热风焊接机的上滚轮升降装置的制作方法
1.本发明涉及一种热风焊接机的上滚轮垂直运动的升降驱动装置,尤其地涉及一种热风焊接机的上滚轮升降装置,该装置能够在上滚轮下降过程中对织物进行加压时自动且精确地调节加压水平。
背景技术:
2.近年来,随着休闲活动和爱好的积极开展,各种功能性服装或服饰被广泛使用。一般来说,这样的各类衣服基本都应该具备防水功能。具有防水功能的服装是使用防水面料生产的。
3.因此,需要防水的衣服,例如登山服、滑雪服、雨衣、套头衫、帽子等,通过使用防水织物来制造,从而允许穿戴者能够在忠实地发挥穿戴的原有功能的同时,由于防水作用而为下雨做好准备。
4.同时,近年来,韩国实用新型注册号0221140中公开的用于合成树脂的热风焊接机和韩国专利注册号876906中公开的用于防水胶条的热风焊接机在本领域中是已知的。这些热风焊接机可以通过使用高温热风将防水胶条焊接到防水织物的缝合段来实现容易防水的缝合段的完全防水。
5.这些热风焊接机通过排放高温热空气的排放喷嘴加热与防水织物一起供应的防水胶条,从而将熔融状态的防水胶条焊接到防水织物的缝合段。在焊接过程中,放置在下滚轮上部的织物和防水胶条被上滚轮的垂直运动压紧,从而相互贴合。
6.然而,在焊接普通防水胶条时,防水胶条的种类也会根据织物的种类,如厚度等不同而有所不同。在传统的热风焊接机的情况下,根据面料和防水胶条的变化,会出现压紧现象或焊接不良等问题。
7.现有技术文件
8.专利文献
9.(专利文献0002)韩国专利注册公开号10-876906。
10.(专利文献0003)韩国专利注册公开号10-1287241。
技术实现要素:
11.需要解决的问题
12.鉴于上述情况,本发明的目的在于提供一种热风焊接机的上滚轮升降装置,该装置被配置为通过行程控制单元自动微调上滚轮的升降行程距离,从而可以根据织物和防水胶条的类型或状态精确地调整加压水平,同时提高可加工性并实现精确的热焊接。
13.此外,本发明的另一目的在于提供一种热风焊接机的上滚轮升降装置,该装置被配置为在上滚轮下降期间,通过设置在用于上滚轮的升降单元中的缝合装置,对供应的织物的缝纫翼进行挤压和对齐,从而可以在滚轮之间稳定地供应织物。
14.解决问题的方法
15.作为实现上述目的的具体方法,提供了一种热风焊接机的上滚轮升降装置,包括热风焊机主体,其具有工作台,下滚轮安装在工作台中部的一侧。支撑臂单元从热风焊接机主体的上部延伸到工作台的上侧并具有热空气发生装置,以及安装在支撑臂单元的一端以调节升降的升降缸,以调节上滚轮的升降,其中上滚轮通过滚轮支架安装在活塞杆的下端,该装置包括:
16.升降单元支架包括安装在支撑臂单元一端的升降缸和形成在其上端的螺杆安装部;
17.升降单元,与滚轮支架连接,在操作升降缸时,以升降单元支架为导向垂直移动,并在其一侧形成有闭锁,以限制升降单元的下降;
18.行程控制单元,安装在升降单元支架上,通过卡在其上的闭锁调节升降单元的下降行程距离;和
19.标尺,安装在升降单元支架上以测量升降单元的下降行程距离,并且其具有向下突出的测量杆,
20.进一步,其中行程控制单元包括:
21.蜗杆,其安装在升降单元支架上并由电机驱动;
22.螺杆,其以下部露出的状态垂直安装在升降单元支架的螺杆安装部中,并且其具有设置在其上部与蜗杆啮合的蜗轮;和
23.限位器,其螺纹连接到螺杆的下部,并且其具有弹性安装在其上部的弹簧,以便在螺杆旋转时,在升降单元支架的引导下垂直移动,其中,在升降单元下降时,限位器的上部被闭锁卡住,在限位器的一侧形成一个标尺测量板332,与标尺的测量杆相接触,
24.其中,当限位器下降时,活塞杆下降行程增加,当限位器上升时,活塞杆下降行程减小。
25.进一步,所述升降单元还包括:
26.缝合装置,其被配置为当上滚轮下降时一起操作,以挤压和固定形成在所供应织物的缝合段中的缝纫翼,
27.进一步,缝合装置包括:
28.缝合气缸,其安装在升降单元上,并且其具有在其中往复运动的活塞杆;
29.旋转杆,其水平安装在转杆安装部中,转杆安装部形成在升降单元或缝合气缸中,中间部贯穿其中;
30.枢轴杆,其一端连接至旋转杆的后端,另一端通过复位弹簧与缝合气缸连接以引导旋转杆转动,并且其具有形成在其另一端部的倾斜部,倾斜部与活塞杆接触;
31.缝纫机,其通过弹簧,弹性地安装在与旋转杆前端连接的延长杆的一端,用于在旋转杆转动时压紧下滚轮上放置的织物的缝纫段。
32.进一步,缝纫机包括
33.v形槽,织物的缝纫段插入其中,用于在任何一个方向上按压缝纫段的缝纫翼。
34.有益效果
35.上述构造的本发明具有以下优点。即,本发明的热风焊接机的上滚轮升降装置,其配置为通过电动螺杆,根据限位器的垂直运动来调整连接上滚轮的活塞杆的前进行程距离。通过标尺测量和监控前进行程距离。因此,可以根据织物或防水胶条的类型或状态精确
调整加压水平,同时提高可加工性并实现精确的热焊接。
36.此外,当上滚轮下降时,缝合装置与之相关联地操作。因此,供给的织物可以紧密地附接至下滚轮并沿形成在织物的缝合段中的缝纫翼的方向对齐。
37.附图的简要说明
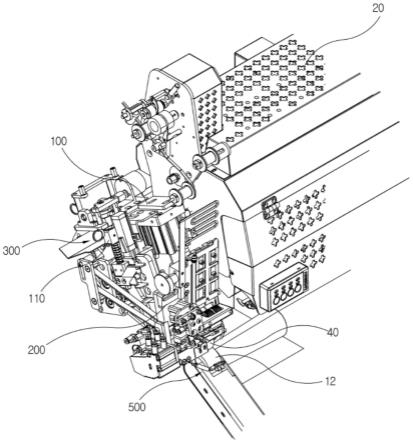
38.图1示出了配置有本发明的上滚轮升降驱动装置的热风焊接机的立体图。
39.图2示出了本发明的热风焊接机的上滚轮升降装置的立体图。
40.图3示出了本发明的热风焊接机的上滚轮升降装置的侧视图。
41.图4示出了本发明的热风焊接机的上滚轮升降装置的行程控制单元的主要部分的立体图。
42.图5示出了本发明的热风焊接机的上滚轮升降装置的行程控制单元的剖视图。
43.图6示出了本发明的热风焊接机的上滚轮升降装置的缝合装置的主要部分的立体图。
44.图7示出了本发明的热风焊接机的上滚轮升降装置的缝合装置的侧视图。
45.图8示出了本发明的热风焊接机的上滚轮辊升降装置的下降行程调整的状态图。
46.图9示出了本发明的热风焊接机的上滚轮升降装置的上升行程调整的状态图。
47.图10示出了本发明的热风焊接机的上滚轮升降装置的接地装置的工作状态图。
48.10:热风焊机主体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11:工作台
49.12:下滚轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20:支撑臂单元
50.21:热风发生装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30:升降缸
51.30a:活塞杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31:滚轮支架
52.40:上滚轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50:操作单元
53.100:升降单元支架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
110:螺杆安装部分
54.200:升降单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
210:闭锁
55.300:行程控制单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
310:蜗杆
56.311:电机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
320:螺杆
57.321:蜗轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
330:限位器
58.331:弹簧
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
332:标尺测量板
59.400:标尺
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
410:测量杆
60.500:缝合装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
510:缝合气缸
61.510a:活塞杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
520:旋转杆
62.521:旋转杆安装部件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
530:枢轴杆
63.531:倾斜部分
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
532:复位弹簧
64.540:缝纫机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
540a:v型槽
65.541:延长杆。
66.实施本发明的具体实施方案
67.说明书和权利要求中使用的术语或词语不应被解释为限于常规或词汇含义。相反,基于发明人可能希望定义术语或词语的概念以通过最优选的方法描述他/她的发明的原则,术语或词语应被解释为符合本发明的技术思想的含义和概念。
68.因此,本公开中所描述的实施例和附图仅是最优选的实施例,并不代表本发明的
全部技术精神,应当理解的是,在提交本技术时,可以进行各种修改和等同替换来代替此处的
实施例
69.在下文中,将参照附图详细描述本发明的优选实施例。
70.图1示出了配置有本发明的上滚轮升降驱动装置的热风焊接机的立体图。图2示出了本发明的热风焊接机的上滚轮升降装置的立体图。图3示出了本发明的热风焊接机的上滚轮升降装置的侧视图。
71.如图1至图3所示,本发明的热风焊接机包括热风焊接机主体10,其具有工作台11,在工作台11的中部一侧安装有下滚轮12,支撑臂单元20从热风焊接机主体10的上部延伸到工作台11的上侧,并且其具有热风发生装置21,以及安装在支撑臂单元20的一端的升降缸30,用于调节上滚轮40的的升降。其中上滚轮40通过滚轮支架31安装在活塞杆30a的下端。在这种热风焊接机中,根据本发明的上滚轮升降装置包括安装在支撑臂单元20一端的升降单元支架100、上升单元200、行程控制单元300和标尺400,其中升降单元支架100被配置为通过上滚轮40的上下驱动来按压下滚轮12。
72.首先,在本发明的热风焊接机的上滚轮升降装置中,升降单元支架100被配置为形成支架的基础。
73.为此,升降单元支架100安装在支撑臂单元20的一端,并且可以以具有彼此相同形状的块的形式配置,或者通过组合多个板来配置。升降单元支架100包括从其上端延伸的螺杆安装部110。
74.在本发明的热风焊接机的上滚轮升降装置中,升降单元200用于引导上滚轮40的垂直运动。
75.为此,升降单元200连接至滚轮支架31上,在滚轮支架31上可旋转地安装上滚轮40,并且升降单元200在升降缸30的操作下在垂直移动期间与上滚轮40一起垂直移动。
76.此时,在本发明中,升降单元200通过共用的lm导轨(在附图中未示出)等与升降单元支架100连接,也可以被配置为一边被升降单元支架100引导,一边上下移动。
77.此外,升降单元200设置有形成在其外表面上的闭锁210。闭锁210由后述的行程控制单元300操作,以限制升降单元200的下降。
78.也就是说,升降单元200包括安装在其下部的上滚轮40,当操作升降缸30时,上滚轮40通过活塞杆30a的往复运动进行垂直移动。
79.在本发明的热风焊接机的上滚轮升降装置中,行程控制单元300用于通过调节升降单元200的下降行程距离来控制上滚轮40对下滚轮12的按压力。
80.为此,如图4和图5所示,首先,行程控制单元300包括由设置在升降单元支架100上部的前进/缩回驱动型电机311驱动的蜗杆310。在本发明中,蜗杆310沿水平方向设置,并且位于升降单元支架100的螺杆安装部110上方。
81.此外,行程控制单元300设置有螺杆320,该螺杆320具有在其下部形成的螺纹。螺杆320垂直地安装在升降单元支架100的螺杆安装部110中,同时其下部向下暴露。
82.此外,螺杆320包括安装在其上部并与蜗杆310啮合的蜗轮321,以接收电机311的旋转力。
83.此外,行程控制单元300设置有限位器330。限位器330与形成在螺杆320下部的螺纹螺纹连接,并且围绕螺杆320的弹簧331安装在限位器330和螺杆安装部110之间的中间部分。限位器330被配置为当螺杆320旋转时沿螺杆320竖直移动,其外周被升降单元200的闭锁210卡住。
84.此时,限位器330通过导向槽和突起(附图中未示出)等连接到升降单元支架100,以在升降时被引导。
85.此外,在限位器330的一侧设置有标尺测量板332,该标尺测量板332与后述的标尺400的测量杆410相接触。
86.即,行程控制单元300被配置为在升降单元200下降时通过由闭锁210卡住的限位器330的上部来限制下降。当通过螺杆320的旋转来提升限位器330时,提升缸30的活塞杆30a的推进力减弱,从而减小了下降行程距离。相反地,当限位器330下降时,提升缸30的活塞杆30a的推进力加强以增加下降行程距离。上滚轮40的下降行程距离与升降单元200的下降行程距离的调整一起被调整,从而可以控制上滚轮40对下滚轮12的按压水平。
87.在本发明的热风焊接机的上滚轮升降装置中,标尺400用于测量由行程控制单元300调整的升降单元200的下降行程距离。
88.为此,可以使用任何类型的标尺400,只要其被配置成使得测量杆410具有前进和缩回力以测量正常间隔等。在本发明中,标尺400垂直安装在升降单元支架100上,测量杆410与标尺测量板332相接触。
89.即,在标尺400中,测量杆410与标尺测量板332相接触,并且通过升降缸30的活塞杆的缩回使升降单元200升高的状态被设置为零点。当升降单元200通过限位器330的升降调节而下降时,标尺400测量从零点到限位器被闭锁210卡住的点的行程距离。测量的行程距离通过安装在普通热风焊接机中的操作单元50输出,可以显示图像。
90.同时,在本发明的配置中,参考图6和图7,升降单元200还可以包括缝合装置500,该缝合装置500被配置成当上滚轮40下降时一起操作,以按压和固定形成在所供织物的缝合段中的缝纫翼。
91.此时,首先,缝合装置500包括安装在升降单元200上的缝合气缸510,并且其具有在缝合气缸510中往复运动的活塞杆510a。在本发明中,缝合气缸510具有垂直往复运动的活塞杆510a,当升降单元200升起时,缝合气缸510的活塞杆510a向外推进以释放缝纫机540的压力,这将在下文进行详述。当升降单元200下降时,活塞杆510a向内缩回以按压住缝纫翼。
92.进一步地,缝合装置500包括旋转杆520。旋转杆520水平安装在旋转杆安装部521中,旋转杆安装部521设置在升降单元200或缝合气缸510中,中间部分沿垂直于缝合气缸510的方向贯穿其中,且其相对端向外突出。
93.此外,缝合装置500包括枢轴杆530,枢轴杆530由缝合气缸510操作,以调节旋转杆520的旋转。
94.此时,在本发明中,枢轴杆530具有纵向长度,其一端连接至旋转杆520的后端(附图中左侧)。
95.此外,枢轴杆530的另一端包括形成在其上部的倾斜部531,该倾斜部531与活塞杆510a相接触。此时,倾斜部531的高度从后向前逐渐减小,从而可以实现与活塞杆510a的稳
定滑动。
96.进一步地,倾斜部531通过复位弹簧532和公共支架连接到缝合气缸510。复位弹簧532用于通过其自身的弹力向上提升倾斜部分531。
97.此外,缝合装置500包括缝纫机540,缝纫机540以块状形成。
98.此时,缝纫机540通过延长杆541与旋转杆520连接。延长杆541的前端与缝纫机540连接,延长杆541的后端可滑动地插入旋转杆520的前端,处于通过插销(附图中未示出)防止分离的状态。弹簧542弹性地安装在延长杆541的后端。
99.进一步地,在本发明中,缝纫机540在与织物对应的表面上设有v形槽541a,使得形成织物缝合段的缝合翼在按压织物过程中沿任一方向折叠压紧。
100.即,在缝合装置500中,活塞杆510a在缝合气缸510的作用下向外侧前进,在升降单元200上升的同时按压倾斜部531,从而实现缝纫机540被提升的加载状态。当升降单元200下降时,枢轴杆530的按压被活塞杆510a释放。此时,枢轴杆530的倾斜部531被复位弹簧532的弹力拉动,布料的缝合段被缝纫机540按压固定。在这种情况下,缝纫机540通过弹簧542的弹性在按压期间施加弹力。
101.同时,在本发明中,升降缸30对升降单元200的垂直运动,以及缝合装置500的操作当然是通过驱动安装在普通热风焊接机中的操作程序来实现的。
102.以下,参照附图对具有上述结构的本发明的热风焊接机的上滚轮升降装置的动作进行详细说明。
103.如图1至图7所示,本发明的热风焊机的上滚轮升降装置可以根据织物或防水胶条的厚度或类型,以方便的方式自动、准确地调节上滚轮40对织物的压力,并能在上滚轮40按压织物过程中对齐缝纫段的缝纫翼。
104.首先,使用本发明的热风焊接机的上滚轮升降装置将防水胶条焊接到织物的缝合部。在这个过程中,可以通过行程控制单元300来调整上滚轮40的压力。
105.该操作可以通过驱动电机311来实现。当电机311沿任一方向旋转时,连接到电机311的蜗杆310旋转。此时,与蜗杆310螺纹连接的螺杆320旋转,插入螺杆320的限位器330垂直移动。
106.首先,参考图8所示,例如,当限位器330下降以对较薄的织物1进行焊接操作时,活塞杆30a的下降行程距离增加,并且上滚轮40下降得比挤压普通织物的情况更多。
107.为此,在限位器330下降的状态下,当升降单元200通过升降缸30的操作而下降时,设置在升降单元200中的闭锁210下降距离与限位器330下降距离相同,从而活塞杆30a的下降行程距离d1增加,也增加了上滚轮40的下降行程距离,使得织物1和防水胶条5可以稳定地受压。
108.此外,如图9所示,当抬起限位器330,对较厚织物1进行焊接操作时,活塞杆30a的下降行程距离减小,并且上滚轮40比对普通织物加压的情况升高更多。
109.为此,在限位器330被提升的状态下,当升降单元200通过升降缸30的操作下降时,设置在升降单元200中的闭锁210下降的距离等于限位器330提升的距离,从而活塞杆30a的下降行程距离d2减小,且上滚轮40的下降行程也减小,从而可以稳定地压紧织物1和防水胶条5。
110.同时,在本发明中,可以如上所述准确地测量行程的调整状态,并通过操作单元50
输出测量值。行程距离可以通过标尺400来测量。
111.即,标尺400通过调整限位器330的升降高度,通过与标尺测量板332接触而垂直移动的测量杆410测量行程距离。换句话说,在升降单元200下降的状态下,限位器330被闭锁210卡住,活塞杆30a的行程距离由测量杆410测量。测量的行程距离通过操作单元50输出,从而可以准确检查行程的调整状态。
112.如上所述,本发明的热风焊接机的上滚轮升降装置可以调节上滚轮40对织物的挤压程度。尤其是通过驱动电机311的自动调节和通过标尺400的行程测量,可以准确方便地调节行程距离。
113.此外,当上滚轮40根据如上所述的升降单元200的下降来挤压织物1时,本发明的热风焊接机的上滚轮升降装置可以连续供应织物1,在缝纫段的缝纫翼2沿某一方向折叠的状态下,然后将防水胶条5焊接到织物1的缝纫段上。
114.参考图10,上述过程可以通过缝合装置500来实现。当升降单元200初始提升时,缝纫机540处于提升和加载状态。当升降单元200下降时,枢轴杆530的按压力随着缝合气缸510的缩回而被释放。此时,枢轴杆530通过复位弹簧532的弹力返回到其初始位置。在此过程中,枢轴杆530的后部被抬起并转动旋转杆520,从而使缝纫机540下降以压住缝纫段。
115.尤其地,在本发明中,缝纫机540具有v形槽541a,其形成在与织物的按压表面相对应的缝纫机540的表面中。因此,当第一操作者将缝纫翼2沿任一方向折叠并供给时,在缝纫机540挤压织物期间,折叠方向可以通过v形槽541a固定。通过该固定过程,当连续供应织物1时,缝纫翼2被连续压紧,无需操作者调整,可以稳定地供应织物,不会干扰折叠方向。
116.如上所述,本发明的热风焊接机的上滚轮升降装置在将防水胶条热焊接至织物的缝纫段期间,可以根据织物和防水胶条的类型,以各种方式方便且准确地调节上滚轮的压力。尤其是自动调整供应织物的缝纫翼的方向性,可以稳定地供应织物,进一步提高防水胶条的焊接作业性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1