定安装于上压机滑块下端的上成型件,所述下压机构包括下压机底座,以及位于下压机底座顶部的下成型件。通过上压机滑块、上成型件、下压机底座和下成型件的配合设置,实现保护壳的生产一次性,大幅提高了生产效率。
6.进一步优选地,所述下成型件包括由上往下依次连接的缓冲段、过渡段和扩张段。通过分段的设计,使得装置能够在保证材料利用率高的同时,还能够确保保护壳成品的美观以及壳体的壁厚均匀。
7.进一步优选地,所述缓冲段的横截面呈梯形结构,且所述梯形结构的上底与两侧边之间为圆弧连接。该处的圆弧结构能够有效预防收口,避免管料被过度冲击产生结构损伤。
8.进一步优选地,所述过渡段的横截面呈竖直结构。
9.进一步优选地,所述扩张段的横截面上部为梯形结构,下部为与过渡段平行的竖直结构,且所述梯形结构的侧边倾斜度大于缓冲段的侧边倾斜度。
10.进一步优选地,所述上成型件的中心位置开设有与下成型件形状契合的定型槽。通过定型槽与下成型件的配合设置,在实现保护壳的生产一次性的同时还能够保证有较高的材料利用率,避免资源浪费。
11.进一步优选地,所述脱模机构包括设置于定型槽内底部的上脱模块,以及对称安装在下成型件上的下脱模块。
12.进一步优选地,所述定型槽的内底部两侧边上对称开设有卡槽,且所述上脱模块的两侧设有与卡槽相配合的卡块,通过所述卡块与卡槽将上脱模块固定安装在定型槽内。
13.进一步优选地,所述下脱模块呈立方体结构,其固定安装在下成型件的两侧下端。通过在上下成型件上设置脱模机构也给操作人员带来了诸多便利,进一步提高了装置的实用性。
14.本发明还公开了一种可快速成型的耐火砖保护壳生产装置的保护壳生产工艺,包括以下步骤:
15.步骤一、首先将装置本体安装固定,上压机构通过上压机滑块与驱动设备连接,下压机构则固定在上压机构正下方,使得上成型件的定型槽与下成型件形成对应配合;
16.步骤二、接着将管料套在下成型件上,再通过驱动设备带动上压机构下移,对管料进行加工;
17.步骤三、待管料加工完成后,再通过驱动设备将下压机构升起,由下脱模块与管料之间的位置进入,自下而上分离管料与下成型件,得到保护壳成品。
18.与现有技术相比,本发明可以获得以下技术效果:
19.本发明采用由上压机构、下压机构及脱模机构组成的装置本体,实现了保护壳的生产一次性,大幅提高了生产效率,并且在保证材料利用率高的同时还能够确保成品的美观以及保护壳整体的壁厚均匀;同时,采用本发明装置制得的保护壳能够有效实现耐火砖运输的稳定,起到很好的缓冲减震的保护作用,防止耐火砖在运输过程中发生碰撞而造成损坏,进而导致耐火砖的性能被破坏,具有很好的使用及推广价值。
附图说明
20.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
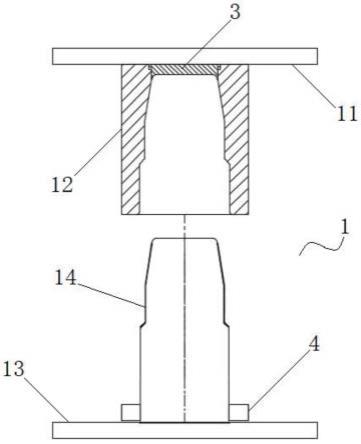
21.图1为本发明的结构示意图;
22.图2为本发明的连接示意图;
23.图3为本发明与管料的连接示意图;
24.图4为本发明中保护壳的结构示意图。
25.图中:1、装置本体;11、上压机滑块;12、上成型件;121、定型槽;13、下压机底座;14、下成型件;141、缓冲段;142、过渡段;143、扩张段;2、管料;3、上脱模块;4、下脱模块;5、保护壳。
具体实施方式
26.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
27.下面结合附图及具体实施例对本发明的应用原理作进一步描述。
28.实施例
29.如图1-所示,一种可快速成型的耐火砖保护壳生产装置,包括由上压机构、下压机构和脱模机构组成的装置本体1,采用本装置加工管料2并制得的保护壳在保证材料利用率高的同时还能够确保成品的美观以及保护壳整体的壁厚均匀,同时有效实现耐火砖运输的稳定,起到很好的缓冲减震的保护作用,防止耐火砖在运输过程中发生碰撞而造成损坏,确保耐火砖的运输顺利。
30.上压机构由上压机滑块11和上成型件12组成,下压机构由下压机底座13和下成型件14组成;其中,上压机滑块11和下压机底座13均呈长条状结构;下成型件14由缓冲段141、过渡段142和扩张段143组成,并且由上往下依次连接设置,同时,上成型件12的中心位置开设有与下成型件14形状契合的定型槽121,上成型件12套设在下成型件14上。缓冲段141的横截面呈梯形结构,该梯形结构的上底与两侧边之间为圆弧连接,该处的圆弧结构能够有效预防收口,避免管料2被过度冲击产生结构损伤;过渡段142的横截面则呈竖直结构;扩张段143的横截面上部为梯形结构,下部为与过渡段142平行的竖直结构,并且该梯形结构的侧边倾斜度大于缓冲段141的侧边倾斜度。
31.脱模机构由设置于定型槽121内底部的上脱模块3和对称安装在下成型件14 上的下脱模块4组成,形成上下两种脱模方式,可根据管料2处于凸模或凹模来选择相应的脱模方式,为工作人员带来诸多便利,进一步提升装置的实用性;在定型槽121的内底部两侧边上对称开设卡槽,并在上脱模块3的两侧设置与卡槽相配合的卡块,通过卡块与卡槽的配合连接将上脱模块3安装固定在定型槽 121内;下脱模块4呈立方体结构,并且固定安装在下成型件14的两侧下端,便于加工完成的管料2脱离下成型件14。
32.一种可快速成型的耐火砖保护壳生产装置的保护壳生产工艺,具体步骤如下:
33.步骤一、首先将装置本体1安装固定,上压机构通过上压机滑块11与驱动设备连接,下压机构则固定在上压机构正下方,使得上成型件12的定型槽121 与下成型件14形成对应配合;
34.步骤二、接着将管料2套在下成型件14上,再通过驱动设备带动上压机构下移,对管料2进行加工;
35.步骤三、待管料2加工完成后,再通过驱动设备将下压机构升起,由下脱模块4与管料2之间的位置进入,自下而上分离管料2与下成型件14,得到保护壳5成品。
36.通过上压机滑块11、上成型件12、下压机底座13和下成型件14的配合设置,实现保护壳的生产一次性;同时,整个生产过程用时14~17s,并且能够保持百分百的成品率,大幅提高了生产效率。
37.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权
利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
38.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1