多点涂覆式多功能复合高分子材料增强生产工艺及系统的制作方法
1.本发明涉及高分子材料技术领域,尤其涉及多点涂覆式多功能复合高分子材料增强生产工艺及系统。
背景技术:
2.长玻纤增强热塑性塑料(lgfrt)是一种质量轻强度高的复合材料,比短玻纤增强热塑性塑料(sgfrt)具有更好的力学性能和耐温性能,能更好地发挥玻纤增强剂的作用。这种复合材料主要应用在比sgfrt要求更高的场合,现已广泛应用于汽车工业、机械制造、电子电器、化工环保、航天通讯、建筑等部门及行业,航空航天器材的外壳、插接件等,具有耐高温、高强度、重量轻等特点。在汽车零配件中的应用尤为广泛,制品一般为保险杠、挡泥板、发动机罩、仪表盘、车门、座椅靠背、暖气机叶轮等。在电子电气和信息技术方面,lgfrt用以制造仪表罩壳、接线盒、电视机后盖、风扇叶片等。在化工防腐方面,lgfrt用作贮罐、管道、内管等。目前国内对sgfrt研究和应用较多,但对lgfrt的研究还较少,从应用的角度来看,lgfrt具有更广阔的发展前景。
3.由于热塑性树脂的熔体粘度一般都超过100pa
·
s,致使玻纤难以获得良好浸渍,因此制备lgfrt的技术关键就在于解决如何使长玻纤获得良好浸渍问题,国内外对此进行了大量的研究,目前主要开发的浸渍工艺有熔融浸渍法、溶液浸渍法、粉末浸渍法、悬浮浸渍法和混合纱浸渍法等。
4.而现在的浸渍法都存在在玻纤表面包敷pp树脂的时候经常会出现没有完全包敷,或者由于生产工艺本身的缺陷导致效率过低,长玻纤耐磨性差,无法满足某些行业的使用需求。且浸润式无法解决由于树脂料的熔指不同所导致的树脂料不均匀,从而导致产品质量不稳定。多点涂覆式采用p&id调节,在任意时间点上,纤维的输出量与树脂的输出量恒定,从而根本上解决该问题,同时相同配置下,本工艺产能是产能提高4-8倍的产能。从而降低人工与能耗成本。该工艺可填补国内空白。
技术实现要素:
5.本发明要解决的技术问题在于传统的长玻纤都是采用浸渍法的形式在长玻纤表面包敷pp树脂,该方法长玻纤的包敷效率低且效果差,质量不稳定。针对现有技术的上述缺陷,提供多点涂覆式多功能复合高分子材料增强生产工艺及系统。
6.为了解决上述技术问题,本发明所采用的技术方案是:构造一种多点涂覆式多功能复合高分子材料增强生产工艺,其中,包括:
7.将pp树脂从pp树脂站送进投料站卸料仓;
8.将投料站卸料仓内的pp树脂进行去除挥发性有机化合物后送入冷却仓;
9.将冷却后的pp树脂送进pp树脂储料仓内备用;
10.将pp树脂1、pp树脂2、cmb色母粒料、ca藕联剂及混合均匀的add添加剂原料从投料站送进缓冲仓;
11.将pp树脂储料仓和缓冲仓内的原料通过喂料系统进行称重后送入挤出机进料口;
12.控制玻纤由玻纤站牵引出后进入挤出机模头;
13.控制玻纤由玻纤站迁出后进入挤出机模头与熔融状pp树脂混合以使得玻纤表面包敷pp树脂;
14.控制结合pp树脂后的玻纤从挤出机的模头挤出。
15.优选的,玻纤从玻纤站牵出后在包敷熔融状pp树脂之前,包括:
16.玻纤从玻纤站牵出后穿进上蜡机的上蜡模头进行上蜡以使得玻纤表面包敷蜡液;
17.控制上蜡后的玻纤进入挤出机的模头和熔融状pp树脂结合后挤出。
18.优选的,控制玻纤由玻纤站牵出后穿进上蜡模头进行上蜡以使得玻纤表面包敷蜡液,包括:
19.将蜡原料加热成熔融蜡液后进入上蜡机的上蜡模头进行上蜡。
20.优选的,将蜡原料加热成熔融蜡液后进入上蜡机的上蜡模头进行上蜡,包括:
21.将蜡原料从投料站运送至熔融蜡储料桶并加热成液体蜡;
22.液体蜡经过过滤后通过液体蜡管道输送到上蜡机;
23.输送过程中对液体蜡进行恒温伴热以避免液体蜡凝固。
24.优选的,液体蜡管道上设有压力传感器,压力传感器用于检测液体蜡管道是否堵住。
25.优选的,液体蜡管道上安装有三通阀,当检测到所述玻纤断料时,三通阀换向,将蜡液送到回流管道进入熔融蜡储料桶。
26.优选的,控制结合pp树脂后的玻纤从挤出机的模头挤出,包括:
27.将控制挤出后的玻纤进入切粒机切割后进行包装存放。
28.优选的,控制挤出后的玻纤进入切粒机切割后进行包装存放,包括:
29.控制挤出后的玻纤进入冷却系统冷却后进入切粒机切粒;
30.由切粒机的转速控制喂料器的喂料量、挤出机的螺杆转速及上蜡机的上蜡泵流量。
31.优选的,所述控制挤出后的玻纤进入冷却系统冷却后进入切粒机切粒,包括:
32.将从切粒机出来的料粒进入筛选系统;
33.筛选系统包括滚动筛选和/或直线筛选;
34.筛选后的料粒进后混系统进行包装。
35.为解决上述技术问题,本技术提供了一种多点涂覆式多功能高分子材料增强生产系统,应用于上述的一种多点涂覆式多功能高分子材料增强生产工艺。
36.本发明的有益效果在于:将pp树脂通过正压输送从投料站送进烘干仓,经过去除表面挥发性有机化合物后送入储料仓;将pp树脂1、pp树脂2、cmb 色母粒料、ca藕联剂及混合均匀的add添加剂通过正压输送送入缓冲仓料仓;然后将原料送入挤出机内进行混合得到熔融状pp树脂;从玻纤站出来的玻纤穿进上蜡模头进行上蜡以使得玻纤表面包敷蜡液,包敷蜡液后的玻纤与熔融状pp树脂在挤出机模头结合后挤出得到复合高分子材料;通过在玻纤和熔融状pp树脂之间包敷蜡液增加玻纤与熔融状pp树脂的结合,将蜡液和pp树脂加热成液体在上蜡机模头和挤出机模头与玻纤形成涂覆式的包敷,包敷效果更好,避免部分玻纤表面未包敷熔融蜡液或pp树脂。结合pp树脂后的玻纤进入切粒机进行切粒后筛选,将合
格的料粒送入包装系统进行包装。通过涂覆式将熔融蜡液和熔融状pp树脂与包敷在玻纤表面从而形成多功能复合高分子材料,整体设备采用高速自动化生产,生产效率更高。针对生产过程中的料条掉落或玻纤断开设置摩擦传感器进行检测玻纤的摩擦力,将熔融蜡液送回熔融蜡储料桶避免断纤时候熔融蜡液的浪费。因此,长玻纤增强树脂的自动化生产,树脂涂覆层的均匀性,使得产品具有更高的强度和抗冲击的能力,并确保了玻纤和树脂比例的稳定,具有高刚度及冲击强度的优点质量。同时采用多点涂覆式采用p&id调节,在任意时间点上,玻纤的输出量与pp树脂的输出量恒定,从而根本上解决该问题,同时相同配置下,本工艺产能是产能提高4-8倍的产能。
附图说明
37.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将结合附图及实施例对本发明作进一步说明,下面描述中的附图仅仅是本发明的部分实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图:
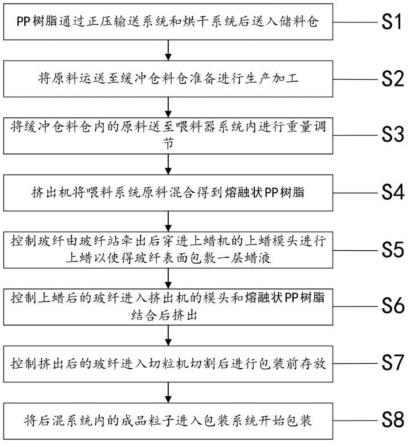
38.图1为本发明佳实施例的多点涂覆式多功能高分子材料增强生产工艺的流程示意图;
39.图2为本发明佳实施例的pp树脂通过正压输送系统和烘干系统后送入储料仓的流程示意图;
40.图3为本发明佳实施例的控制玻纤由玻纤站牵出后穿进上蜡机的上蜡模头进行上蜡以使得玻纤表面包敷一层蜡液的流程示意图;
41.图4为本发明佳实施例的控制挤出后的玻纤进入切粒机切割后进行包装前存放的流程示意图;
42.图5为本发明佳实施例的喂料器输出能力表;
43.图6为本发明佳实施例的挤出机各区温度控制功能表;
44.图7为本发明佳实施例的挤出机的控制区和料筒区的示意图;
45.图8为本发明佳实施例的多点涂覆式多功能高分子材料增强生产系统的系统结构图。
具体实施方式
46.为了使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例是本发明的部分实施例,而不是全部实施例。基于本发明的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明的保护范围。
47.如图1所示,本发明较佳实施例的多点涂覆式多功能复合高分子材料增强生产工艺;包括:
48.s1:pp树脂通过正压输送系统和烘干系统后送入储料仓;
49.具体地,pp树脂原料从pp树脂投料站通过正压输送系统运送至烘干料仓。通过烘干系统对烘干料仓内的pp树脂进行去除挥发性有机化合物,同时对其进行一定的保温然后排入冷却仓内将其冷却下来最后在运送至储料仓内。
50.s2:将原料运送至缓冲仓料仓准备进行生产加工;
51.具体的,多功能复合高分子材料的原料包括pp树脂1、pp树脂2、cmb 色母粒料、ca藕联剂、混合均匀的add添加剂、抗氧剂和阻燃剂。其中pp 树脂1和pp树脂2为不需要烘干的聚丙烯树脂原料,add添加剂、抗氧剂和阻燃剂已经混合均匀。
52.进一步地,在本实施例中,在投放pp树脂1和pp树脂2时,pp树脂1 和pp树脂2通过大包投料站,由人工通过行走葫芦将大包原料从pp树脂原料储料仓取出,然后放入各自投料站的pp1和pp2投料仓,之后由负压输送装置送至各自的pp1和pp2缓冲仓料仓内。或者,pp树脂1和pp树脂2也可以使用25kg包装原料放置在pp树脂原料储料仓内,然后由人工投入到各自投料站的pp1和pp2投料仓内。投料站的投料仓安装低料位开关,在pp1或 pp2投料仓内料位低时发出报警提示进行投料。或者,pp树脂1和pp树脂2 也可以直接通过负压输送的方式从原料储料仓输送至各自的pp1和pp2缓冲仓料仓内。
53.进一步地,在投放cmb色母粒料时,人工将大包装cmb色母粒料通过行走葫芦从cmb原料储料仓吊起取出,人工投入到cmb投料站的料仓内,再由负压输送装置输送至cmb缓冲仓料仓内。或者,cmb色母粒料也可以使用25kg 包装原料放置在cmb原料储料仓内,人工投入cmb投料站的料仓内。投料站的料仓安装低料位开关,在cmb投料仓仓内料位低时发出报警提示进行投料。或者,cmb原料也可以直接通过负压输送的方式从原料储料仓输送至cmb缓冲仓料仓内。
54.进一步地,在投放ca藕联剂时,人工将ca大包装原料通过电动葫芦从 ca原料储料仓吊起取出,投入到ca投料站的料仓内,由负压输送装置送至 ca缓冲仓料仓内。ca藕联剂也可以使用25kg包装原料放置在ca原料储料仓内,人工投入ca投料站的料仓内。投料站的料仓安装低料位开关,在ca投料仓内料位低时发出报警提示进行投料。
55.进一步地,由于pp树脂1、pp树脂2、cmb色母粒料和ca藕联剂为颗粒状,因此在输送过程中还需要通过风机进行实现负压输送,并增加除尘器对颗粒状的表面进行除尘。pp树脂1、pp树脂2、cmb色母粒料和ca藕联剂的负压输送也可以公用同一台风机和除尘器,或者各自一台风机和除尘器,或者两两结合。
56.进一步地,在投放add添加剂(已均匀混合有抗氧剂和阻燃剂)时,人工将大包装add添加剂原料通过电动葫芦吊起,投入add投料站的料仓内。或者,add添加剂也可以使用25kg包装原料放置在add原料储料仓内,人工投入add投料站的料仓内。然后由输送螺杆将add添加剂输送到add缓冲仓料仓内,同时add缓冲仓料仓上的称重传感器控制螺旋输送速度。投料站的料仓安装低料位开关,在add投料仓内料位低时发出报警提示进行投料。由于add添加剂内增加了阻燃剂和抗氧剂,因此,add投料站的料仓、输送螺杆和add缓冲仓料仓均需符合防爆等级要求。
57.s3:将缓冲仓料仓内的原料送至喂料器系统内进行重量调节。
58.具体地,缓冲仓料仓通过管道将原料输送至喂料器料斗,通过补料阀进行控制管道的流通速度。同时,每一个缓冲仓料仓对应一台失重式喂料器,对料斗进行称重,则一共需要5台失重式喂料器,然后将pp1、pp2、cmb、ca 和add原料进行称重后送入挤出机。针对不同的原料,喂料器的能力也不同,其中pp1喂料器的能力大致60kg/hr,pp2喂料器的能力大致200kg/hr,cmb 喂料器的能力大致100kg/hr,ca喂料器的能力大致2500kg/hr,add喂料器的能力大致1500kg/hr,具体喂料器输出能力表如图5所示。需要说明的是, pp树脂可和pp树脂1或pp树脂2共用一个喂料器进行喂料称重后进入挤出机。
59.进一步地,喂料器补料由其料斗称重信号进行控制,当料斗重量低于设定值时,对应原料的喂料器将发出补料信号将补料阀打开,当料斗重要达到设定高值时,补料信号消失,此时补料阀关闭。需要说明的是,由于add添加剂内增加了阻燃剂和抗氧剂,因此,add喂料器和补料阀也须符合防爆等级要求。
60.s4:挤出机将喂料系统原料混合得到熔融状pp树脂。
61.具体地,每个喂料器系统内的原料通过管道进入到挤出机,通过挤出机的进料口在进料斗内混合,为了防止物料在进料斗内壁粘连,挤出机的进料口设有冷却装置,将物料温度控制在40度,本实施例中采用带水冷装置的冷却装置。进料斗的排气口连接有除尘风罩,接入到除尘系统管路。也可与原料的除尘系统共用一个除尘系统。进料斗上部安装有高料位开关,当物料达到高料位时,发出警报提示操作人员检查进料斗。挤出机采用双螺杆挤出机,共设置有6个控制区,6个控制区水平依次连接设置,混合后的原料从第一控制区进入挤出机,在第四和第六控制区带有强剪切螺纹块,将原料在挤出机内混合均匀形成熔融状pp树脂。第六控制区连接有第七区,第七区为另有一个连接块区用于连接螺杆区和模头的模头区,熔融状树脂在模头区涂覆在玻纤上。因此,模头区不需要安装过滤网和换网器,为了配合玻纤的出料速率,挤出机的产量控制在2500-4000kg/h。
62.进一步地,将控制区分为多个料筒区,其中六个控制区各一个料筒区,将模头区分为3个料筒区,7个区共计分为11个料筒区,为了避免混合后的物料在料筒区内冷却凝固,需要在部分料筒区进行加热以及提供温度检测功能,具体挤出机各料筒区温度控制功能如图6所示。
63.s5:控制玻纤由玻纤站牵引出后穿进上蜡机的上蜡模头进行上蜡以使得玻纤表面包敷一层蜡液。
64.具体他,将蜡原料从投料站运送到熔融蜡储料桶,然后熔融产需要的控制玻纤由玻纤站牵出后穿进上蜡机的上蜡模头进行上蜡以使得玻纤表面包敷一层蜡液原料蜡并储存和保温,通过模温机对熔融蜡储料桶进行加热和保温避免熔融蜡凝固。然后通过预过滤器对熔融蜡进行第一步的过滤,再通过齿轮泵和精过滤器进行二次过滤后通过液体蜡管道送入上蜡机。
65.进一步地,上蜡机设置4台计量泵,每个计量泵6路液体蜡管道的输出,共计24路液体蜡管道的输出。每根液体蜡管道上安装流量计检测液体蜡的流量,以及安装压力传感器对液体蜡管道进行监测。液体蜡管道上还设置三通阀门,避免玻纤断裂时液体蜡的浪费,当检测到玻纤断裂时,三通阀换向,将液体蜡管道再流向熔融蜡储料桶。
66.s6:控制上蜡后的玻纤进入挤出机的模头和熔融状pp树脂结合后挤出。
67.具体地,玻纤从玻纤站放出,一般玻纤站的料24根,玻纤穿过24根玻璃导向管,引至24个不锈钢玻纤槽,在玻纤槽上方安装有24个摩擦传感器每根玻纤穿过1只摩擦传感器,之后玻纤穿进上蜡模头被前述的液体蜡包裹进行上蜡。玻纤上蜡后进入挤出机模头和熔融状pp树脂结合后挤出形成料条。也可根据需要设置成48根玻纤料,此时不锈钢玻纤槽和摩擦传感器均设置成 48个,但玻璃导向管安装仍为24个,分为上下两排进行输送玻纤。
68.进一步地,安装在玻纤站上的摩擦传感器用于检测料条是否段落或断开,当检测到某根料条掉落或断开时,控制系统发出警报,操作人员关闭此根料条对应的挤出机模头的熔融状pp树脂出料孔阀门。挤出机模头的pp树脂出料孔的阀门安装有阀位传感器,当阀
门关闭后,lft控制系统会降低失重秤的喂料速度、挤出机的转速等,以保证挤出机内匹配物料输出量与玻纤输出量的比例稳定。
69.进一步地,玻纤部分单独设置玻纤粉尘传感器收集装置,收集点包括斗式提升机处、摩擦传感器处。
70.进一步地,由于挤出机整体较大,为了便于维修和调整角度,在上蜡机系统上,纤维导向管采用2根首尾叠加设置,即方便了挤出机的维修,也能根据不同的需要调整上蜡机与挤出机之间的距离。同时,可通过调整纤维导向管的倾斜角度以适应挤出机的倾斜角度。
71.s7:控制挤出后的玻纤进入切粒机切割后进行包装前存放。
72.具体地,挤出后的玻纤先进入冷却系统降温,然后进入切粒机将长玻纤切成料粒。在通过滚动筛选和直线筛选将不同尺寸以及不合格的料粒筛选出来。其中合格的料粒送入后混系统,不合格的料粒送入废料收集箱。
73.进一步地,在后混系统不同规格的料粒送入不同的斗式提升机后在送进料仓进行包装。包装前对料粒进行静电除尘避免成品颗粒表面有粉尘,在进行过滤,直到表面的静电和粉尘去除干净并保温一段时间后即可进入包装环节。
74.s8:将后混系统内的成品粒子进入包装系统开始包装;
75.具体地,通过称重包装机将长玻纤成品粒子灌装入包装袋内进行包装。在本实施例中,包装系统的包装袋采用8角的直通纸袋,大约可以包装1吨的成品自理。需要说明的是,包装纸袋的规格可根据需要设置,不限于本发明所提到的规格。
76.在上述实施例的基础上:
77.如图2所示,作为一种优选地实施例,pp树脂通过正压输送系统和烘干系统后送入储料仓;包括:
78.s11:将pp树脂从pp树脂站卸进投料站卸料仓;
79.具体地,在pp投料站,通过人工使用吊葫芦将大包装pp树脂卸进投料站卸料仓内或者人工搬运至投料站写料仓内,在本实施例中,卸料仓的容积为0.5m3。卸料仓安装有低料位传感器,在卸料仓仓内的原料料位低于低料位阈值时,发出报警信号,提示操作人员进行原料补充。
80.s12:将卸料仓内的pp树脂通过正压输送系统送进烘干料仓;
81.具体地,卸料仓内的pp树脂通过旋转阀下料至射流器内,然后pp树脂通过正压风机提供的气力输送至pp烘干料仓内。烘干料仓设计为50m3,按照 80%容积率及pp堆积密度0.6计算,可容pp粒子原料约24吨。在开始生产之前,需要对烘干料仓送料直到其最大的容纳能力,在烘干料仓装满pp料后,开始进行烘料去除表面挥发性有机化合物的操作。
82.进一步地,该投料及输送为一个持续的过程,伴随生产、投料和输送的流程一直持续进行。正压输送系统的输送能力为1吨/小时,输送设备可选型为2吨/小时。
83.s13:将烘干仓内的pp树脂进行烘干除味;
84.具体地,pp树脂送入烘干料仓后还需要对原料进行烘干操作,烘干系统包括空气过滤器、烘干风机和空气加热器,空气通过空气过滤器过滤后,由烘干风机抽送至由150℃、4bar的饱和蒸汽对pp树脂进行加热,将加热的饱和蒸汽送到烘干料仓内,对pp树脂进行烘干除味。热空气由烘干仓锥体下部进入,热空气通过内部夹层网孔上升对pp树脂加热后从仓体顶部排出,进入烟雾净化装置管道内,由烟雾净化系统净化后排入大气。
85.进一步地,在开始生产之前对烘干料仓进行正压送料时,进入烘干料仓的空气温度控制在30~50℃,但空气温度不宜过高。此过程将持续24个小时左右直到输送的pp树脂到高料位。在此过程中,如温度过高,将导致仓内原料被烘干的时间不同,致pp原料品质不同。在仓内pp树脂送满后,进行热空气的加热烘干。
86.进一步地,烘干料仓内的原料烘干时的热空气温度为100~120℃,烘干需要的时间为36小时。在本实施例中,也可采用热交换器替代空气加热器或其它可以将空气加热的设备。为了方便烘干料仓内的空气交换,烘干料仓的锥体部分采用夹层设计。
87.s14:将烘干后的pp树脂冷却后排入冷却仓;
88.具体地,烘干后的pp树脂通过旋转阀排入冷却仓内,通过风机送来的常温空气对pp树脂进行冷却。冷却仓内底部安装温度传感器,当测量到温度高于80℃时,旋转阀将将被关闭停止排料。在测量到温度低于80℃并延续了一定时间后,旋转阀将被打开启动排料。需要说明的时候,该时间可以根据工艺要求设定,在此不做具体说明。
89.s15:冷却后的pp树脂通过正压输送系统送至储料仓;
90.具体地,冷却排料的过程是一个连续的排料过程,旋转阀持续不断的将烘干料仓中的原料排出,落入冷却仓中,pp粒子在冷却仓中被冷却后再由旋转阀持续排下,落入射流器中,再由正压输送送至储料仓内。冷却完毕后的 pp树脂通过正压输送系统送至pp树脂储料仓内储存备用。
91.需要说明的是,在生产开始之后,pp树脂的投料、正压输送(烘前原料)、烘干、冷却、正压输送(烘后原料)等是一个连续进行的过程。pp烘干料仓以1吨/小时的输送量不断的进料,出口持续不断的将烘好的原料排出,冷却仓不停的进料,冷却,出料,之后的正压输送也不停的将冷却后的pp树脂输送进储料仓。
92.在上述实施例的基础上:
93.如图3所示,作为一种优选地实施例,控制玻纤由玻纤站牵出后穿进上蜡机的上蜡模头进行上蜡以使得玻纤表面包敷一层蜡液。包括:
94.s51:将蜡原料放入蜡储料桶并加热成熔融蜡液。
95.具体地,因为蜡原料一般为颗粒固体料,可使用大袋包装和25kg小包装。将颗粒蜡大包装原料由行走葫芦吊起放置于投料架上或通过人工搬运到投料架上,再由螺旋输送机输送至储料桶内。在生产之前,将蜡储料桶内投满蜡原料,然后加热到120℃以上,此时启动储料桶内的搅拌桨进行搅拌,以加速蜡原料的融化。当蜡储料桶内的温度低于120℃时,搅拌桨停止搅拌工作。当蜡储料桶内的熔融蜡液液位不低于1/3的储料桶液位时,搅拌桨才可以启动搅拌工作。
96.s52:向蜡储料桶内补充蜡原料并保持蜡储料桶的温度不低于140℃。
97.具体地,当需要对蜡储料桶进行补料时,需要注意补料速度以控制蜡储料桶内熔融蜡液的温度。因原料蜡为固体颗粒,在蜡储料桶内溶解为液体需要热量,须保证蜡储料桶内熔融蜡液的温度不低于140℃。
98.进一步地,对蜡储料桶进行补料时,首先打开气动插板阀,螺旋输送机启动下料,计时40s,如在40s里熔融蜡液温度降到了150℃以下,下料进程立即停止,气动插板阀关闭,输送机停止;如在40s里熔融蜡液温度一直在 150℃以上,输送机在40s到后停止,计时20s后再次启动下料,如此循环,直到熔融蜡液到设定料位停止。储料桶安装液位传感器,在桶
内熔融蜡液高度到达高液位时,自动停止螺旋输送机。
99.s53:使用模温机将熔融蜡储料桶保温在155~160℃并进行氮封保护。
100.具体地,熔融蜡储料桶由模温机进行保温,熔融蜡储料桶带有温度控制装置,以保持其温度为155~160℃。
101.为了防止熔融蜡发生爆燃,熔融蜡储料桶进行氮封保护。氮气流量设定为1m3/h,压力为0.3bar。熔融蜡储料桶桶顶安装搅拌桨,在正常工作时,搅拌桨持续工作,当桶内熔融蜡温度低于120℃,搅拌桨停止工作。
102.s54:将熔融蜡液过滤后进入上蜡机。
103.具体地,在熔融蜡液输送过程中,为了避免固体蜡也进入上蜡机,需要对熔融蜡液进行过滤。由熔融蜡储料桶出来的熔融蜡先通过粗过滤器进行预先过滤,再通过输送齿轮泵和精过滤器进行进一步过滤,然后将过滤后的熔融蜡液进入上蜡机。
104.进一步地,为了避免过滤机出现故障,粗过滤器包含2个过滤器,一个使用一个作为备用。齿轮泵的传输速率为30-240kg/hr。
105.进一步地,避免熔融蜡液输送过程以及在挤出机中冷却凝固,输送熔融蜡液的液体蜡管道需要电伴热保温,将熔融蜡液温度控制在150℃。
106.s55:在上蜡机上控制液体蜡的输出。
107.具体的,液体蜡的管路上安装流量计,用于计量和检测液体蜡的流通速度。上蜡机上安装4台变频控制的计量泵,每一个计量泵控制6路液体蜡的输出,总计形成24路液体蜡管道从而使液体蜡输出。为了检测液体蜡管道是否堵住,在每根液体蜡管道上都安装有压力传感器,24根液体蜡管道共安装 24个压力传感器,用于检测24根液体蜡管道是否堵住。
108.进一步地,为了检测液体蜡的流量,在24根液体蜡的管道的第2根上安装一个流量计,当流量计检测到流量值低于或高于设定的流量值时,4台计量泵同时调节转速进行升速或降速,从而调节液体蜡的流量。
109.进一步地,为了进一步稳定液体蜡的流量,在每根液体蜡管道上安装一个蓄能器,用于稳定液体蜡的流量,24根液体蜡设置24个蓄能器用来稳定液体蜡的流量。
110.进一步地,为了避免玻纤料条掉落或断开的时候液体蜡管道仍在继续输送液体蜡,液体蜡管道上安装有三通阀,当检测到玻纤料条掉落或断开的时候,三通阀换向将液体蜡送回到回流管道进入熔融蜡储料桶内。同时,系统发出警报通知工作人员将玻纤料条接上,当系统检测到玻纤料条再次接上的时候,三通阀再次换向,使液体蜡流入上蜡模头。可采用plc或dcs系统发出报警。每根液体蜡管道上均安装有三通阀避免玻纤料条料条掉落或断开后继续输送液体蜡。
111.进一步地,玻纤是否断裂采用玻纤摩擦传感器进行检测,当玻纤检测摩擦传感器检测到玻纤料条掉落或断开时,或人工手动关闭模头熔体通道阀门时导致的玻纤料条掉落或断开,三通阀也回转将液体蜡回流至熔融蜡储料桶。玻纤摩擦传感器检测到玻纤料条料条掉落或断开时,通过plc或dcs程序控制计算,以减少挤出机的产能,同时关闭挤出机模头的手动开关避免液体蜡的浪费。
112.进一步地,避免液体蜡在上蜡模头冷却,上蜡模头上安装有4组热电偶,每组热电偶对应一台计量泵,以及20组加热器,将上蜡模头的液体蜡温度控制在160℃,但是当温度超过160℃的时候,控制系统会发出警报,但不需要停机。
113.在上述实施例的基础上:
114.如图4所示,作为一种优选地实施例,控制挤出后的玻纤进入切粒机切割后进行包装前存放,包括:
115.s71:控制挤出后的玻纤进入料条冷却系统进行冷却;
116.具体地,为了保证料条经过且例子时粒子的截面形状,挤出机出来的料条先经过料条冷却系统以保证料条的截面形状,料条冷却系统的温度控制在 50℃左右,水温过高将导致料条的冷却效果下降,导致料条在切粒机时的粒子截面为椭圆形而非圆形。
117.进一步地,料条冷却系统采用3节平行设置的冷却水槽,3节冷却水槽总长18米。在出水槽设置风刀,使长玻纤料条经过的时候,风刀将料条表面的水分除去,再进入切粒机。
118.s72:控制冷却后的料条进入切粒机切粒;
119.具体地,由切粒机的转速控制喂料器的喂料量、挤出机的螺杆转速和上蜡机上蜡泵流量。喂料器的喂料量、挤出机螺杆转速、上蜡机上蜡泵流量随切粒机转速变化自动调节。
120.进一步地,将冷却后的料条由切粒管道牵引,当夹紧料条一端的装置将料条夹住后,人工将切粒刀片靠近,在切粒机的转速下实现均匀切粒,从而将长玻纤料条切成料粒,由切粒机出来的料粒尺寸可以控制在3.5
‑‑
5x15mm 左右。料粒的几何尺寸根据实际场景需要进行制定。玻纤粉尘收集装置的收集点也设置在切粒机料条进口和切粒机粒子出口。
121.s73:切粒后的料粒进入筛分系统进行筛选;
122.具体地,切粒后的料粒尺寸为直径3.5*5mm,长度为15mm,因此需要对其规格进行筛选,根据玻纤含量选择合适筛网网孔,从而将不同尺寸的料粒进行筛选。
123.进一步地,先采用滚动转筛将不同尺寸的料粒分离开,滚动转筛分成3 段,前2段的筛孔尺寸为5*15mm,后1段的筛孔尺寸为3.5*15mm,从而先将合格料粒筛出,不合格的料粒送入废料收集箱。
124.进一步地,滚动转筛下方设置直线振动筛,筛选不同尺寸的料粒后进入直线振动筛进一步的筛选,合格料粒通过都是斗式提升机将筛选好的合格料送入后混器。而不合格的料粒则流入收料管由震动输送机送到废品收集箱。
125.进一步地,滚动转筛上安装有温度检测计,通过调节前端水槽的温度使得进入斗式提升机的料粒温度保持在80℃。
126.s74:筛选后的合格料粒送入后混系统进行包装前的准备。
127.具体地,筛选后的合格成品粒子先由震动输送机将成品粒子输送至静电除尘器进行除尘,同时使用风机将空气送入静电除尘器内,带出成品粒子表面的粉尘,然后进入除尘器内进行过滤,过滤后在进入静电除尘器内,如此循环将成品粒子表面的静电和粉尘去除掉。
128.进一步地,除尘后的成品粒子送入后混器,后混器的外壳带有保温材料,后混器设置两个,一个使用另外一个作为备用。斗式提升机将送来的合格成品粒子装满整个料仓后,保持一段时间后,在本实施例中保持10分钟后,可以开始进行包装,如一个仓满后,换向阀进行管路切换,转向另一个成品仓内。
129.如图8所示,本发明提供一种多点涂覆式多功能高分子材料增强生产系统的系统结构图。
130.具体地,本技术还提供了一种多点涂覆式多功能高分子材料增强生产系统,应用于的一种多点涂覆式多功能高分子材料增强生产工艺,生产系统具体包括:pp投料站及正压输送系统、pp树脂原料烘干除味系统、原料投料站系统、喂料器系统、挤出机系统、上蜡系统及玻纤站、料条冷却及风干系统、切粒机系统、筛分系统、后混系统及包装系统。
131.对于本技术提供的一种多点涂覆式多功能高分子材料增强生产工艺的介绍,请参照上述实施例的多点涂覆式多功能高分子材料增强生产流程,具体流程本技术此处不重复描述。
132.将pp树脂送入投料站后通过正压输送系统送入烘干仓,将烘干仓内的pp 树脂送入pp树脂烘干除味系统进行去除挥发性有机化合物后送入储料桶。将不需要烘干的pp树脂1和pp树脂2、cmb色母粒料、ca耦合剂和混合均匀有阻燃剂和抗氧剂的add添加剂通过投料站系统送入缓冲仓料仓,然后将缓冲仓料仓和储料桶内的原料通过喂料器系统进行称重后送入挤出机进料斗,混合后的原料在挤出机系统内得到熔融状pp树脂;蜡原料在上蜡系统加热成熔融蜡后通过蜡液管道输送至上蜡机模头,玻纤从玻纤站送出后在上蜡机模头包敷在玻纤表面,然后在玻纤站与熔融状pp树脂结合得到长料条;长料条经过冷却系统和风干系统冷却降温后,进入切粒机将长料条切割成料粒;料粒经过筛分系统筛选出不同规格以及不合成品,然后将合格的料粒送入后混系统进行包装前的准备;在后混系统将料粒表面除尘和静电后送入包装系统进行包装。为了避免熔融蜡液的浪费,液体蜡管道上安装有压力传感器以及玻纤站安装有摩擦传感器检测玻纤的断裂情况,当压力传感器检测到液体蜡管道堵住时,将关闭阀门避免液体蜡的继续输出或通过回流管道送回熔融蜡储料桶;当摩擦传感器检测到玻纤停止运动时,三通阀门将熔融蜡通过回流管道送回熔融蜡储料桶,避免蜡液的浪费。本发明工艺能实现长玻纤增强树脂的自动化生产,树脂涂覆层的均匀性,使得产品具有更高的强度和抗冲击的能力,并确保了玻纤和树脂比例的稳定,具有高刚度及冲击强度的优点。
133.需要说明的是,本技术的流程及系统也可应用于其它类似高分子材料增强产品的生产流程及系统,如纤维:玻纤(包括长碳纤、生物基纤维)、碳纤、生物基纤维、工程塑料、特种工程塑料:pa66、ppa、pps、peek、热塑性烯烃材料、热固性材料等。均应属于本发明的保护范围。但是,当进行其它材料的生产工艺之前,需要使用专用清洗料将整体工艺设备进行清洗,将其内残留的原料清洗出来,然后进行与上述相同的生产流程即可。
134.应当理解的是,本发明是通过一些实施例进行描述的,本领域技术人员知悉的,在不脱离本发明的精神和范围的情况下,可以对这些特征和实施例进行各种改变或等效替换。另外,在本发明的教导下,可以对这些特征和实施例进行修改以适应具体的情况及材料而不会脱离本发明的精神和范围。因此,本发明不受此处所公开的具体实施例的限制,所有落入本技术的权利要求范围内的实施例都属于本发明所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1