一种面料封边工艺、鞋面、制鞋工艺和鞋子的制作方法
1.本发明涉及面料封边技术领域,特别涉及一种面料封边工艺、鞋面、制鞋工艺和鞋子。
背景技术:
2.许多面料的边缘处需要做封边处理,以用于提高组成面料的材料的一体稳定性和使用者的穿着舒适性等。例如鞋子的鞋面需要在鞋口处作封边处理,通过包边条对鞋面在鞋口的边沿进行包裹,从而可提高鞋子整体的稳定性,且有利于增强鞋面对脚部的包裹性能。又例如服装类的面料在领口、袖口、裤头处均需要做封边处理,从而提高使用者的穿着舒适性。
3.目前对于较为柔软的面料的封边工艺大多是通过车缝或包边机包边的方式实现的,如工人通过缝纫机将包边条车缝至面料所需封边的边缘处,或添加丈巾进行车缝,从而使得面料的边缘处具有一定的弹性,又如工人通过包边机将包边条通过胶水粘接至面料的边缘处,亦可实现对面料的边缘的封边处理。但是传统的封边工艺在遇到所需封边的边缘存在较大弧度的拐角的面料时,无论是车缝还是包边机进行包边处理时,包边条都会出现明显的褶皱,从而影响产品的美观性,且在封边操作时,难以做到包边条与面料的边缘贴合,对工人的熟练度要求较高。
技术实现要素:
4.本发明旨在至少解决现有技术中存在的技术问题之一。
5.第一方面,本发明提供一种面料封边工艺,包括如下步骤:
6.提供面料片、模具和胶液备用,模具包括上模座和下模座,上模座和下模座的相向面上均设有注胶槽;
7.将面料片放置在模具的分型面上,将面料片需要封边的边缘放置在两个注胶槽之间;
8.模具合模,两个注胶槽围成注胶通道,面料片需要封边的边缘位于注胶通道内;
9.将胶液注入注胶通道内,使得胶液固化为包边胶条;
10.模具分模,取出面料片。
11.根据本发明实施例提供的一种面料封边工艺,至少具有如下有益效果:模具包括上模座和下模座,且上模座和下模座的相向面上均设置有注胶槽,使用时,工人可将所需封边的面料片放置在模具的分型面上,即将面料片置于上模座与下模座之间,并使得面料片所需封边的边缘放置在两个注胶槽之间,当模具合模时,上模座和下模座对面料片施加压力,从而固定面料片与注胶槽的相对位置关系,上下两个注胶槽围成注胶通道,面料片需要封边的边缘位于注胶通道内,然后工人可往注胶通道内注入胶液,在外部的压力作用下,配合胶液自身的流动性,胶液可填充注胶通道内,即使得胶液包裹在面料片所需封边的边沿处,然后使得胶液固定化为包裹在面料片所需封边的包边胶条,然后通过模具的分模,工人
即可取出完成封边处理的面料片;该面料封边工艺利用模压的工艺,从而使得面料片所需封边的边缘容置在上下两个注胶槽内,并通过注胶的工艺将胶水注入注胶通道内,利用胶液自身的流动性,当胶液固化后形成包裹在面料片所需封边的边缘处的包边胶条,且包边胶条在拐角处呈顺滑过渡,有利于避免传统封边工艺导致包边条产生多重褶皱的问题出现,固化后的包边胶条具有一定的弹性,亦可增加使用者穿着的舒适性,且在胶液自身的流动性下,胶液可自动完成对面料片边缘处的包裹,相较于传统封边工艺,有利于避免包边条难以与面料片存在较大弧度的拐角贴合的问题出现,从而降低封边工艺对于工人熟练度的要求。
12.根据本发明的一些实施例,下模座的上表面处设有容置凹槽;位于下模座的注胶槽设置在容置凹槽的边沿处且沿容置凹槽的边沿延伸。
13.为了实现面料片与模具的初步定位,以避免在模具合模的过程中面料片与注胶槽的位置偏移的问题出现,下模座上还设有容置凹槽,而下模座的注胶槽设置在容置凹槽的边沿处且沿容置凹槽的边沿延伸;使用时,工人可将面料片放置在容置凹槽内,从而实现面料片与下模座的初步定位,且当面料片放置在容置凹槽内时,面料片所需封边的边缘穿出容置凹槽并设置在上下两个注胶槽之间,一定程度上,有利于固定面料片与注胶槽的相对位置关系,使得面料片穿入注胶槽的宽度更均匀,从而使得胶液能均匀地包裹在面料片所需封边的边缘处。
14.根据本发明的一些实施例,将面料片放置在模具的分型面上的步骤,包括如下步骤:
15.提供剪裁工具备用,将面料片的形状剪裁至与容置凹槽和注胶槽组合的形状适配;
16.将剪裁后的面料片放置在容置凹槽内。
17.为了能实现面料片与容置凹槽的定位,工人可预先通过剪裁工具,将面料片的形状剪裁至与容置凹槽和注胶槽组合的形状适配,将剪裁后的面料片放置在容置凹槽后,使得面料片所需封边的边缘能均匀地放置在注胶槽内,而面料片无须封边的边缘则与容置凹槽的内周面抵接,从而实现面料片与模具的相对固定,并使得胶液能均匀地包裹在面料片所需封边的边缘处。
18.根据本发明的一些实施例,注胶槽包括第一端和第二端,注胶通道连接有注胶口,注胶口设置在注胶槽的第一端处,注胶槽的第二端贯穿模具设置。
19.注胶口设置在注胶槽的第一端处,而注胶槽的第二端贯穿模具设置,使用时,工人可通过泵体将胶液通过第一端从而注入注胶通道内,在泵体的压力作用下,配合胶液自身的流动性,胶水能填充至注胶通道内,由于注胶槽的第二端贯穿模具设置,当工人观察到注胶槽的第二端处有胶液流出时,即胶液已经完全填充注胶通道,从而可停止往注胶通道内注入胶液,在保证胶液能包裹在面料片所需封边的边缘的同时,有利于节省胶液的用量。
20.根据本发明的一些实施例,本发明还包括如下步骤:通过剪裁工具对包边胶条的两端进行剪裁。
21.包边胶条的两端处由于注胶口和多余胶液的残留会形成余胶,在工人可取出面料片后,通过剪裁工具对固化后的包边胶条两端的余胶进行剪裁,从而保持包边条的整体美观性,亦有利于实现面料片后期的连接。
22.根据本发明的一些实施例,位于下方的注胶槽的下表面设有多个上凸的第一顶块,位于上方的注胶槽的上表面设有多个下凸的第二顶块,多个第一顶块和多个第二顶块均沿注胶槽的长度方向呈排列布置。
23.考虑到面料大多较为柔软,在重力的作用下,面料片所需封边的边缘若悬空放置,则容易向下弯曲,当胶液填充至注胶通道后,使得面料所需封边的边缘的上侧的胶液量更多,即面料所需封边的边缘的上下两侧的胶水量不均匀,该面料封边工艺通过第一顶块和第二顶块对面料片的抵接,可对面料片所需封边的边缘做居中处理,从而使得包边胶条能包裹在面料片的边缘处,且面料片的边缘的上下两侧的胶液量更为均匀。
24.根据本发明的一些实施例,第一顶块呈自下而上逐渐缩小,第二顶块呈自上而下逐渐缩小。
25.即第一顶块为呈自下而上逐渐缩小的顶块,而第二顶块为呈自上而下组件缩小的顶块,顺着第一顶块和第二顶块的形状变化的趋势,有利于实现包边胶条与第一顶块和第二顶块的脱模。
26.根据本发明的一些实施例,位于上方的注胶槽的前边沿处设有下凸的压条,压条沿注胶槽的长度方向延伸;当上模座与下模座合模时,压条位于下方的注胶槽与容置凹槽之间。
27.考虑到在注胶以及胶液固化的过程中,存在胶液往面料片渗透而导致面料片被污染的问题,该面料封边工艺的模具在上方的注胶槽的前边沿处还设有下凸的压条,当模具合模后,压条位于下方的注胶槽与容置凹槽之间,通过压条的阻挡,有利于避免胶液从注胶通道中往外泄漏的问题出现,且在压条的压力作用下,使得面料片对应压条的位置被压实,从而减少阻隔胶液往面料片远离注胶槽一端的渗透。
28.根据本发明的一些实施例,模具还设有冷却流道;并使得胶液固化为包边胶条的步骤,包括以下步骤:
29.对模具加热,使得胶液固化为包边胶条;
30.停止对模具的加热;
31.通过冷却流道通入冷媒,以对包边胶条进行冷却。
32.当胶液已经完全填充在注胶通道内时,使用者可通过对模具加热的方式,从而加快胶液固化的过程,使得胶液能快速固化为包裹在面料片所需封边的边缘处的包边胶条,当胶液固化完成后,可停止对模具的加热,并通过冷却流道通入冷媒,在冷媒的作用下,能快速使得包边胶条冷却,以便于工人将封边完成后的面料片取出模具。
33.第二方面,本发明还提供一种鞋面,该鞋面应用如第一方面任意一项所示的面料封边工艺制得。
34.根据本发明实施例提供的一种鞋面,至少具有如下有益效果:以鞋面在鞋口处的封边操作为例,传统的工艺大多是通过包边机进行包边的,但是包边机的包边条需要进行预加工,使得包边条的内侧附着有胶水,并在包边机的加热作用下,使得胶水熔化,包边条能包裹在面料片所需封边的边缘处,但是包边条在鞋面的弧度较大的拐角处会出现明显的褶皱;而该鞋面应用如第一方面所示的面料封边工艺制得,通过注胶的方式,使得胶液在面料片所需封边的边缘处形成包边胶条,且包边胶条在无论弧度多大的拐角处均呈顺滑过渡,有利于避免传统包边条褶皱的产生,且由于包边胶条本身具有一定的弹性,使得鞋面在
鞋口处具有一定的弹性,有利于增加对人体脚部的包裹性,从而提高使用者穿着的舒适度。
35.第三方面,本发明还提供一种制鞋工艺,包括如下步骤:
36.提供鞋底、鞋后帮、如第二方面制得的鞋面备用;
37.将鞋面的两端相接以围成环形,鞋后帮的后表面与鞋面后端的内周面抵接;鞋后帮的后表面与鞋面两端的相接处车缝连接为一体,以围成组合体;
38.将组合体与鞋底的上表面连接为一体,以获得鞋体。
39.根据本发明实施例提供的一种制鞋工艺,至少具有如下有益效果:将鞋面的两端相接围成为环形后,可将鞋后帮的后表面与鞋面的后端的内周面抵接,即将鞋后帮置于鞋面的鞋口内侧处,然后可通过缝纫机将鞋后帮的后表面与鞋面两端的相接处车缝连接为一体,从而使得鞋后帮与鞋面连接为组合体,然后通过组合体与鞋底的上表面的连接,以获得成品的鞋体;该制鞋工艺通过鞋面与鞋后帮的连接,从而可增加采用该制鞋工艺制得的鞋体的整体稳定性。
40.第四方面,本发明还提供一种鞋子,该鞋子应用如第三方面所示的制鞋工艺制得。
41.根据本发明实施例提供的一种鞋子,至少具有如下有益效果:面料片所需封边的边缘处形成包边胶条,有利于避免传统包边条褶皱的产生,且由于包边胶条本身具有一定的弹性,使得鞋面在鞋口处具有一定的弹性,有利于增加对人体脚部的包裹性,从而提高使用者穿着的舒适度,且通过鞋面与鞋后帮的连接,从而可增加采用该制鞋工艺制得的鞋体的整体稳定性,有利于提高人体穿着该制鞋工艺制得的鞋子的安全性能。
42.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
43.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
44.图1为本发明实施例提供的一种面料封边工艺的流程图;
45.图2为本发明实施例提供的一种面料封边工艺的流程图;
46.图3为本发明实施例提供的一种面料封边工艺的流程图;
47.图4为本发明实施例提供的一种面料封边工艺的模具的结构视图;
48.图5为本发明实施例提供的一种面料封边工艺的模具的下模座的结构视图;
49.图6为图5中示出的一种面料封边工艺的模具的下模座的俯视图;
50.图7为图6中示出的一种面料封边工艺的模具的下模座的a处局部放大图;
51.图8为本发明实施例提供的一种面料封边工艺的模具的上模座的结构视图;
52.图9为图8中示出的一种面料封边工艺的模具的上模座的仰视图;
53.图10为图9中示出的一种面料封边工艺的模具的上模座的b处局部放大图。
54.附图中:100、下模座;110、容置凹槽;200、上模座;210、压条;300、注胶槽;310、顶块;400、注胶口。
具体实施方式
55.下面详细描述本发明的实施例,实施例的示例在附图中示出,其中自始至终相同
或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
56.在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
57.在本发明的描述中,若干的含义是不定量,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。另外,全文中出现的和/或,表示三个并列方案,例如,a和/或b表示a满足的方案、b满足的方案或者a和b同时满足的方案。
58.本发明的描述中,如有含有多个并列特征的短句,其中的定语所限定的是最接近的一个特征,例如:设置在a上的b、c、与d连接的e,所表示的是b设置在a上,e与d连接,对c并不构成限定;但对于表示特征之间关系的定语,如“间隔设置”、“环形排布”等,不属于此类。定语前带有“均”字的,则表示是对该短句中所有特征的限定,如均设置在a上的b、c、d,则表示b、c和d均设置在a上。
59.本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
60.下面结合图1-图10对本发明的实施例作出说明。
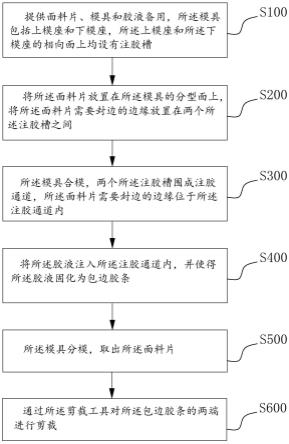
61.实施例一,参见图1,本发明实施例提供了一种面料封边工艺,包括如下步骤:
62.s100:提供面料片、模具和胶液备用,模具包括上模座200和下模座100,上模座200和下模座100的相向面上均设有注胶槽300;
63.s200:将面料片放置在模具的分型面上,将面料片需要封边的边缘放置在两个注胶槽300之间;
64.s300:模具合模,两个注胶槽300围成注胶通道,面料片需要封边的边缘位于注胶通道内;
65.s400:将胶液注入注胶通道内,并使得胶液固化为包边胶条;
66.s500:模具分模,取出面料片;
67.s600:通过剪裁工具对包边胶条的两端进行剪裁。
68.参见图4,在步骤s100中,模具包括上模座200和下模座100,使用时,可将模具放置在加热设备上,如可将模具放置在热压机上,在热压机的驱动作用下使得上模座200可靠近或远离下模座100,从而实现模具的合模和分模操作。
69.参见图5和图8,且上模座200和下模座100的相向面上均设有注胶槽300,即下模座100的上表面和上模座200的下表面处均设有注胶槽300。
70.且上下两个注胶槽300沿一个水平面呈镜像设置,上下两个注胶槽300的宽度一致,上下两个注胶槽300的形状一致,上下两个注胶槽300的深度一致。
71.下模座100的上表面处设有容置凹槽110;位于下模座100的注胶槽300设置在容置凹槽110的边沿处且沿容置凹槽110的边沿延伸。位于下模座100的注胶槽300与容置凹槽
110连通。面料放置在容置凹槽110后,由于注胶槽300与容置凹槽110连通,使得面料所需封边的边缘可穿入注胶槽300内,当胶液灌注入注胶槽300时,从而实现对面料的边缘处的封边处理。
72.参见图9和图10,考虑到部分较为蓬松的面料在注胶时,存在胶水往面料片渗透而导致面料片被污染的问题出现。位于上模座200的注胶槽300的前边沿处设有下凸的压条210,且压条210沿注胶槽300的长度延伸,当上模座200与下模座100合模时,压条210位于下方的注胶槽300与容置凹槽110之间,压条210可压紧面料的边缘处,在压条210的压力和阻隔作用下,有利于阻隔胶水往面料远离注胶槽300的方向的渗透。
73.参见图5和图8,且为了实现上下两个注胶槽300的对准,上模座200的四个边角处设有下凸的定位块,而下模座100的四个边角处设有下凹的定位槽,当四个定位块对准四个定位槽时,可确保上下两个注胶槽300的对准,使得上下两个注胶槽300能相接并围成注胶通道,以便于往注胶通道内注入胶液,使得胶液可包裹在面料片需要作封边处理的边缘处,以实现对面料片的封边处理。
74.为了实现上模座200和下模座100与外设加热设备的定位和安装,下模座100设有第一穿孔,适配的,上模座200设有多个第二穿孔,使用时可将下模座100的第一穿孔穿过外设的加热设备的定位柱设置,并将上模座200的第二穿孔亦穿过定位柱设置,从而可实现上模座200和下模座100的定位和安装,有利于提高注胶包边的精确度。
75.胶液指的是可与面料片粘合的液体,例如胶液可为ab胶(两液混合硬化胶)、tpe(热塑性弹性体)、tpee(热塑性聚酯弹性体)、tpu(热塑性聚氨酯弹性体)、乳胶、硅胶等。需要说明的是,胶液的类型和混合配比在此处不进行限制,根据所需包边胶条的弹性、抗拉性等性能的需求,可适应性地调节胶液的类型和混合配比等。对于面料片的材料在此处不做限制。
76.参见图2,在步骤s200中,将面料片放置在模具的分型面上的步骤,包括如下步骤:
77.s210:提供剪裁工具备用,将面料片的形状剪裁至与容置凹槽110的形状适配。
78.其中,剪裁工具可为剪刀、裁刀等。为了实现面料片与模具的初步定位,从而避免在模具合模的过程中面料片与注胶槽300的位置偏移的问题出现。使用前,使用者可对纸板进行裁剪,使得纸板的形状与容置凹槽110和注胶槽300组合的形状适配,然后再按照纸板的形状对面料片进行剪裁,使用者可将面料片的形状剪裁至与容置凹槽110和注胶槽300组合所的形状适配。
79.s220:将剪裁后的面料片放置在容置凹槽110内。
80.使用时,使用者可将面料片摆放在容置凹槽110内,从而实现面料片与下模座100的初步定位,且当面料片摆放在容置凹槽110内时,面料片需要作封边处理的边缘穿出容置凹槽110并设置在上下两个注胶槽300之间,使得面料片需要作封边处理的边缘能均匀地放置在注胶槽300内,而面料片无须封边的边缘则与容置凹槽110的内周面抵接,一定程度上,有利于固定面料片与注胶槽300的相对位置关系,相较于通过人工观察调节面料片与注胶槽300之间的相对位置关系而言,有利于使得面料片穿入注胶槽300的宽度更均匀,从而使得胶液能均匀地包裹在面料片需要作封边处理的边缘处。
81.参见图4,注胶槽300包括第一端和第二端,注胶通道连接有注胶口400,注胶口400设置在注胶槽300的第一端处,以下模座100为例,注胶口400布置在注胶槽300的右端,使用
时,工人可通过搅拌器对胶液进行充分的搅拌,从而减少胶液中的气泡,然后可通过泵体将胶液通过第一端从而注入注胶通道内,在泵体的压力作用下,配合胶液自身的流动性,胶水能填充至注胶通道内。
82.注胶槽300的第二端贯穿模具设置,以下模座100为例,下方的注胶槽300的左端贯穿下模座100的前端面设置。由于注胶槽300的第二端贯穿模具设置,当工人观察到注胶槽300的第二端处有胶液流出时,即胶液已经完全填充注胶通道,从而可停止往注胶通道内注入胶液,在保证胶液能包裹在面料片需要作封边处理的边缘的同时,有利于节省胶液的用量。
83.在步骤s600中,当模具分模后,工人可取出封边完成后的面料片,包边胶条的两端处由于注胶口400和多余胶液的残留会形成余胶,在工人取出面料片后,可通过剪裁工具对固化后的包边胶条两端的余胶进行剪裁,保持包边条的整体美观性,亦有利于实现面料片后期的连接。
84.考虑到面料大多较为柔软,在重力的作用下,面料片需要作封边处理的边缘若悬空放置,则容易向下弯曲,当胶液填充至注胶通道后,使得面料所需封边的边缘的上侧的胶液量更多,即面料所需封边的边缘的上下两侧的胶水量不均匀。
85.参见图6和图7,位于下方的注胶槽300的下表面设有多个向上凸起的第一顶块,且多个第一顶块沿注胶槽300的长度方向呈间隔排列的方式布置。
86.参见图8和图9,位于上方的注胶槽300的上表面设有多个朝下凸起的第二顶块,多个第二顶块亦沿注胶槽300的长度方向呈排列布置,通过第一顶块和第二顶块对面料片的抵接,可对面料片需要作封边处理的边缘做居中处理,即面料片需要作封边处理的边缘位于上下两个注胶槽300的中间,从而使得包边胶条能包裹在面料片的边缘处,且面料片的边缘的上下两侧的胶液量更为均匀。
87.当工人将面料片置于容置凹槽110后,可调节面料片与上下两个注胶槽300的相对位置关系,从而使得面料片所需封边的下端与第一顶块抵接,面料片需要作封边处理的边缘的上端与第二顶块抵接,在第一顶块和第二顶块的抵接作用下,从而使得面料片需要作封边处理的边缘位于上下两个注胶槽300的中间。
88.考虑到固化后的包边胶条需要与第一顶块和第二顶块分离,因此第一顶块为呈自下而上逐渐缩小的顶块310,而第二顶块为呈自上而下组件缩小的顶块310,如第一顶块和第二顶块均可设置为半球状,通过第一顶块和第二顶块自身的弧度,从而可便捷地实现包边胶条与第一顶块和第二顶块的脱模;又如第一顶块设有锥度且锥度朝上设置,而第二顶块设有锥度且锥度朝下设置,顺着第一顶块的锥度和第二顶块的锥度,可便捷地实现包边胶条与第一顶块和第二顶块的脱模。具体的,第一顶块和第二顶块可为圆锥体。
89.参见图3,模具还设有冷却流道,在步骤s400中,并使得胶液固化为包边胶条的步骤,还包括以下步骤:
90.s410:对模具加热,使得胶液固化为包边胶条;当胶液已经完全填充注胶通道时,使用者可通过对模具加热的方式,从而加快胶液固化的过程,使得胶液能快速固化为包裹在面料片需要作封边处理的边缘处的包边胶条。以胶液为ab胶为例,当胶液已完全填充满注胶通道后,通过热压机的加热,可使得上模座200和下模座100保持约130摄氏度的温度,从而加速胶液的固化定型,有利于提高面料片封边的效率。
91.s420:停止对模具的加热;当胶液固化完成后,可停止对模具的加热,以便于进行后续的脱模处理。
92.s430:通过冷却流道通入冷媒,以对包边胶条进行冷却。当胶液固化完成后,为了尽快降低包边胶条的表面温度,工人可将冷媒通入冷却流道内,如风冷、水冷等,在冷媒与模具的接触作用下,能快速地带走模具上的热量,进而使得包边胶条冷却,以便于工人将封边完成后的面料片取出模具。
93.实施例二,本发明实施例还提供了一种采用如实施例一中的面料封边工艺制得的鞋面。
94.以鞋面在鞋口处的封边操作为例,传统的工艺大多是通过包边机进行包边的,但是包边机的包边条需要进行预加工,使得包边条的内侧附着有胶水,并在包边机的加热作用下,使得胶水熔化,包边条能包裹在面料片需要作封边处理的边缘处,但包边条在鞋面的弧度较大的拐角处会出现明显的褶皱。
95.而采用如实施例一种所示的面料封边工艺制得的鞋面包括鞋面片和包边胶条,包边胶条包裹在鞋面片在鞋口的边缘处,从而代替传统通过捆条包边的方式。
96.鞋面应用如第一方面所示的面料封边工艺制得,通过注胶的方式,使得面料片需要作封边处理的边缘处形成包边胶条,有利于避免传统包边条褶皱的产生,且由于包边胶条本身具有一定的弹性,使得鞋面在鞋口处具有一定的弹性,有利于增加对人体脚部的包裹性,从而提高使用者穿着的舒适度。
97.实施例三,本发明实施例还提供了一种制鞋工艺,包括如下步骤:
98.s700:提供鞋底、鞋后帮、如实施例二制得的的鞋面备用;
99.s800:将鞋面的两端相接以围成环形,鞋后帮的后表面与鞋面后端的内周面抵接;鞋后帮的后表面与鞋面两端的相接处车缝连接为一体,以围成组合体。
100.将鞋面的两端相接连接为环形后,鞋后帮的后表面与鞋面的后端的内周面抵接,即将鞋后帮置于鞋面的鞋口内侧,即工人可将鞋后帮设置在鞋口的后端处,然后可通过缝纫机将鞋后帮的后表面与鞋面两端的相接处可通过车缝连接的工艺连接为一体,从而使得鞋后帮与鞋面组合成组合体。
101.s900:将组合体与鞋底的上表面连接为一体,以获得鞋体。例如工人实现鞋面与鞋后帮的连接后,可将组合体与鞋底的上表面可通过车缝、胶接等方式连接为一体,以获得成品的鞋体,从而可增加采用该制鞋工艺制得的鞋体的整体稳定性。
102.实施例四,本发明实施例还提供了一种采用如实施例三中的制鞋工艺制得的鞋子。
103.鞋面包括鞋面片和包边胶条,且包边胶条包裹在鞋面片在鞋口的边缘处,通过车缝的工艺,可以使得鞋面片的两端连接起来,亦可使得包边胶条的两端连接起来,即鞋面片对接呈环形,并与鞋后帮连接为一体。
104.面料片需要作封边处理的边缘处形成包边胶条,有利于避免传统包边条褶皱的产生,且由于包边胶条本身具有一定的弹性,使得鞋面在鞋口处具有一定的弹性,有利于增加对人体脚部的包裹性,从而提高使用者穿着的舒适度,且通过鞋面与鞋后帮的连接,从而可增加采用该制鞋工艺制得的鞋体的整体稳定性,有利于提高人体穿着该制鞋工艺制得的鞋子的安全性能。
105.以上对本发明的较佳实施方式进行了具体说明,但本发明创造并不限于实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可作出各种的等同变型或替换,这些等同的变型或替换均包含在本发明创造权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1