LED铝底壳模组高速贴胶机的制作方法
led铝底壳模组高速贴胶机
技术领域
1.本发明属于机械设备领域,特别涉及一种用于led铝底壳模组的自动高速贴胶机。
背景技术:
2.led铝底壳模组表面需要贴一层胶,就目前来说,贴胶都是人工手动完成的,先把胶撕出需要的长度,手动贴在铝底壳上,贴完头再撕背胶,贴胶完成后工人凭借肉眼观察检测是否贴胶合格,这种人工手动贴胶及肉眼观测检测的方式可以满足一定的使用要求,但是也存在较大问题,人工操作效率低,劳动强度大,人工成本高,易贴歪很难对齐,良品率低,肉眼观测检测对眼睛伤害大,存在健康隐患,无法有效满足大批量自动化生产需求。
3.本发明要解决的技术问题是提供一种无需人工手动操作、操作效率高、劳动强度小、人工成本低、贴胶精度高产品一致性好、良品率高、对眼睛伤害小、健康隐患小、有效满足大批量自动化生产需求的led铝底壳模组高速贴胶机。
技术实现要素:
4.为解决上述现有技术人工操作效率低、劳动强度大、人工成本高、易贴歪很难对齐、良品率低、对眼睛伤害大存在健康隐患、无法有效满足大批量自动化生产需求等问题,本发明采用如下技术方案:本发明提供一种led铝底壳模组高速贴胶机,包括机架、电控箱、操控显示屏和一组贴胶检测单元,所述电控箱设于机架下部,所述操控显示屏设于机架前端且内置有产品贴胶标准图像,所述一组贴胶检测单元并排设置在机架上且包括长边贴胶机构、短边贴胶机构、ccd检测机构和筛选流出机构,所述长边贴胶机构包括长边料仓、长边进料轨道和长边贴胶机头,所述长边料仓及长边贴胶机头设于长边进料轨道正上方,所述短边贴胶机构设于长边贴胶机构一侧且包括短边料仓、短边进料轨道和短边贴胶机头,所述短边进料轨道紧靠长边进料轨道,所述短边料仓与长边料仓结构完全相同,所述短边贴胶机头与长边贴胶机头结构完全一致且两者呈90
°
夹角,所述短边料仓及短边贴胶机头设于短边进料轨道正上方,所述ccd检测机构、筛选流出机构依次设置在短边贴胶机构一侧。
5.优选的,所述长边料仓包括料仓安装板、驱动电机、传动皮带、传动丝杆和料仓组件,所述传动丝杆穿设在料仓安装板上,所述传动皮带一端与驱动电机的输出轴传动连接、另一端与传动丝杆传动连接,所述料仓安装板外侧端面上设有一对带定位孔的上定位块和锁钩,所述料仓组件固定锁紧在料仓安装板底部且包括一组固定板、五根镀络棒、若干个料盒、若干个光轴固定环、若干个特氟龙套、锁夹搭扣、一对下定位块和一对锥度定位柱,所述一组固定板并排设置,所述五根镀络棒均匀分布穿设在一组固定板之间,所述若干个料盒均匀分布穿设在镀络棒上且前端通过光轴固定环固定、尾部通过特氟龙套限位,所述锁夹搭扣设于外侧的固定板上部且位于锁钩正下方,所述一对下定位块对称设置在锁夹搭扣两端且为上定位块正下方,所述一对锥度定位柱对应设置在一对下定位块上且位于定位孔正下方。
6.优选的,所述长边贴胶机头包括一对升降气缸、上安装板、成型驱动气缸、下安装板、送胶吸嘴、吸嘴移动模组、清胶负压风机、胶纸成型组件和切断组件,所述一对升降气缸对称设置在上安装板两侧,所述下安装板位于上安装板正下方且两端与升降气缸气杆相连,所述成型驱动气缸设于上安装板中部且连杆与下安装板中部连接,所述送胶吸嘴通过吸嘴移动模组活动设置在下安装板上部且进气口与外部气源连通,所述清胶负压风机设于下安装板另一侧,所述胶纸成型组件设于下安装板下部,所述切断组件设于胶纸成型组件一侧。
7.优选的,所述机架顶部四个边角均设有吊环。
8.优选的,所述机架顶部设有三色指示灯。
9.本发明的有益效果在于:自动完成贴胶及检测,自动化程度高,无需人工手动操作,双轨作业生产效率高,劳动强度小,人工成本低,贴胶精度高产品一致性好,良品率高,对眼睛伤害小,健康隐患小,有效满足大批量自动化生产需求。
附图说明
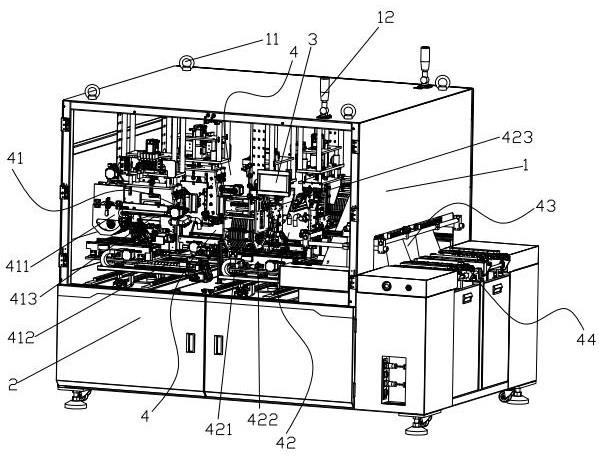
10.图1为本发明一种实施例的结构示意图。
11.图2为本发明中长边料仓的局部放大示意图。
12.图3为本发明中长边料仓的料仓组件放大示意图。
13.图4为本发中长边贴胶机头的局部示意图。
具体实施方式
14.下面结合附图详细说明本发明的优选实施例。
15.请参阅图1,一种led铝底壳模组高速贴胶机,包括机架1、电控箱2、操控显示屏3和一组贴胶检测单元4,所述电控箱2设于机架1下部,所述操控显示屏3设于机架1前端且内置有产品贴胶标准图像,所述一组贴胶检测单元4并排设置在机架上且包括长边贴胶机构41、短边贴胶机构42、ccd检测机构43和筛选流出机构44,两组机构形成双轨同时作业,生产效率翻倍,所述长边贴胶机构41包括长边料仓411、长边进料轨道412和长边贴胶机头413,所述长边料仓411及长边贴胶机头413设于长边进料轨道412正上方,所述短边贴胶机构42设于长边贴胶机构41一侧且包括短边料仓421、短边进料轨道422和短边贴胶机头423,所述短边进料轨道紧靠长边进料轨道,所述短边料仓与长边料仓结构完全相同,所述短边贴胶机头与长边贴胶机头结构完全一致且两者呈90
°
夹角,所述短边料仓及短边贴胶机头设于短边进料轨道正上方,所述ccd检测机构43、筛选流出机构44依次设置在短边贴胶机构一侧,产品从长边进料轨道进料,经过长边贴胶机头时先贴长边,贴长边时,机头是不动的而产品随轨道在动,长边贴完后进入短边进料轨道,进入短边轨道时,产品需旋转90
°
保证短边贴胶的正常进行,经过短边贴胶机头时完成短边贴胶,贴短边时同样是机头不动的而产品随轨道在动,短边也贴完后进入ccd检测机构,ccd检测机构非常简单,就是一台ccd高清相机对贴胶完成后的产品进行拍照,拍照的图像回传到操控显示屏内与标准图像比对,如果ok则直接流出,如果是ng,则通过筛选流出机构内的气缸把产品顶起并通过托钩托住产品,当存放有五个ng时,人工把ng品取出,自动完成ok品流出ng品筛选。
16.如图2所示,所述长边料仓411包括料仓安装板4111、驱动电机4112、传动皮带
4113、传动丝杆4114和料仓组件4115,所述传动丝杆4114穿设在料仓安装板4111上,所述传动皮带4113一端与驱动电机4112的输出轴传动连接、另一端与传动丝杆4113传动连接,当需要补充料盒时,驱动电机启动,通过传动皮带带动传动丝杆转动,传动丝杆转动带动料仓安装板运动,料仓安装板运动就带动整个料仓组件运动,这样即可实现自动补充料盒,所述料仓安装板1外侧端面上设有一对带定位孔41111的上定位块41112和锁钩41113,如图3所示,所述料仓组件4115固定锁紧在料仓安装板4111底部且包括一组固定板41151、五根镀络棒41152、若干个料盒41153、若干个光轴固定环41154、若干个特氟龙套41155、锁夹搭扣41156、一对下定位块41157和一对锥度定位柱41158,所述一组固定板并排设置,所述五根镀络棒均匀分布穿设在一组固定板之间,所述若干个料盒均匀分布穿设在镀络棒上且前端通过光轴固定环固定、尾部通过特氟龙套限位,所述锁夹搭扣设于外侧的固定板上部且位于锁钩正下方,所述一对下定位块对称设置在锁夹搭扣两端且为上定位块正下方,所述一对锥度定位柱对应设置在一对下定位块上且位于定位孔正下方,通过搭扣与锁钩配合、锥度定位柱及定位孔配合把机架主体与料仓组件快速固定在一起,当需要打开添加新的料盒时操作也非常方便,把搭扣从锁钩脱离即可,操作便捷快速,一个料盒用完,料仓组件就向前移动一个料盒的距离,后面一个料盒继续可以使用如图4所示,所述长边贴胶机头413包括一对升降气缸4131、上安装板4132、成型驱动气缸4133、下安装板4134、送胶吸嘴4135、吸嘴移动模组4136、清胶负压风机4137、胶纸成型组件4138和切断组件4139,所述一对升降气缸对称设置在上安装板两侧,所述下安装板位于上安装板正下方且两端与升降气缸气杆相连,所述成型驱动气缸设于上安装板中部且连杆与下安装板中部连接,所述送胶吸嘴通过吸嘴移动模组活动设置在下安装板上部且进气口与外部气源连通,所述清胶负压风机设于下安装板另一侧,送胶吸嘴把胶头部吸住并向前带至清胶负压风机内,通过负压风机的吸力,把纸层吸走完成清胶,所述胶纸成型组件设于下安装板下部,所述切断组件设于胶纸成型组件一侧,操作时,先通过吸嘴把胶送至负压风机,人工把胶先缠绕在成型组件上并完成成型,成型好后切断组件按设定好的尺寸切断,切断完成后负压风机启动把纸层吸走的同时,产品也向前运动完成贴胶,贴胶和清胶是同时完成进行的。
17.本发明中,所述机架1顶部四个边角均设有吊环11,这样方便安装及吊装。
18.本发明中,所述机架1顶部设有三色指示灯12,通过观察三色指示灯直观了解设备使用状况,操作使用更便捷。
19.本发明的有益效果在于:自动完成贴胶及检测,自动化程度高,无需人工手动操作,双轨作业生产效率高,劳动强度小,人工成本低,贴胶精度高产品一致性好,良品率高,对眼睛伤害小,健康隐患小,有效满足大批量自动化生产需求。
20.上述实施例和图式并非限定本发明的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本发明的专利范畴。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1