一种用于3D打印的阻燃型可降解复合材料及其制备方法与流程
一种用于3d打印的阻燃型可降解复合材料及其制备方法
技术领域
1.本发明涉及3d打印复合材料领域,特别是一种用于3d打印的阻燃型可降解复合材料及其制备方法。
背景技术:
2.3d打印技术是以计算机为三维设计模型为基础,运用金属粉末、聚合物材料通过逐层打印的方式构建起来的技术。目前较为成熟的3d打印技术主要有:立体光固化,激光烧结法,熔融层积法fdm等。其中fdm主要原理是在略高于打印材料的熔点温度下通过对热塑性材料加热使其熔融从喷嘴挤出,通过电脑控制,一层层堆积成成品。
3.但是,现有的3d打印材料虽然能够较好的进行打印,但是其无法降解,易污染环境。
技术实现要素:
4.本发明的目的是提供一种用于3d打印的阻燃型可降解复合材料及其制备方法,制备的复合材料能够降解,避免污染环境。
5.本发明的目的通过以下技术方案来实现:
6.一种用于3d打印的阻燃型可降解复合材料制备方法,该方法包括以下步骤:
7.s1、将所有原料混合后,加热至熔融状态;
8.s2、将熔融状态的原料添加至挤丝装置内,得到3d打印的阻燃型可降解复合材料丝线;
9.s3、并使用收卷装置对丝线进行缠卷,得到3d打印的阻燃型可降解复合材料丝线卷。
10.所述挤丝装置包括设有添加箱的挤压管,挤压管的前端设有弯头,以及连接在弯头处的剂丝头,及转动在挤压轴内的挤压管,及固定在挤压轴上的螺旋板。
11.所述挤压管的下端固定有支撑架,支撑架上连接有收卷装置。
12.所述收卷装置包括并排且倾斜固定在支撑架上的两个斜撑板,及连接在其中一个斜撑板上的支撑座,及限位转动在支撑座内的电机架,电机架上转动有卷轴,卷轴的另一端与另一个斜撑板滑动连接,卷轴上通过键滑动有卷筒。
附图说明
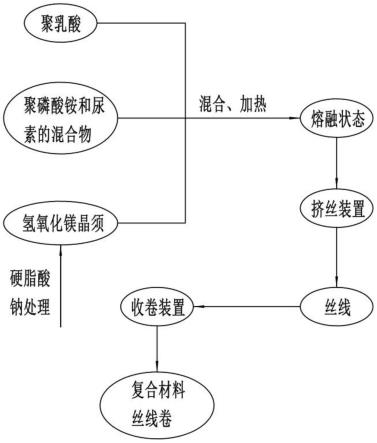
13.图1是用于3d打印的阻燃型可降解复合材料制备方法的流程示意图;
14.图2是挤丝装置和收卷装置连接的结构示意图一;
15.图3是挤丝装置和收卷装置连接的结构示意图二;
16.图4是支撑架的结构示意图;
17.图5是剂丝头的结构示意图;
18.图6是螺旋板的结构示意图;
19.图7是旋转环的结构示意图;
20.图8和图9是四个顶紧轮对向顶紧的结构示意图;
21.图10是横架的结构示意图;
22.图11是卷轴与斜撑板垂直时的结构示意图;
23.图12是卷轴转出斜撑板时的结构示意图。
24.图中:
25.支撑架101;斜撑板102;挤压管103;凸出环104;方框105;固定环106;
26.转板201;剂丝头202;环槽203;弹簧ⅰ204;
27.挤压轴301;螺旋板302;
28.旋转环401;扇板402;
29.轮架501;顶紧轮502;弹簧ⅱ503;连动板504;
30.横架601;顶架602;螺杆603;
31.卷筒701;卷轴702;电机架703;支撑座704。
具体实施方式
32.如图1所示:
33.一种用于3d打印的阻燃型可降解复合材料制备方法,该方法包括以下步骤:
34.s1、将所有原料混合后,加热至熔融状态;
35.s2、将熔融状态的原料添加至挤丝装置内,得到3d打印的阻燃型可降解复合材料丝线;
36.s3、并使用收卷装置对丝线进行缠卷,得到3d打印的阻燃型可降解复合材料丝线卷。
37.如图2-6所示:
38.所述挤丝装置包括挤压管103、挤压轴301、螺旋板302和剂丝头202,挤压管103上设有添加箱,弯头设置在挤压管103的前端,剂丝头202连接在弯头处,挤压管103内转动有挤压轴301,螺旋板302固定在挤压轴301上。
39.添加箱用于盛放熔融状态的原料,且其上设有加热装置,能够对添加箱内的熔融状态的原料进行保温加热,添加箱内的熔融状态的原料会受重力影响自动流入挤压管103内,启动安装在挤压管103上的输送电机,对挤压轴301进行传动,使挤压轴301带动螺旋板302在挤压管103内转动,从而将挤压管103内的原料向弯头处推动,从而使原料在弯头处聚集,继而进入剂丝头202内,并由剂丝头202的端头处的小孔处连续的挤出,挤出的原料经过冷却后形成丝线。
40.进一步的:
41.所述挤丝装置还包括转板201和弹簧ⅰ204,转板201转动在所述弯头上,多个剂丝头202均固定在转板201上,弹簧ⅰ204设置在转板201与弯头之间,使转板201贴合在弯头出口端。
42.弯头处固定有固定小板,固定小板上转动有销轴,销轴固定在转板201的中心处,从而可以转动转板201,使转板201以销轴为轴进行转动,从而带动多个剂丝头202旋转,形成多个剂丝头202能够交替与弯头连通,通过多个剂丝头202端头处的不同直径的小孔,从
而挤压出不同直径的原料,在冷却后得到不同直径的丝线;
43.其中弹簧ⅰ204套在销轴上,顶紧销轴的端头和固定小板,使转板201顶紧在弯头端头处,由此保证弯头与对应的剂丝头202连接时的密封效果。
44.进一步的:
45.凸出环104设置在所述弯头出口端,多个环槽203分别设置在多个个剂丝头202对应转板201处,且多个环槽203均与凸出环104匹配。
46.通过凸出环104的设置,在剂丝头202与弯头连接时,凸出环104配合插入环槽203内,从而保证了弯头与对应的剂丝头202能够同轴对应,且密封效果更好;
47.在更换剂丝头202时,先拉动转板201远离弯头,克服弹簧ⅰ204的弹力,使销轴在固定小板上滑动,同时使凸出环104滑出环槽203,然后在转动转板201,当使所需的剂丝头202转动至弯头处,通过弹簧ⅰ204的弹力使所需的剂丝头202处的环槽203套在凸出环104上,完成连接,达到对剂丝头202更换的目的。
48.进一步的:
49.支撑架101固定在所述挤压管103的下端,收卷装置连接在支撑架101上。
50.支撑架101用于对挤压管103进行支撑。
51.如图10-12所示:
52.所述收卷装置包括斜撑板102、卷筒701、卷轴702、电机架703和支撑座704,两个斜撑板102并排且倾斜固定在支撑架101上,支撑座704连接在其中一个斜撑板102上,电机架703限位转动在支撑座704内,卷轴702的一端转动在电机架703上,卷轴702的另一端与另一个斜撑板102滑动连接,卷筒701通过键槽滑动在卷轴702上。
53.卷筒701用于将打印丝线卷起,进行储存运输,同时便于通过卷筒701将打印丝线悬挂在打印机上;
54.在卷绕时,启动安装在电机架703上的收卷电机,收卷电机传动卷轴702在电机架703上转动,从而通过键带动卷筒701转动,从而将丝线卷绕在卷筒701上;在卷绕完成后,通过转动卷轴702使电机架703在支撑架101上的转动,从而使卷轴702带动卷筒701由两个斜撑板102之间转出,从而将卷绕好卷筒701从卷轴702上取下,在更换好新的卷轴702后,回转卷轴702至两个斜撑板102之间,再次进行卷绕;
55.其中两个斜撑板102上均设有长孔,用于卷轴702转动,电机架703在转动至与两个斜撑板102垂直的状态时,电机架703受到支撑座704的限位,无法继续转动,从而保证了卷轴702处于与两个斜撑板102垂直的状态,便于将丝线卷绕在卷筒701上,而且两个斜撑板102的倾斜设置,能够使卷轴702受自身的重力自动保持与两个斜撑板102垂直的状态;斜撑板102上的支撑座704不易脱落。
56.进一步的:
57.横架601滑动在两个斜撑板102之间,螺杆603横向转动在横架601上,横顶架602螺纹连接在螺杆603上,横顶架602能够滑入卷筒701的两个侧板之间,从而顶紧卷筒701上的丝线。
58.在卷轴702和卷筒701受自身重力带动支撑座704沿着斜撑板102向下移动时,通过横顶架602的设置,使横顶架602插入卷筒701的两个侧板之间,对卷筒701上的丝线进行顶紧,从而有效的避免卷绕在卷筒701上的丝线自动送散;
59.而且,通过安装在横架601上的第一电机,对螺杆603进行往复传动,从而使螺杆603往复转动,继而螺纹传动横顶架602在横架601上往复传动,配合卷筒701的两个侧板,带动卷筒701横向往复移动,从而形成对卷绕丝线在卷绕在卷筒701时的规则排布,保证了卷绕的规整。
60.如图4、8、9所示:
61.方框105固定在所述支撑架101上,方框105与所述弯头连通的剂丝头202同心设置,四个轮架501分别滑动在所述方框105的四面上,四个顶紧轮502分别转动在四个轮架501上,四个轮架501与方框105之间均设有弹簧ⅱ503,使对侧面上的两个顶紧轮502顶紧,且两组顶紧的顶紧轮502上下设置,形成对丝线的中心限位。
62.通过弹簧ⅱ503的弹力,使对侧面上连接的两个轮架501相互靠近,继而使其上的两个顶紧轮502顶紧,且横向对侧面的两个顶紧轮502位于顺向对侧面的两个顶紧轮502的下方,从而使四个顶紧轮502将穿过方框105的丝线顶紧至方框105的中心处,由于方框105与弯头连通的剂丝头202同心设置,由此保证了原料在被挤出剂丝头202端头处的小孔后,保持挤出方向不变,冷却成型,有效的避免由于原料转向,使原料冷却成丝线后出现瑕疵;
63.而且通过四个顶紧轮502分别在四个轮架501上转动,避免了四个顶紧轮502顶紧丝线而影响丝线的移动。
64.进一步的:
65.连动板504固定在所述横架601上且与位于下方的轮架501固定连接。
66.方框105与剂丝头202同心设置,所以方框105为顺向倾斜设置,位于顺向下方的轮架501与横架601通过连动板504连接,从而保证了该轮架501与横架601的相对固定,从而形成了该轮架501上的顶紧轮502与横顶架602顶紧卷筒701的端头相对固定,且两者在方框105的中心方向,位于同一平面;
67.由此形成轮架501上的顶紧轮502与横顶架602同时对丝线进行支撑,保证了丝线位于方框105的中心位置不变的状态,进一步保证了原料在被挤出剂丝头202端头处的小孔后,保持挤出方向不变,冷却成型,有效的避免由于原料转向,使原料冷却成丝线后出现瑕疵;
68.而且,由于横顶架602位于斜撑板102方向的下端对卷筒701上的卷绕丝线进行顶紧,随着卷筒701上卷绕丝线的增多,即卷筒701上卷绕丝线的线卷直径的改变,仍然不会影响丝线与方框105的中心线重合的状态;而且位于方框105横向侧面的两个顶紧轮502位于顺向侧面的两个顶紧轮502的下方,且在卷绕时,卷筒701往复横向移动,进一步保证了丝线与方框105的中心线重合的状态;
69.而且,通过位于顺向下方的轮架501与横架601的相对固定,使横顶架602能够随着该轮架501移动,以适应不同直径的丝线的支撑卷绕。
70.如图7所示:
71.所述支撑架101上固定有固定环106,固定环106位于剂丝头202与方框105之间,且与方框105同轴,固定环106内转动有旋转环401,旋转环401内侧固定有多个扇板402。
72.通过安装在支撑架101上的第二电机,对旋转环401进行传动,使旋转环401带动多个扇板402转动,形成对剂丝头202与方框105之间的丝线的吹风,从而提高原料由剂丝头202出来后的冷却效率。
73.所述的一种用于3d打印的阻燃型可降解复合材料制备方法制备的阻燃型可降解复合材料,该阻燃型可降解复合材料包括以下质量分数的原料:聚乳酸40%-80%、聚磷酸铵和尿素的混合物10%-40%和经硬脂酸钠进行疏水处理的氢氧化镁晶须15-40%。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1