一种LED灯珠支架注塑后冷却处理工艺的制作方法
一种led灯珠支架注塑后冷却处理工艺
技术领域
1.本发明涉及灯珠支架冷却技术领域,特别涉及一种led灯珠支架注塑后冷却处理工艺。
背景技术:
2.随着led灯珠的发展需求,led灯珠支架的需要量也大大提高了,led灯珠支架在制作时是呈矩阵排布的形式注塑在led灯珠支架底座上。
3.在led灯珠支架注塑成形之后其内部带有一定的热量,其形状未得到固定,导致led灯珠支架在注塑之后的输送过程中与其他结构发生碰撞易发生,并且在输送的过程中如果采用自然冷却的方式对led灯珠支架进行冷却,不仅冷却效率低,而且冷却效果差,如果采用直接冷风降温的方式对led灯珠支架进行冷却时,风力会对led灯珠支架造成一定的风力冲击,导致led灯珠支架发生变形。
技术实现要素:
4.为了解决上述问题,本发明采用以下技术方案,一种led灯珠支架注塑后冷却处理工艺,其使用了一种led灯珠支架注塑后冷却处理装置,该led灯珠支架注塑后冷却处理装置包括两个支撑架,两个所述支撑架之间转动连接有对称布置的两个输送轴,两个输送轴上通过沿其轴向对称布置的两个输送带传动连接,其中一个支撑架远离输送带的端面安装有承接座,承接座上安装有注塑支架的注塑模具,注塑模具由上模具与下模具组成,下模具上安装有呈矩阵排布的四个导杆,上模具滑动连接在导杆上,两个支撑架靠近注塑模具的一端之间共同安装有取料组件,两个支撑架上共同安装有冷却箱,冷却箱内安装有冷却机构。
5.两个所述输送带上共同安装有沿其外环面均匀排布的多个固定组件,固定组件对底座进行固定,固定组件由四个支撑座以及安装在支撑座顶部的l型座组成,每个输送带上均连接有两个支撑座,相邻两个支撑座对称布置,同一输送带上的两个l型座的相对面均开设有伸缩槽,伸缩槽上滑动连接有对位板,对位板与伸缩槽之间通过对位弹簧相连接,对位板与伸缩槽的相对面均安装有收吸磁铁,两个收吸磁铁的磁性相反,承接板上安装有将两个磁铁分离的隔磁组件,两个输送带对齐的两个l型座的相对面上均开设有收回槽,收回槽内滑动连接有对称布置的两个导推杆,两个导推杆远离支撑架的端面共同安装有倒l型结构的推卡板,推卡板的竖直段安装有沿其长度方向均匀排布的三角座,推卡板与收回槽之间通过均匀排布的复位弹簧相连接,导推杆贯穿l型座后安装有推挤块,两个支撑架上均安装有推动推挤块移动的推动组件。
6.采用上述led灯珠支架注塑后冷却处理装置在进行支架注塑后冷却处理时具体处理工艺步骤如下:s1、取出:通过取料组件将注塑支架后的底座取出。
7.s2、固定:将底座放置在固定组件上固定,之后通过输送带带动底座移动。
8.s3、冷却:在底座移动的过程中,通过冷却机构对支架进行冷却处理。
9.作为本发明的一种优选技术方案,所述隔磁组件包括支撑座上开设的压收槽,压收槽内滑动连接有下压板,下压板的底部与压收槽之间通过均匀排布的顶推弹簧相连接,压板的底部与压收槽的相对面均安装有固定磁铁,上下对应的两个固定磁铁的磁性相反,压板远离l型座的一端安装有滑动贯穿支撑座顶部的压块,下压板位于l型座下方的一端安装有滑动贯穿伸缩槽的两个带动杆,两个带动杆之间安装有下推头,下推头靠近对位板上的收吸磁铁的端面为弧形结构。
10.作为本发明的一种优选技术方案,所述推动组件包括支撑架顶部开设的对称布置的两个滑移槽,两个滑移槽上滑动连接有一号推压架,一号推压架与注塑模具对齐,支撑架顶部靠近中部处固定安装有二号推压架,二号推压架的中部位于冷却箱内。
11.作为本发明的一种优选技术方案,所述推挤块远离导推杆的端面滚动连接有均匀排布的滚珠。
12.作为本发明的一种优选技术方案,两个所述支撑架的相对面均转动连接有沿其长度方向均匀排布的承重轮,承重轮对输送带进行承接。
13.作为本发明的一种优选技术方案,所述取料组件包括两个支撑架靠近注塑模具的一端上开设的下滑槽,两个下滑槽上共同滑动连接有带动板,带动板上安装有机械臂,机械臂远离带动板的一端安装有空腔板,空腔板远离机械臂的端面开设有呈矩阵排布的吸附孔,空腔板靠近机械臂的端面安装有与其内腔相连通的连接管。
14.作为本发明的一种优选技术方案,所述冷却箱沿其支撑架长度方向排布的两侧均开设有开合槽,开合槽沿其长度方向的两个侧壁之间的距离大于两个二号推压架之间的距离,开合槽内铰接有闭合门板。
15.作为本发明的一种优选技术方案,所述冷却机构包括安装在冷却箱内壁顶部的聚风腔,聚风腔的底部开设有呈矩阵排布的风淋孔,风淋孔为直径向下逐渐增大的圆孔,聚风腔上安装有与其内腔相连通的输送管,输送管贯穿冷却箱侧壁,冷却箱的底部开设有排风口,冷却箱的内壁位于排风口两侧的下端面均斜向下倾斜,排风口上安装有承接架,承接架上转动连接有转动轴,转动轴上安装有排风扇叶。
16.本发明的有益效果在于:1.本发明设计的一种led灯珠支架注塑后冷却处理工艺,在对led灯珠支架进行冷却之前,通过固定组件将led灯珠支架与底座固定在输送带上,从而防止底座在输送的过程中发生晃动,也便于冷却机构对支架进行冷却,同时也防止在冷却的过程中底座产生移动导致支架变形,影响支架注塑成形的效果,同时在对led灯珠支架冷却时,通过风淋孔的风在下吹的过程中扩散,减小风力对支架的伤害,防止led灯珠支架因风力冲击较大发生变形,而转动轴带动排风扇叶转动时将冷却箱内支架上散出的热气排出,增大冷却箱内空气的流动,提高支架的冷却效果。
17.2.本发明中的输送带在带动支撑座向下转动时,下压板在其自身重力与顶推弹簧的弹力作用下向下垂落,使得下压板的底部固定磁铁与压收槽上的固定磁铁脱离,以便于下次使用,实现固定磁铁自动脱离的功能,无需人工将下压板复位,提高了生产效率。
附图说明
18.下面结合附图和实施例对本发明进一步说明。
19.图1是本发明的流程图。
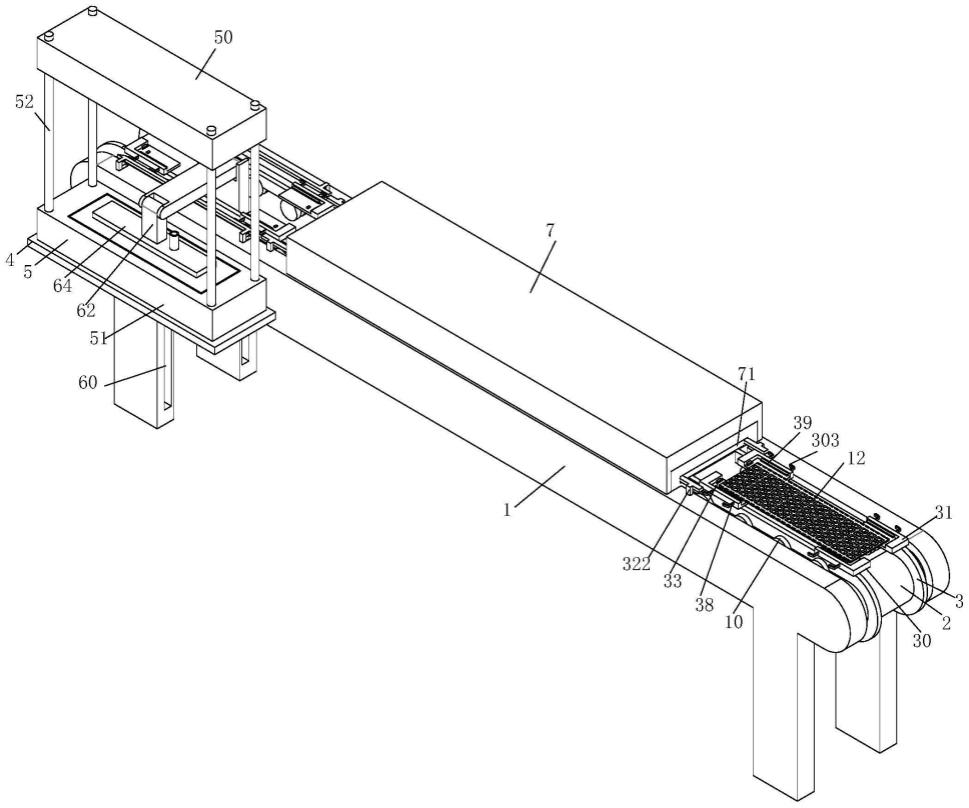
20.图2是本发明的立体结构示意图。
21.图3是本发明的局部立体结构示意图。
22.图4是本发明的主视图。
23.图5是本发明图4的a-a向剖视图。
24.图6是本发明支撑座、l型座、对位板与隔磁组件的主视局部剖视图。
25.图7是本发明固定组件的俯视局部剖视图。
26.图8是本发明冷却箱、开合槽、闭合门板的剖视结构示意图。
27.图9是本发明空腔板、吸附孔的剖视结构示意图。
28.图中:1、支撑架;10、承重轮;12、支架;2、输送轴;3、输送带;30、支撑座;31、l型座;32、伸缩槽;33、对位板;34、对位弹簧;35、收吸磁铁;36、隔磁组件;360、压收槽;361、下压板;362、顶推弹簧;363、固定磁铁;364、压块;365、带动杆;366、下推头;37、收回槽;38、导推杆;39、推卡板;301、三角座;302、复位弹簧;303、推挤块;320、滑移槽;321、一号推压架;322、二号推压架;323、滚珠;4、承接座;5、注塑模具;50、上模具;51、下模具;52、导杆;60、下滑槽;61、带动板;62、机械臂;64、空腔板;65、吸附孔;7、冷却箱;70、开合槽;71、闭合门板;72、聚风腔;73、风淋孔;74、排风口;75、转动轴;76、排风扇叶。
具体实施方式
29.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
30.参阅图2、图3与图4,一种led灯珠支架注塑后冷却处理工艺,其使用了一种led灯珠支架注塑后冷却处理装置,该led灯珠支架注塑后冷却处理装置包括两个支撑架1,两个所述支撑架1之间转动连接有对称布置的两个输送轴2,两个输送轴2上通过沿其轴向对称布置的两个输送带3传动连接,其中一个支撑架1远离输送带3的端面安装有承接座4,承接座4上安装有注塑支架12的注塑模具5,注塑模具5由上模具50与下模具51组成,下模具51上安装有呈矩阵排布的四个导杆52,上模具50滑动连接在导杆52上,两个支撑架1靠近注塑模具5的一端之间共同安装有取料组件,两个支撑架1上共同安装有冷却箱7,冷却箱7内安装有冷却机构。
31.参阅图2、图3、图6与图7,两个所述输送带3上共同安装有沿其外环面均匀排布的多个固定组件,固定组件对底座进行固定,固定组件由四个支撑座30以及安装在支撑座30顶部的l型座31组成,每个输送带3上均连接有两个支撑座30,相邻两个支撑座30对称布置,同一输送带3上的两个l型座31的相对面均开设有伸缩槽32,伸缩槽32上滑动连接有对位板33,对位板33与伸缩槽32之间通过对位弹簧34相连接,对位板33与伸缩槽32的相对面均安装有收吸磁铁35,两个收吸磁铁35的磁性相反,承接板上安装有将两个磁铁分离的隔磁组件36,两个输送带3对齐的两个l型座31的相对面上均开设有收回槽37,收回槽37内滑动连接有对称布置的两个导推杆38,两个导推杆38远离支撑架1的端面共同安装有倒l型结构的推卡板39,推卡板39的竖直段安装有沿其长度方向均匀排布的三角座301,推卡板39与收回槽37之间通过均匀排布的复位弹簧302相连接,导推杆38贯穿l型座31后安装有推挤块303,两个支撑架1上均安装有推动推挤块303移动的推动组件。
32.其中一个输送轴2的一端贯穿支撑架1后与外部驱动电机相连接,外部驱动电机带
动输送轴2间歇转动,当灯珠支架12注塑完成之后,上模具50沿导杆52向上滑动,从而将模具打开,此时输送带3间歇停止,之后通过取料组件将注塑有支架12的底座从下模具51中取出,然后将底座放置在固定组件上的四个支撑座30上(此时支架12向上),底座向下放置时隔磁组件36工作将两个收吸磁铁35分离,而对位板33在对位弹簧34的弹力推动下向底座移动并与底座抵紧,当取料组件不再对底座进行吸附时,底座在两侧的对位板33的推动作用下进行居中调整,以便于推卡板39对底座进行固定。
33.之后通过推动组件推动推挤块303向l型座31移动,从而使得导推杆38推动推卡板39向底座移动,此时复位弹簧302处于拉伸状态,推卡板39上的三角座301卡在底座的侧边上,推卡板39的水平段对底座的顶部进行限位,从而防止底座在输送的过程中发生晃动,也便于冷却机构对支架12进行冷却,同时也防止在冷却的过程中底座产生移动导致支架12变形,影响支架12注塑成形的效果。
34.参阅图2、图3、图4与图9,所述取料组件包括两个支撑架1靠近注塑模具5的一端上开设的下滑槽60,两个下滑槽60上共同滑动连接有带动板61,带动板61上安装有机械臂62,机械臂62远离带动板61的一端安装有空腔板64,空腔板64远离机械臂62的端面开设有呈矩阵排布的吸附孔65,空腔板64靠近机械臂62的端面安装有与其内腔相连通的连接管。
35.当模具打开之后,通过与带动板61相连接的外部驱动滑块带动机械臂62向上移动,然后机械臂62转动使得空腔板64位于底座的顶部,空腔板64上的吸附孔65通过连接管连接的外部气泵将底座吸附固定,之后再通过机械臂62将底座从下模具51中取出,带动板61向下移动,使得机械臂62将底座放置在支撑座30上,并将底座固定。
36.参阅图3与图6,所述隔磁组件36包括支撑座30上开设的压收槽360,压收槽360内滑动连接有下压板361,下压板361的底部与压收槽360之间通过均匀排布的顶推弹簧362相连接,压板的底部与压收槽360的相对面均安装有固定磁铁363,上下对应的两个固定磁铁363的磁性相反,压板远离l型座31的一端安装有滑动贯穿支撑座30顶部的压块364,下压板361位于l型座31下方的一端安装有滑动贯穿伸缩槽32的两个带动杆365,两个带动杆365之间安装有下推头366,下推头366靠近对位板33上的收吸磁铁35的端面为弧形结构。
37.底座向下移动放置在支撑座30上时,底座推动压块364向下移动,压块364在向下移动时推动下压板361挤压顶推弹簧362收缩后向下移动,下压板361在向下移动时通过带动杆365带动下推头366向下移动,下推头366向下移动时挤压对位板33上的收吸磁铁35,使得对位板33上的收吸磁铁35与伸缩槽32的收吸磁铁35脱离,对位板33在对位弹簧34的弹力推动下向底座移动并与底座抵紧,此时下压板361的底部固定磁铁363与压收槽360上的固定磁铁363吸附固定,当取料组件不再对底座进行吸附时,防止下压板361在顶推弹簧362的弹力作用下将底座顶起,导致推卡板39难以对底座限位,底座在两侧的对位板33的推动作用下进行居中调整,以便于推卡板39对底座进行固定。
38.在底座取下之后,输送带3带动支撑座30向下转动,此时的下压板361在其自身重力与顶推弹簧362的弹力作用下向下垂落,使得下压板361的底部固定磁铁363与压收槽360上的固定磁铁363脱离,以便于下次使用。
39.参阅图3,所述推动组件包括支撑架1顶部开设的对称布置的两个滑移槽320,两个滑移槽320上滑动连接有一号推压架321,一号推压架321与注塑模具5对齐,支撑架1顶部靠近中部处固定安装有二号推压架322,二号推压架322的中部位于冷却箱7内。
40.底座在两侧的对位板33的推动作用下进行居中调整之后,一号推压架321在外部驱动(如电动滑块)的作用下沿滑移槽320向输送带3移动,一号推压架321通过推挤块303推动导推杆38与推卡板39向底座移动,直至推卡板39将底座卡紧固定,防止底座在输送移动的过程中发生移动或晃动,导致注塑的支架12发生变形,在输送带3带动底座输送移动时,推挤块303滑动至二号推压架322上,使得推卡板39在底座输送的过程中仍对底座进行固定。
41.参阅图7,所述推挤块303远离导推杆38的端面滚动连接有均匀排布的滚珠323,滚珠323用于减小推挤块303移动过程中与一号推压架321、二号推压之间的摩擦力。
42.参阅图3、图5与图7,两个所述支撑架1的相对面均转动连接有沿其长度方向均匀排布的承重轮10,承重轮10对输送带3进行承接,防止输送带3在底座自身重量的重力下压作用下出现支撑力不足的问题。
43.参阅图3与图8,所述冷却箱7沿其支撑架1长度方向排布的两侧均开设有开合槽70,开合槽70沿其长度方向的两个侧壁之间的距离大于两个二号推压架322之间的距离,开合槽70内铰接有闭合门板71。
44.闭合门板71在支撑座30与l型座31移动过程中的挤推力作用下反转,从而将开合槽70打开,使得底座与支架12移动至冷却箱7内,之后闭合门板71在自身重力作用下旋转将开合槽70闭合,使得支架12在封闭状态下进行冷却处理,提高支架12的冷却效果,开合槽70沿其长度方向的两个侧壁之间的距离大于两个二号推压架322之间的距离,使得推卡板39在底座输送的过程中仍对底座进行固定。
45.参阅图5,所述冷却机构包括安装在冷却箱7内壁顶部的聚风腔72,聚风腔72的底部开设有呈矩阵排布的风淋孔73,风淋孔73为直径向下逐渐增大的圆孔,聚风腔72上安装有与其内腔相连通的输送管,输送管贯穿冷却箱7侧壁,冷却箱7的底部开设有排风口74,冷却箱7的内壁位于排风口74两侧的下端面均斜向下倾斜,便于冷却箱7内的风向下排出,排风口74上安装有承接架,承接架上转动连接有转动轴75,转动轴75上安装有排风扇叶76。
46.输送管与现有的吹风设备(如鼓风机)相连接,在工作时,风从输送管进入聚风腔72内,然后再从风淋孔73吹向支架12,风淋孔73为直径向下逐渐增大的圆孔,使得风在下吹的过程中扩散,减小风力对支架12的伤害,防止支架12发生变形,同时转动轴75在外部驱动电动机的带动下转动,转动轴75带动排风扇叶76转动时将冷却箱7内支架12上散出的热气排出,增大冷却箱7内空气的流动,提高支架12的冷却效果。
47.参阅图1,采用上述led灯珠支架注塑后冷却处理装置在进行支架12注塑后冷却处理时具体处理工艺步骤如下:s1、取出:当模具打开之后,通过与带动板61相连接的外部驱动滑块带动机械臂62向上移动,然后机械臂62转动使得空腔板64位于底座的顶部,空腔板64上的吸附孔65通过连接管连接的外部气泵将底座吸附固定,之后再通过机械臂62将底座从下模具51中取出。
48.s2、固定:带动板61向下移动,使得机械臂62将底座放置在支撑座30上,对位板33在对位弹簧34的弹力推动下向底座移动并与底座抵紧,当取料组件不再对底座进行吸附时,底座在两侧的对位板33的推动作用下进行居中调整,以便于推卡板39对底座进行固定。
49.s3、冷却:闭合门板71在支撑座30与l型座31移动过程中的挤推力作用下反转,从而将开合槽70打开,使得底座与支架12移动至冷却箱7内,然后通过冷却机构对支架12进行
冷却处理。
50.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1