电脑后壳加工用点胶、热压集成自动化设备及工艺的制作方法
1.本发明涉及电脑后壳加工技术领域,具体为电脑后壳加工用点胶、热压集成自动化设备及工艺。
背景技术:
2.电脑后壳是由铝镁金属材料和塑料结合而成的以增加电脑外壳的强度,铝镁金属材料板和塑料板结合的电脑后壳加工过程中,一般通过点胶设备在铝镁金属板安装面进行涂胶,再通过传输装置将涂胶后的铝镁金属板和塑料板材运输到指定位置后进行拼装,在电脑后壳拼装完成后再通过热压装置对拼装后的电脑外壳进行热压,增加电脑后壳拼装的稳定性,从而完成电脑后壳的加工。
3.现有电脑后壳的拼装热压装置,首先在金属板内通过点胶设备进行点胶,然后由垂直下移的热压块推动塑料板靠近铝镁金属板,使得塑料板垂直嵌入到铝镁金属板材内,这种嵌入方式塑料板之间垂直挤压黏合胶滴,胶滴被塑料板挤压变平,但仍然存在一定厚度,垂直挤压不能全面将点胶的黏合胶滴扩展开来,黏合胶在塑料板和金属板之间仍然是厚度较大,接触面积较小,这种状况下黏合胶无形中增加金属板和塑料板之间缝隙,而黏合胶堆积厚度大也造成黏合胶的浪费,无法全面发挥黏合胶的黏合作用,金属板与塑料板之间缝隙大,黏合面积小,容易黏合不稳定。
技术实现要素:
4.本发明的技术问题在于提供电脑后壳加工用点胶、热压集成自动化设备,以及简要概括创新点。
5.为实现上述目的,本发明提供如下技术方案:电脑后壳加工用点胶、热压集成自动化设备,包括加工主体、点胶设备,所述加工主体上固定安装有第二固定架,所述第二固定架的一端通过螺纹杆与螺纹套转动连接,所述螺纹套的一侧固定安装有连接板,所述连接板与所述第二固定架滑动连接,所述螺纹套的下端固定安装有安装管,所述安装管的下端固定安装有吸盘,所述安装管上转动安装有主动齿轮,所述主动齿轮的下端固定安装有连接杆,所述连接杆的下端固定安装有通过缓冲弹簧固定安装有研磨环,所述研磨环的下表面为不规则连续凸面且转动连接有多个滚珠,所述主动齿轮的一侧设置有热压组件,所述热压组件可以在研磨环上移同时对表面进行转动热压,所述第二固定架的上设置有驱动组件,所述驱动组件带动吸盘上下移动且可以在吸盘下移指定距离后自动带动研磨环转动;
6.作为本发明的进一步方案,所述驱动组件包括主动轴和真空发生设备,所述主动轴的下端固定安装有下固定齿轮,所述主动轴的上端固定安装有上固定齿轮,所述螺纹杆上固定安装有螺纹杆齿轮,所述螺纹杆齿轮与所述上固定齿轮啮合,所述主动轴的上端固定安装有微型电机,所述真空发生设备上固定安装有连接软管,所述连接软管远离所述真空发生设备的一端固定安装在所述安装管上。
7.作为本发明的进一步方案,所述热压组件包括第一固定架,所述第一固定架设置
在所述第二固定架的一侧,所述第一固定架上转动连接有安装轴,所述安装轴的下端通过缓冲弹簧固定连接有热压板,所述热压板的上端设置有加热组件,所述加热组件与所述热压板导线连接,所述安装轴的上端固定安装有从动齿轮,所述第一固定架上转动安装有秃齿轮,所述秃齿轮两端分别与所述从动齿轮和主动齿轮啮合。
8.作为本发明的进一步方案,所述加工主体由上安装盘和下安装盘组合而成,所述上安装盘上转动连接有从连接轴,所述下安装盘上转动连接有主连接轴,所述主连接轴和从连接轴之间设置有驱动设备,所述驱动设备可以驱动主连接轴和从连接轴同时转动,所述上安装盘的下表面和下安装盘的上表面均设置有传动架,所述传动架固定分别与所述主连接轴和从连接轴固定连接,下端所述传动架上固定安装有多个下夹具,上端所述传动架上固定安装有多个上夹具,所述安装轴的下端穿过所述上安装盘延伸到所述下安装盘桑,所述热压板抵触在所述下夹具上表面。
9.作为本发明的进一步方案,所述驱动设备包括驱动电机和安装板,所述安装板与所述从连接轴和主连接轴转动连接,所述驱动电机固定安装在所述安装板的上表面,所述驱动电机的输出端与所述主连接轴固定连接,所述主连接轴和从连接轴之间通过齿轮和链条传动连接,所述主连接轴上设置有清理组件,所述清理组件在对黏合后的电脑后盖向下一工位移动的过程中自动对后盖表面进行清理,所述下安装盘与上安装盘相邻端重叠,所述加工主体下端固定安装有支撑组件。
10.作为本发明的进一步方案,所述清理组件包括大齿轮和固定件,所述固定件与所述主连接轴转动连接,所述大齿轮与所述主连接轴固定连接,所述固定件远离所述主连接轴的一端上表面转动连接有小齿轮,所述小齿轮的下端固定安装有清理刮,所述清理刮的下表面固定连接海绵层,所述小齿轮与所述大齿轮之间设置有中齿轮,所述中齿轮与所述大齿轮和小齿轮啮合。
11.作为本发明的进一步方案,所述支撑组件包括安装座,所述安装座一端通过压缩弹簧与所述下安装盘固定安装,所述安装座的一端固定安装有气缸,所述气缸的上端通过压缩弹簧与所述上安装盘固定连接,所述点胶设备通过连接架转动安装在所述主连接轴上。
12.一种电脑后壳加工用点胶、热压集成工艺,适用于权利要求1-7任意一项所述的电脑后壳加工用点胶、热压集成自动化设备,该电脑后壳加工工艺的具体步骤如下:
13.步骤一:将电脑后壳的铝板嵌入到下安装盘上的下夹具内,塑料板嵌入到上安装盘上的上夹具内;
14.步骤二:打开点胶设备,点胶设备下端在下夹具上的铝板表面进行点胶;
15.步骤三:用户打开驱动电机,驱动电机带动主连接轴和从连接轴转动一定角度,使得主连接轴带动上夹具,从连接轴带动下夹具转动向上安装盘和下安装盘重叠位置;
16.步骤四:打开微型电机和真空发生设备,此时点胶后的铝板随着下夹具移动到上安装盘和下安装盘的重叠处即研磨环的下方,微型电机通过驱动组件驱动吸盘下移,使得吸盘吸附在塑料板表面,然后由吸盘带动塑料板继续下移;
17.步骤五:当塑料板下表面与铝板上表面接触时,驱动组件驱动主动齿轮转动,主动齿轮带动研磨环转动,研磨环转动其下单滚珠不断挤压塑料板,使得塑料板在下移过程中不断产生相对转动,从而使得塑料板将铝板的表面的点胶胶滴研磨扩散;
18.步骤六:当塑料板完全嵌入到铝板内后,使得驱动组件反向运行,驱动组件带动吸盘上移,同时驱动组件带动主动齿轮反向转动,主动齿轮反向转动通过热压组驱动热压板从而嵌入塑料板的铝板表面扫过,对拼装后盖进行热压。
19.与现有技术相比,本发明的有益效果是:
20.1、本发明通过驱动组件与研磨环之间的配合,在驱动组件通过吸盘推动塑料板向金属板贴合的过程中,自动在塑料板下表面与黏合胶滴接触时,有驱动组件带动研磨环转动,使得研磨环下端滚珠带动塑料板不断产生不规则上下波动,从而使得塑料板下表面在下移完全嵌入之前对接触面的胶滴进行研磨扩散,减少胶滴垂直方向的厚度,从而减少金属板与塑料板之间的接触间隙,并且扩大黏合胶与金属板和塑料板的接触面积,增加黏合的稳定性,有效缓解单一下压加工过程中塑料板直接垂直挤压黏合胶滴而产生黏合胶外溢到塑料板和金属板的可能。
21.2、本发明中提高驱动组件反向运行,来带动主动齿轮反向转动,从而确保在塑料板完全嵌入到金属板内后,驱动组件立刻带动吸盘和研磨环上移,而主动齿轮在驱动组件作用下驱动热压组件,热压组件对嵌入后的塑料板表面进行热压,来使得塑料板与金属板之间的黏合更加牢靠,避免以往由热压设备直接驱动塑料板嵌入时,塑料板因热压组件在嵌入到金属件之前就产生变形的可能,再嵌入后再立即进行热压,去除嵌入前加热对塑料板的影响,使得塑料板与金属板嵌入槽更加贴合。
22.3、本发明中通过秃齿轮转动带动安装轴转动,从而带动热压板在电脑外壳表面转动,确保热压板与拼装后的电脑外壳表面进行全面接触,使得电脑表面热压温度更加均匀,避免以往热压板固定覆盖在拼装后盖表面,电脑后盖因为大面积的热压块表面温度不均匀而产生受热不均匀的状况,使得电脑后壳热压时受热更加均匀,避免电脑后侧热压受热不均匀而产生变形,提高电脑后壳成品质量。
附图说明
23.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
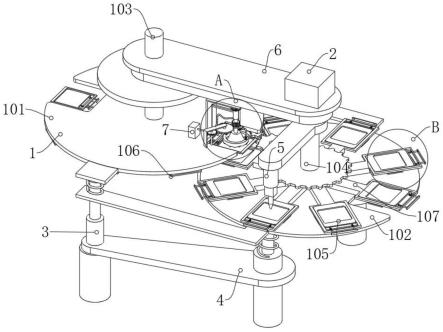
24.图1为本发明前侧视角的结构示意图;
25.图2为本发明图1中a处的结构局部示意图;
26.图3为本发明图1中b处的结构局部示意图;
27.图4为本发明底部结构示意图;
28.图5为图4中c处的结构局部示意图;
29.图6为发明后侧视角的结构示意图;
30.图7为发明图d处的结构局部示意图;
31.图8为发明中吸盘下移后的结构示意图;
32.图9为发明的结构剖视图;
33.图10为本发明的流程图。
34.附图中,各标号所代表的部件列表如下:
35.1、加工主体;101、上安装盘;102、下安装盘;103、从连接轴;104、主连接轴;105、下夹具;106、上夹具;107、传动架;2、驱动电机;3、气缸;4、安装座;5、点胶设备;6、安装板;7、真空发生设备;8、第一固定架;9、螺纹套;10、安装管;11、连接软管;12、研磨环;13、连接杆;14、主动齿轮;15、滚珠;16、秃齿轮;17、安装轴;18、从动齿轮;19、吸盘;20、连接板;21、主动轴;22、下固定齿轮;23、大齿轮;24、第二固定架;25、清理刮;26、小齿轮;27、中齿轮;28、固定件;29、上固定齿轮;30、螺纹杆齿轮;31、加热组件;32、热压板。
具体实施方式
36.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
37.请参阅图1-图10,本发明提供一种技术方案:电脑后壳加工用点胶、热压集成自动化设备,包括加工主体1、点胶设备5,加工主体1上固定安装有第二固定架24,第二固定架24的一端通过螺纹杆与螺纹套9转动连接,螺纹套9的一侧固定安装有连接板20,连接板20与第二固定架24滑动连接,螺纹套9的下端固定安装有安装管10,安装管10的下端固定安装有吸盘19,安装管10上转动安装有主动齿轮14,主动齿轮14的下端固定安装有连接杆13,连接杆13的下端固定安装有通过缓冲弹簧固定安装有研磨环12,研磨环12的下表面为不规则连续凸面且转动连接有多个滚珠15,主动齿轮14的一侧设置有热压组件,热压组件可以在研磨环12上移同时对表面进行转动热压,第二固定架24的上设置有驱动组件,驱动组件带动吸盘19上下移动且可以在吸盘19下移指定距离后自动带动研磨环12转动。
38.本发明在使用前,先将本装置组装完毕,如图1所示,其中图的上方向下看为本装置的上端,从图1的左向右看为本装置的左端,此后采用设备方位进行叙述,不再赘述。
39.工作时,加工主体1通过上安装盘101和下安装盘102转动将点胶后的金属板和塑料板移动到吸盘19下方,此时驱动组件正向运行,驱动组件带动螺纹杆转动,由于螺纹杆与螺纹套9螺纹连接,螺纹杆转动使得螺纹套9沿第二固定架24向下移动,螺纹套9下移驱动安装管10和其上的主动齿轮14下移,当下端吸盘19与上安装盘101上的塑料板接触时,吸盘19在真空发生设备7的作用下将塑料板吸附在吸盘19下方,此时螺纹套9继续在驱动组件的作用下向下移动,并带动塑料板向金属板靠近,同时主动齿轮14和研磨环12无法转动且随着安装管10下移,当塑料板下表面与金属板上表面嵌入槽上端接触时,驱动组件开始驱动主动齿轮14转动,主动齿轮14转动通过连接杆13带动研磨环12转动,研磨环12转动其下表面不规则连续曲面上的滚珠15不断对塑料板产生挤压(滚珠15可以将研磨环12与塑料板之间的滑动摩擦转化为滚动摩擦,减少在加工过程中对塑料板产生的磨损,确保加工产品电脑外壳的完整性),塑料板四周连续不规则上下移动,使得塑料板与金属板之间产生相对位移,从而在塑料板完全嵌入到金属板之前,通过塑料板下表面与金属板之间的相对移动将金属板上的胶滴研磨开,使得黏合胶在金属板和塑料板的接触面上分布得更加均匀,避免凸起的粘结胶滴使得金属板与塑料板之间贴合不紧密的问题,此外增加黏合胶与金属板和塑料板之间的接触面积,增加黏合的稳定性,有效避免单一下压加工过程中塑料板直接垂直挤压黏合胶滴而产生黏合胶外溢到塑料板和金属板的问题。
40.本发明通过驱动组件与研磨环12之间的配合,在驱动组件通过吸盘19推动塑料板向金属板贴合的过程中,自动在塑料板下表面与黏合胶滴接触时,有驱动组件带动研磨环12转动,使得研磨环12下端滚珠15带动塑料板不断产生不规则上下波动,从而使得塑料板下表面在下移完全嵌入之前对接触面的胶滴进行研磨扩散,减少胶滴垂直方向的厚度,从而减少金属板与塑料板之间的接触间隙,并且扩大黏合胶与金属板和塑料板的接触面积,增加黏合的稳定性,有效缓解单一下压加工过程中塑料板直接垂直挤压黏合胶滴而产生黏合胶外溢到塑料板和金属板的可能。
41.作为本发明的进一步方案,驱动组件包括主动轴21和真空发生设备7,主动轴21的下端固定安装有下固定齿轮22,主动轴21的上端固定安装有上固定齿轮29,螺纹杆上固定安装有螺纹杆齿轮30,螺纹杆齿轮30与上固定齿轮29啮合,主动轴21的上端固定安装有微型电机,真空发生设备7上固定安装有连接软管11,连接软管11远离真空发生设备7的一端固定安装在安装管10上。
42.工作时,微型电机驱动主动轴21转动,主动轴21转动带动其上的上固定齿轮29和下固定齿轮22转动,上固定齿轮29与螺纹杆齿轮30啮合,上固定齿轮29转动带动螺纹杆齿轮30转动,螺纹杆齿轮30带动螺纹杆正向转动,从而使螺纹套9向下移动,在螺纹套9下移指定距离后,安装管10螺纹套9下移指定距离,此时主动齿轮14下端与下固定齿轮22接触,此时主动齿轮14与下固定齿轮22啮合,下固定齿轮22会带动主动齿轮14在安装管10上转动,主动齿轮14转动通过连接杆13带动研磨环12转动,研磨环12随着主动齿轮14转动过程中不断下移,当塑料板完全嵌入到金属板后研磨环12转无法驱动塑料板移动,此时主动齿轮14逐渐由下端与下固定齿轮22啮合变化为上端与下固定齿轮22啮合,然后关闭真空发生设备7、微型电机反向转动,主动轴21反向转动带动上固定齿轮29和下固定齿轮22反向转动,上固定齿轮29反向转动带动螺纹杆反向转动,从而带动螺纹套9上移,在螺纹套9上移带动吸盘19和研磨环12上移,使得研磨环12和吸盘19从拼装后的电脑后壳上表面移开,此时下固定齿轮22反向转动带动主动齿轮14反向转动,使得主动齿轮14带动热压组件运行,热压组件在主动齿轮14驱动作用下,自动对电脑后壳表面进行热压,使得塑料板与金属板连接得更加稳定,通过热压组件在嵌入黏合完成后再进行热压,避免以往由热压设备直接驱动塑料板嵌入时,塑料板因热压组件在嵌入到金属件之前就产生变形的可能,再嵌入后再立即进行热压,去除嵌入前加热对塑料板的影响,使得塑料板与金属板嵌入槽更加贴合。
43.本发明中提高驱动组件反向运行,来带动主动齿轮14反向转动,从而确保在塑料板完全嵌入到金属板内后,驱动组件立刻带动吸盘19和研磨环12上移,而主动齿轮14在驱动组件作用下驱动热压组件,热压组件对嵌入后的塑料板表面进行热压,来使得塑料板与金属板之间的黏合更加牢靠,避免以往由热压设备直接驱动塑料板嵌入时,塑料板因热压组件在嵌入到金属件之前就产生变形的可能,再嵌入后再立即进行热压,去除嵌入前加热对塑料板的影响,使得塑料板与金属板嵌入槽更加贴合。
44.作为本发明的进一步方案,热压组件包括第一固定架8,第一固定架8设置在第二固定架24的一侧,第一固定架8上转动连接有安装轴17,安装轴17的下端通过缓冲弹簧固定连接有热压板32,热压板32的上端设置有加热组件31,加热组件31与热压板32导线连接,安装轴17的上端固定安装有从动齿轮18,第一固定架8上转动安装有秃齿轮16,秃齿轮16两端分别与从动齿轮18和主动齿轮14啮合。
45.工作时,微型电机反向转动时,下固定齿轮22反向转动,从而带动主动齿轮14反向转动,主动齿轮14反向转动带动与之啮合的秃齿轮16转动(秃齿轮16通过扭簧安装在第一固定架8上,如图2所示扭簧作用下秃齿轮16的凸面与主动齿轮14接触),秃齿轮16转动带动从动齿轮18转动,从动齿轮18转动带动安装轴17转动,安装轴17转动带动热压板32转动,加热组件31通过脉冲加热对热压板32表面进行加热,从而使得热压板32在吸盘19和研磨环12上移同时在拼装的电脑后壳表面扫过进行热压,避免因为热压机构垂直下压塑料板过程中对塑料板表面造成压痕,影响电脑后壳成品的质量,且垂直下压过程中热压板32与电脑外壳的接触位置无法改变,如果热压板32上出现热度不均匀的状况时,无法保证电脑后壳表面受热均匀,热压板32以安装轴17为轴心转动的电脑外壳避免进行转动的热压,确保电脑外壳表面热压是均匀的。
46.本发明中通过秃齿轮16转动带动安装轴17转动,从而带动热压板32在电脑外壳表面转动,确保热压板32与拼装后的电脑外壳表面进行全面接触,使得电脑表面热压温度更加均匀,避免以往热压板32固定覆盖在拼装后盖表面,电脑后盖因为大面积的热压块表面温度不均匀而产生受热不均匀的状况,使得电脑后壳热压时受热更加均匀,避免电脑后侧热压受热不均匀而产生变形,提高电脑后壳成品质量。
47.作为本发明的进一步方案,加工主体1由上安装盘101和下安装盘102组合而成,上安装盘101上转动连接有从连接轴103,下安装盘102上转动连接有主连接轴104,主连接轴104和从连接轴103之间设置有驱动设备,驱动设备可以驱动主连接轴104和从连接轴103同时转动,上安装盘101的下表面和下安装盘102的上表面均设置有传动架107,传动架107固定分别与主连接轴104和从连接轴103固定连接,下端传动架107上固定安装有多个下夹具105,上端传动架107上固定安装有多个上夹具106,安装轴17的下端穿过上安装盘101延伸到下安装盘102桑,热压板32抵触在下夹具105上表面。
48.工作时,驱动电机2通过驱动设备带动主连接轴104和从连接轴103转动,主连接轴104和从连接轴103通过传动架107带动上夹具106和下夹具105向上安装盘101和下安装盘102交叠的位置移动后,驱动电机2转动一定角度后,下夹具105和上夹具106上下保持垂直,此时下夹具105内的金属板嵌槽正好处于上夹具106塑料板的垂直投影重合,然后由吸盘19带动塑料板下移,使得塑料板贴合在金属板内。
49.作为本发明的进一步方案,驱动设备包括驱动电机2和安装板6,安装板6与从连接轴103和主连接轴104转动连接,驱动电机2固定安装在安装板6的上表面,驱动电机2的输出端与主连接轴104固定连接,主连接轴104和从连接轴103之间通过齿轮和链条传动连接,主连接轴104上设置有清理组件,清理组件在对黏合后的电脑后盖向下一工位移动的过程中自动对后盖表面进行清理,下安装盘102与上安装盘101相邻端重叠,加工主体1下端固定安装有支撑组件。
50.工作时,塑料板和金属板黏合完成后,驱动电机2再次启动转动一定角度,此时黏合后的电脑后壳随着传动架107上的下夹具105向清理组件下方移动,黏合后的电脑外壳通过时清理组件自动对黏合后的电脑外壳表面进行清理,去除表面多余溢胶。
51.作为本发明的进一步方案,清理组件包括大齿轮23和固定件28,固定件28与主连接轴104转动连接,大齿轮23与主连接轴104固定连接,固定件28远离主连接轴104的一端上表面转动连接有小齿轮26,小齿轮26的下端固定安装有清理刮25,清理刮25的下表面固定
连接海绵层,小齿轮26与大齿轮23之间设置有中齿轮27,中齿轮27与大齿轮23和小齿轮26啮合。
52.工作时,主连接轴104转动通过传动架107带动下夹具105转动,同时主连接轴104转动带动大齿轮23转动,大齿轮23转动带动中齿轮27转动,中齿轮27与小齿轮26啮合,中齿轮27转动带动小齿轮26转动,小齿轮26转动驱动其下端的清理刮25转动,清理刮25下表面的海绵层对下方通过的下夹具105上的黏合电脑后壳表面清理,去除黏合后电脑后壳表面可能残余的溢胶。
53.作为本发明的进一步方案,支撑组件包括安装座4,安装座4一端通过压缩弹簧与下安装盘102固定安装,安装座4的一端固定安装有气缸3,气缸3的上端通过压缩弹簧与上安装盘101固定连接,点胶设备5通过连接架转动安装在主连接轴104上。
54.工作时,点胶设备5在传动架107停止转动时,自动对下夹具105上的金属板表面进行点胶,当传动架107再次转动时,点胶后的金属板向上安装盘101方向转动,进行后续黏合加工,同时在传动架107停止转动时,气缸3作用带动上安装盘101和下安装盘102下移,使得位于上安装盘101左端下方的塑料板在向下挤压作用力的作用下嵌入到上夹具106内,同时气缸3带动下安装盘102下移,下安装盘102下移带动下夹具105下移,位于下安装盘102右端下方的金属板在下夹具105向下挤压作用下自动嵌入到下夹具105内。
55.一种电脑后壳加工用点胶、热压集成工艺,适用于权利要求1-7任意一项的电脑后壳加工用点胶、热压集成自动化设备,该电脑后壳加工工艺的具体步骤如下:
56.步骤一:将电脑后壳的铝板嵌入到下安装盘102上的下夹具105内,塑料板嵌入到上安装盘101上的上夹具106内;
57.步骤二:打开点胶设备5,点胶设备5下端在下夹具105上的铝板表面进行点胶;
58.步骤三:用户打开驱动电机2,驱动电机2带动主连接轴104和从连接轴103转动一定角度,使得主连接轴104带动上夹具106,从连接轴103带动下夹具105转动向上安装盘101和下安装盘102重叠位置;
59.步骤四:打开微型电机和真空发生设备7,此时点胶后的铝板随着下夹具105移动到上安装盘101和下安装盘102的重叠处即研磨环12的下方,微型电机通过驱动组件驱动吸盘19下移,使得吸盘19吸附在塑料板表面,然后由吸盘19带动塑料板继续下移;
60.步骤五:当塑料板下表面与铝板上表面接触时,驱动组件驱动主动齿轮14转动,主动齿轮14带动研磨环12转动,研磨环12转动其下单滚珠15不断挤压塑料板,使得塑料板在下移过程中不断产生相对转动,从而使得塑料板将铝板的表面的点胶胶滴研磨扩散;
61.步骤六:当塑料板完全嵌入到铝板内后,使得驱动组件反向运行,驱动组件带动吸盘19上移,同时驱动组件带动主动齿轮14反向转动,主动齿轮14反向转动通过热压组驱动热压板32从而嵌入塑料板的铝板表面扫过,对拼装后盖进行热压。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1