一种三色共挤香蕉套袋吹膜设备的制作方法
1.本发明属于吹膜加工领域,具体涉及一种三色共挤香蕉套袋吹膜设备。
背景技术:
2.共挤出复合工艺是采用两台或数台挤出机将各种不同功能的树脂分别熔融挤出,通过各自的流道在模头内或模头外汇合,再经吹胀、冷却复合在一起。
3.三色共挤香蕉套袋在生产时,如果三种颜色塑料颗粒加入时进料处发生堵塞会影响三种颜色塑料颗粒的加入比例,使得生产出的套袋与预期颜色出现偏差,套袋在生产完成后需要进行卷收,传统的收卷装置在更换收卷轴时需要人为操作,不仅浪费劳动力,而且影响吹膜效率。
技术实现要素:
4.针对现有技术的不足,本发明的目的在于提供一种三色共挤香蕉套袋吹膜设备,通过距离传感器检测距离,根据检测数据的变化计算上料漏斗的实际流量,当实际流量与指定流量数据相差较大时,说明上料漏斗中的塑料可以发生了堵塞,启动对应的第一电机,同时启动对应的第一气缸做往复运动,对发生堵塞的上料漏斗中的塑料颗粒进行搅拌疏堵,避免挤出机中的加入量发生偏差导致的和预期色彩的偏差。
5.本发明的目的可以通过以下技术方案实现:
6.一种三色共挤香蕉套袋吹膜设备,吹膜设备包括底座,所述底座上的上方固定与三个挤出机,三个挤出机分别用于挤出三种不同颜色的塑料,吹膜设备还包用于吹膜的模头,模头内设有三个流道,三个挤出机分别的出料后分别与模头的三个流道连通。
7.所述挤出机包括挤出机本体和用于挤出机本体上料的上料漏斗,上料漏斗的出料口设有用于控制流量大小的开关阀,上料漏斗的外壁固定有竖直的第一气缸,第一气缸的输出轴上垂直设有水平支架,水平支架的上方固定有第一电机,第一电机的输出轴与上料漏斗同轴线。
8.所述第一电机的输出轴贯穿水平支架固定有插杆,插杆的一侧固定有倾斜分布的搅拌杆,水平支架上滑动设有竖直的第一滑竿,第一滑竿的下方固定有检测板,检测板的中心设有贯穿孔,插杆套装在贯穿孔内,检测板的上方固定有距离传感器,距离传感器用于检测其与水平支架之间的距离。
9.进一步的,所述底座的两侧固定有竖直支架,竖直支架的上方固定有对称分布的压合装置,压合装置与模头之间设有稳泡装置,底座的一侧固定有下料装置,下料装置上固定有卷收装置,卷收装置上夹持有收卷轴,下料装置用于控制收卷轴上下料。
10.所述卷收装置的上方设有切割装置和塑封装置,塑封装置位于卷收装置和切割装置之间。
11.进一步的,所述稳泡装置包括矩形的盛放盒,盛放盒固定在竖直支架靠近模头一侧,盛放盒的内壁设有放置槽,放置槽靠近模头的一侧设有与外界连通的出口,竖直支架上
固定有第二气缸,第二气缸的输出轴上固定有u型杆,u型杆缩入盛放盒时,其位于放置槽内,u型杆的两侧内壁均固定有第一卡块。
12.所述盛放盒内放置有多个型号不同的稳泡件,稳泡件叠放在盛放盒内。
13.进一步的,所述稳泡件包括矩形板,矩形板靠近模头的一侧设有半圆形孔,型号不同的稳泡件上的半圆形孔孔径不同。
14.所述矩形板的两侧均设有与第一卡块配合的第一卡合槽,盛放盒的底部固定有竖直的第三气缸,第三气缸的输出轴上固定有推板,推板位于稳泡件的下方,通过推板推动稳泡件向上移动,使得对应的稳泡件套装在u型杆内。
15.进一步的,所述压合装置包括两个倾斜分布的u形板,两个u形板分别固定在两个竖直支架上,u形板上设有第一夹持件,u形板上转动设有存放件,存放件上存放有多个直径不同的压辊,其中的一个u形板上固定有用于驱动第一夹持件转动的第一驱动件。
16.进一步的,所述第一夹持件包括两个轴套,两个轴套分别位于u形板的两个侧板上转动,轴套内滑动设有第一滑动轴,u形板的两侧均固定有l形支架,l形支架上固定有第四气缸,第四气缸的输出轴贯穿l形支架与第一滑动轴转动连接。
17.所述存放件包括固定在u形板一侧的第二电机,第二电机的输出轴穿过u形板的一侧侧板固定有水平轴,水平轴的两端均垂直固定有多个阵列分布的第一电动伸缩杆,第一电动伸缩杆的输出轴上固定有连接块,连接块上设有第二卡合槽。
18.所述压辊包括两个转头,转头之间设有压辊本体,压辊本体的两端均开设有转动槽,转头的内部设有滑动腔,滑动腔远离压辊本体的一端设有与外界连通的第一滑动孔和与第二滑动孔,第二滑动孔与压辊本体同轴线。
19.所述滑动腔内滑动设有第一滑动块,第一滑动块上固定有位于第一滑动孔内滑动的第二滑动轴和位于第二滑动孔内滑动的第三滑动轴,第二滑动轴长于第三滑动轴,第一滑动块与滑动腔之间连接有第一弹簧,在第一弹簧的作用下,第二滑动轴伸出外界。
20.所述第一滑动块靠近压辊本体的一端固定有第一转轴,第一转轴远离第一滑动块的一端贯穿转头固定有第一橡胶垫。
21.所述第一驱动件包括四个第一齿轮,第一齿轮分别固定在四个轴套上,相邻的两个第一齿轮相互啮合,第一驱动件还包括固定在一个l形支架上的第三电机,第三电机的输出轴上固定有与其中的一个第一齿轮啮合的第二齿轮。
22.进一步的,所述下料装置包括传送装置,传送装置的传送带表面固定有阵列分布的限位板,传送装置的上方固定有用于存放收卷轴的存放筒,存放筒的底部位于限位板的上方。
23.所述存放筒的两侧内壁均开设有限位槽,收卷轴的两端均固定有与限位槽配合的矩形块,矩形块远离收卷轴的一端固定有第三卡合槽。
24.所述传送装置上固定有对称分布的第二电动伸缩杆,连个第二电动伸缩杆分别位于传送带的两侧,第二电动伸缩杆上的输出轴上固定有用于卡合矩形块的u形卡块,u形卡块位于卷收装置的下方。
25.所述传送装置的两侧上方均固定有侧板,卷收装置包括用于夹持收卷轴的第二夹持件和用于驱动第二夹持件转动的第二驱动件,第二夹持件与第一夹持件的结构相同,在对收卷轴进行夹持时,第二夹持件上的两个第一滑动轴分别插入收卷轴两端的第三卡合槽
内。
26.进一步的,所述侧板上设有第一水平滑轨和第二水平滑轨,第一水平滑轨位于第二驱动件中轴套的一侧,第二水平滑轨位于第一水平滑轨的上方。
27.所述切割装置包括竖直的第一固定板,第一固定板的两端分别固定在两个侧板上,第一固定板远离第二驱动件中轴套的一侧设有竖直的第一压板,第一压板位于的两端分别位于两个第二水平滑轨内滑动。
28.所述第一压板靠近第一固定板的一侧设有多个线性分布的刀片,第一固定板上设有与刀片对应的插槽,插槽的上方和下方均设有橡胶条,切割装置的上方设有第一导向辊,第一导向辊位于侧板上转动。
29.进一步的,所述塑封装置包括第二固定板,第二固定板的两端分别固定在两个侧板上,第二固定板远离远离第二驱动件中轴套的一侧固定有第五气缸,第五气缸的输出轴贯穿第二固定板固定有支撑板,支撑板远离第二固定板的一侧设有加热板,加热板与第二固定板之间连接有多个第二弹簧。
30.所述塑封装置还包括两个第二滑动块,第二滑动块与第一水平滑轨之间连接有第四弹簧,两个滑动块分别位于两个位于第一水平滑轨内滑动,第二滑动块的上固定有竖直的第三电动伸缩杆,两个第三电动伸缩杆的竖直轴之间连接有第二压板。
31.所述第二压板与加热板对应,第二压板的下方转动设有第二导向辊,通过伸长第三电动伸缩杆可将第二压板和第二导向辊移动至加热板的上方。
32.进一步的,所述吹膜设备还包括两个用于控制切割装置切割的第三驱动件,第三驱动件分别位于两个侧板上,第三驱动件包括固定在侧板上的第一固定块,第一固定块上转动设有丝杆,丝杆与第一压板螺纹连接,丝杆的转轴上固定有第一锥齿轮,侧板上转动设有与第一锥齿轮啮合的第二锥齿轮,第二锥齿轮的转轴上固定有第五齿轮,支撑板上固定有与第五齿轮配合的齿条。
33.本发明的有益效果:
34.1、本发明吹膜设备通过距离传感器检测距离,根据检测数据的变化计算上料漏斗的实际流量,当实际流量与指定流量数据相差较大时,说明上料漏斗中的塑料可以发生了堵塞,启动对应的第一电机,同时启动对应的第一气缸做往复运动,对发生堵塞的上料漏斗中的塑料颗粒进行搅拌疏堵,避免挤出机中的加入量发生偏差导致的和预期色彩的偏差;
35.2、本发明吹膜设备在第一气缸做往复时,可以通过检测的塑料颗粒的剩余量控制第一气缸的伸缩长度,使得搅拌杆位于塑料颗粒的内部搅拌,既能达到全方位的搅拌效果,又能减少第一气缸的行程,绿色节能;
36.3、本发明吹膜设备的卷收装置上需要更换收卷轴时,通过移动加热板能够将塑料袋加热融化将其粘在收卷轴上,无需人为操作,节约了劳动力,提高了生产效率;
37.4、本发明吹膜设备的稳泡装置可以对不同型号的稳泡件自动化更换,因此其能够适用于对不同宽度的套袋进行稳压;
38.5、本发明吹膜设备的压合装置可以对不同直径的压辊自动更换,因此其能够适用于对不同厚度的套袋进行挤压,存放件上的压辊本体能够位于转头上转动,因此其能够用于对挤压前后的塑料泡进行导向,导向时,可以通过伸缩第一电动伸缩杆控制压合装置与卷收装置之间塑料泡的松紧度。
附图说明
39.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
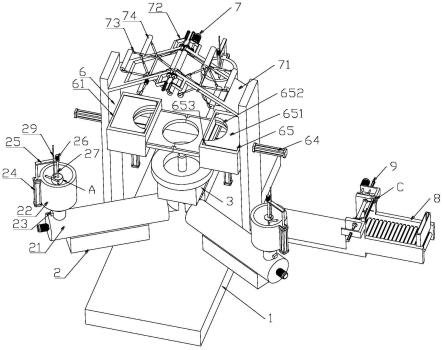
40.图1是本发明吹膜设备结构示意图;
41.图2是图1中a处放大结构示意图;
42.图3是本发明稳泡装置剖切结构示意图;
43.图4是本发明压合装置结构示意图;
44.图5是本发明压辊剖面结构示意图;
45.图6是图5中b处放大结构示意图;
46.图7是本发明吹膜设备部分结构示意图;
47.图8是图1中c处放大结构示意图;
48.图9是本发明切割装置截断结构示意图;
49.图10是本发明吹膜设备部分结构截断示意图;
50.图11是图7中d处放大结构示意图。
具体实施方式
51.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
52.在本发明的描述中,需要理解的是,术语“开孔”、“上”、“下”、“厚度”、“顶”、“中”、“长度”、“内”、“四周”等指示方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的组件或元件必须具有特定的方位,以特定的方位构造和操作,因此不能理解为对本发明的限制。
53.一种三色共挤香蕉套袋吹膜设备,如图1所示,吹膜设备包括底座1,底座1上的上方固定与三个挤出机2,三个挤出机2分别用于挤出三种不同颜色的塑料,吹膜设备还包用于吹膜的模头3,模头3内设有三个流道,三个挤出机2分别的出料后分别与模头3的三个流道连通。
54.底座1的两侧固定有竖直支架,竖直支架的上方固定有对称分布的压合装置7,压合装置7与模头3之间设有稳泡装置6,底座1的一侧固定有下料装置8,下料装置8上固定有卷收装置9,卷收装置9上夹持有收卷轴20,下料装置8用于控制收卷轴20上下料。
55.卷收装置9的上方设有切割装置30和塑封装置40,塑封装置40位于卷收装置9和切割装置30之间。
56.挤出机2包括挤出机本体21和用于挤出机本体21上料的上料漏斗22,如图2所示,上料漏斗22的出料口设有用于控制流量大小的开关阀23,上料漏斗22的外壁固定有竖直的第一气缸24,第一气缸24的输出轴上垂直设有水平支架25,水平支架25的上方固定有第一电机26,第一电机26的输出轴与上料漏斗22同轴线。
57.第一电机26的输出轴贯穿水平支架25固定有插杆27,插杆27的底部设有尖端,插
杆27的一侧固定有倾斜分布的搅拌杆28,搅拌杆28位于插杆27靠近尖端位置,搅拌杆28的倾斜角度与上料漏斗22底部的倾斜角度相同,一方面便于其插入上料漏斗22内,另一方面能够增加搅拌杆28的插入深度,增强疏堵效果。
58.水平支架25上滑动设有竖直的第一滑竿29,第一滑竿29的下方固定有检测板210,检测板210的中心设有贯穿孔211,插杆27套装在贯穿孔211内,检测板210的上方固定有距离传感器212,距离传感器212用于检测其与水平支架25之间的距离。
59.稳泡装置6包括矩形的盛放盒61,如图3、图4和图5所示,盛放盒61固定在竖直支架靠近模头3一侧,盛放盒61的内壁设有放置槽62,放置槽62靠近模头3的一侧设有与外界连通的出口,竖直支架上固定有第二气缸64,第二气缸的输出轴上固定有u型杆63,u型杆63缩入盛放盒61时,其位于放置槽62内,u型杆63的两侧内壁均固定有第一卡块(图中未标出)。
60.盛放盒61内放置有多个型号不同的稳泡件65,稳泡件65叠放在盛放盒61内,稳泡件65包括矩形板651,矩形板651靠近模头3的一侧设有半圆形孔652,型号不同的稳泡件65上的半圆形孔652孔径不同。
61.矩形板651的两侧均设有与第一卡块配合的第一卡合槽653,盛放盒61的底部固定有竖直的第三气缸66,第三气缸66的输出轴上固定有推板67,推板67位于稳泡件65的下方,通过推板67推动稳泡件65向上移动,使得对应的稳泡件65套装在u型杆63内。
62.通过启动第三气缸66将稳泡件65上的半圆形孔652推出盛放盒61,当相对的两个稳泡件65合并时,对应的两个半圆形孔652组合形成圆形孔,塑料泡吹出后经有圆形孔穿过进行稳泡。
63.压合装置7包括两个倾斜分布的u形板71,如图6所示,两个u形板71分别固定在两个竖直支架上,u形板71上设有第一夹持件72,u形板71上转动设有存放件73,存放件73上存放有多个直径不同的压辊74,其中的一个u形板71上固定有用于驱动第一夹持件72转动的第一驱动件75。
64.第一夹持件72包括两个轴套721,两个轴套721分别位于u形板71的两个侧板上转动,轴套721内滑动设有第一滑动轴722,u形板71的两侧均固定有l形支架723,l形支架723上固定有第四气缸724,第四气缸724的输出轴贯穿l形支架723与第一滑动轴722转动连接。
65.存放件73包括固定在u形板71一侧的第二电机731,第二电机731的输出轴穿过u形板71的一侧侧板固定有水平轴732,水平轴732的两端均垂直固定有多个阵列分布的第一电动伸缩杆733,第一电动伸缩杆733的输出轴上固定有连接块734,连接块734上设有第二卡合槽(图中未标出)。
66.压辊74包括两个转头741,转头741之间设有压辊本体742,压辊本体742的两端均开设有转动槽743,转头741的内部设有滑动腔744,滑动腔744远离压辊本体742的一端设有与外界连通的第一滑动孔745和与第二滑动孔746,第二滑动孔746与压辊本体742同轴线。
67.滑动腔744内滑动设有第一滑动块747,第一滑动块747上固定有位于第一滑动孔745内滑动的第二滑动轴748和位于第二滑动孔746内滑动的第三滑动轴749,第二滑动轴748长于第三滑动轴749,第一滑动块747与滑动腔744之间连接有第一弹簧7410,在第一弹簧7410的作用下,第二滑动轴748伸出外界。
68.第一滑动块747靠近压辊本体742的一端固定有第一转轴7411,第一转轴7411远离第一滑动块747的一端贯穿转头741固定有第一橡胶垫7412,当压辊74安装在存放件73上
时,其两端的第二滑动轴748分别插入对应的第二卡合槽内,此时第一橡胶垫7412不与转动槽743的槽底接触,使得压辊本体742可位于第一转轴7411上转动。
69.当压辊74安装在第一夹持件72上时,两个l形支架723分别插入压辊74两端的第二滑动孔746内,此时压缩第一弹簧7410,使得第一橡胶垫7412抵在转动槽743的槽底,使得压辊本体742无法位于第一转轴7411上转动。
70.第一驱动件75包括四个第一齿轮751,第一齿轮751分别固定在四个轴套721上,相邻的两个第一齿轮751相互啮合,第一驱动件75还包括固定在一个l形支架723上的第三电机753,第三电机753的输出轴上固定有与其中的一个第一齿轮751啮合的第二齿轮752。
71.下料装置8包括传送装置81,如图7所示,传送装置81的传送带表面固定有阵列分布的限位板82,传送装置81的上方固定有用于存放收卷轴20的存放筒83,存放筒83的底部位于限位板82的上方,存放筒83内可容纳多个收卷轴20。
72.存放筒83的两侧内壁均开设有限位槽84,收卷轴20的两端均固定有与限位槽84配合的矩形块201,矩形块201远离收卷轴20的一端固定有第三卡合槽(图中未标出),当传送装置81启动时,存放筒83内最下方的一个收卷轴20落入两个限位板82之间。
73.传送装置81上固定有对称分布的第二电动伸缩杆85,连个第二电动伸缩杆85分别位于传送带的两侧,第二电动伸缩杆85上的输出轴上固定有用于卡合矩形块201的u形卡块86,u形卡块86位于卷收装置9的下方。
74.传送装置81的两侧上方均固定有侧板,卷收装置9包括用于夹持收卷轴20的第二夹持件和用于驱动第二夹持件转动的第二驱动件,第二夹持件与第一夹持件的结构相同,在对收卷轴20进行夹持时,第二夹持件上的两个第一滑动轴722分别插入收卷轴20两端的第三卡合槽内。
75.第二驱动件上的两个轴套721分别位于两个侧板上转动,第二驱动件包括固定在第二夹持件中一个轴套721上的第三齿轮,第二夹持件中的一个l形支架723上固定有第四电机,第四电机的输出轴上固定有与第三齿轮啮合的第四齿轮。
76.侧板上设有第一水平滑轨和第二水平滑轨,第一水平滑轨位于第二驱动件中轴套721的一侧,第二水平滑轨位于第一水平滑轨的上方。
77.切割装置30包括竖直的第一固定板301,如图8、图9所示,第一固定板301的两端分别固定在两个侧板上,第一固定板301远离第二驱动件中轴套721的一侧设有竖直的第一压板302,第一压板302位于的两端分别位于两个第二水平滑轨内滑动,第一压板302靠近第一固定板301的一侧设有多个线性分布的刀片303,第一固定板301上设有与刀片303对应的插槽,插槽的上方和下方均设有橡胶条,切割装置30的上方设有第一导向辊50,第一导向辊50位于侧板上转动。
78.塑封装置40包括第二固定板409,如图10、图11所示,第二固定板409的两端分别固定在两个侧板上,第二固定板409远离远离第二驱动件中轴套721的一侧固定有第五气缸4010,第五气缸4010的输出轴贯穿第二固定板409固定有支撑板401,支撑板401远离第二固定板409的一侧设有加热板407,加热板407与第二固定板409之间连接有多个第二弹簧408。
79.塑封装置40还包括两个第二滑动块402,第二滑动块402与第一水平滑轨之间连接有第四弹簧403,两个滑动块分别位于两个位于第一水平滑轨内滑动,第二滑动块402的上固定有竖直的第三电动伸缩杆404,两个第三电动伸缩杆404的竖直轴之间连接有第二压板
405。
80.第二压板405与加热板407对应,第二压板405的下方转动设有第二导向辊60,通过伸长第三电动伸缩杆404可将第二压板405和第二导向辊60移动至加热板407的上方。
81.吹膜设备还包括两个用于控制切割装置30切割的第三驱动件70,第三驱动件70分别位于两个侧板上,第三驱动件70包括固定在侧板上的第一固定块701,第一固定块701上转动设有丝杆702,丝杆702与第一压板302螺纹连接,丝杆702的转轴上固定有第一锥齿轮703,侧板上转动设有与第一锥齿轮703啮合的第二锥齿轮706,第二锥齿轮706的转轴上固定有第五齿轮705,支撑板401上固定有与第五齿轮705配合的齿条704。
82.使用时,通过向三个上料漏斗22内分别加入三种不同颜色的塑料颗粒,在加料时,伸长第一气缸24将检测板210拉至上料漏斗22的上方,加料完成后,第一气缸24使得插杆27插入上料漏斗22内,检测板210浮在塑料颗粒的上方,开启开关阀23到指定流量,通过距离传感器212检测的距离。
83.计算塑料颗粒的深度,距离传感器212检测距离不同,根据检测数据的变化计算上料漏斗22的实际流量,当实际流量与指定流量数据相差较大时,说明上料漏斗22中的塑料可以发生了堵塞,启动对应的第一电机26,同时启动对应的第一气缸24做往复运动,对发生堵塞的上料漏斗22中的塑料颗粒进行搅拌疏堵,避免挤出机2中的加入量发生偏差导致的和预期色彩的偏差。
84.还可以通过距离传感器212检测的距离计算塑料颗粒的剩余量,以提醒工作人员提前加料,避免加料不及时影响机器的正常运行。
85.在第一气缸24做往复时,可以通过检测的塑料颗粒的剩余量控制第一气缸24的伸缩长度,使得搅拌杆28位于塑料颗粒的内部搅拌,既能达到全方位的搅拌效果,又能减少第一气缸24的行程,绿色节能。
86.在进行吹膜时,模头3吹出的塑料泡穿过稳泡装置6上的圆形孔穿过后,从两个第一夹持件72所夹持的两个压辊74之间穿出,然后绕过存放件73上的一个或多个压辊74进行导向,然后绕过第一导向辊50进行导向,然后从第一压板302和第一固定板301之间穿过,然后从第二压板405和加热板407之间穿过,然后从第二导向辊60的下方穿过,最后经由卷收装置9进行收卷。
87.稳泡装置6可以对不同型号的稳泡件65自动化更换,因此其能够适用于对不同宽度的套袋进行稳压。
88.压合装置7可以对不同直径的压辊74自动更换,因此其能够适用于对不同厚度的套袋进行挤压,存放件73上的压辊本体742能够位于转头741上转动,因此其能够用于对挤压前后的塑料泡进行导向,导向时,可以通过伸缩第一电动伸缩杆733控制压合装置7与卷收装置9之间塑料泡的松紧度。
89.通过启动第五气缸4010使得第二压板405和加热板407进行接触实现对压缩后的塑料泡进行塑封,加热板407移动的同时带动第一压板302向靠近第一固定板301一侧移动实现切缝,切缝和塑封的位置形成套袋的两端,收缩第五气缸4010,通过卷收装置9对切缝和塑封后的套袋进行收卷。
90.当卷收装置9上需要更换收卷轴20时,将伸长第三电动伸缩杆404使得第二导向辊60移动至加热板407的上方,通过伸长第五气缸4010实现对套袋的切缝,切缝完成后,通过
启动卷收装置9对位于卷收装置9与第二导向辊60之间的套袋切缝处进行拉断,通过下料装置8更换收卷轴20,更换接触后,继续伸长第三电动伸缩杆404使得切割装置30对套袋的切缝处进行夹紧,继续伸长第三电动伸缩杆404使得齿条704与第五齿轮705脱离,然后加热板407推动切割装置30下方的塑料袋移动至新更换的收卷轴20上,加热板407将塑料袋加热融化后粘在收卷轴20上,因此该吹膜设备在更换收卷轴20时无需人为操作,节约了劳动力,提高了生产效率。
91.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
92.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1