一种直线式注吹一体的香水瓶注塑机及其使用方法与流程
1.本发明涉及香水瓶注塑设备技术领域,具体为一种直线式注吹一体的香水瓶注塑机及其使用方法。
背景技术:
2.注塑机又名注射成型机或注射机。它是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。分为立式、卧式、全电式。注塑机能加热塑料,对熔融塑料施加高压,使其射出而充满模具型腔。其工作原理为通过将粒状或粉状塑料加入机筒内,并通过螺杆的旋转和机筒外壁加热使塑料成为熔融状态,然后机器进行合模和注射座前移,使喷嘴贴紧模具的浇口道,接着向注射缸通入压力油,使螺杆向前推进,从而以很高的压力和较快的速度将熔料注入温度较低的闭合模具内,经过一定时间和压力保持(又称保压)、冷却,使其固化成型,便可开模取出制品(保压的目的是防止模腔中熔料的反流、向模腔内补充物料,以及保证制品具有一定的密度和尺寸公差。
3.然而传统的注塑机在吹塑成型后,其瓶体坯体边缘会有毛刺,因此人员往往通过打磨机对其表面进行打磨。但在打磨后掉落的废品收集方面,人员往往只能通过手动进行收集,收集效率低下,同时对于这种细末一旦处于空气中,很容易会飞进工作人员的口鼻中,对人员身体健康造成影响。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种直线式注吹一体的香水瓶注塑机及其使用方法。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:一种直线式注吹一体的香水瓶注塑机及其使用方法,包括平台、吹注机构和吹风机构。所述平台上开设有开槽,所述吹注机构设置在开槽内,所述吹风机构设置在平台上。所述吹风机构与吹注机构相对应,所述吹风机构包括支架、气泵、伸缩杆和伸缩出风接头。所述支架竖直设置在平台上,所述伸缩杆竖直设置在支架上。所述气泵设置在伸缩杆的活动端上,所述伸缩出风接头与气泵的输出端相通。所述伸缩出风接头与吹注机构相对应。
8.优选的,所述吹注机构包括主电机、转环和多个连杆。所述主电机横向设置在开槽内,所述转环设置在主电机的输出端上。多个连杆以主电机的输出端为中心等角度设置在转环侧面。
9.优选的,所述吹注机构还包括转动环组件和多个插杆组件。所述转动环组件设置在连杆上,所述转动环组件包括多个连接座和转动座。多个连接座依次相连,所述连接座与连杆相连。多个连接座与多个连杆一一对应,所述转动座铰接在连接座上。所述插杆组件可拆卸式卡接在转动座上。
10.优选的,还包括多个瓶体和片状残余,所述片状残余设置在瓶体的外边缘处。所述瓶体可拆卸卡接在插杆组件上。
11.优选的,所述插杆组件包括单向瓣膜通阀和插杆。所述插杆可拆卸式卡接在转动座上,所述单向瓣膜通阀设置在插杆的顶端。所述插杆的尾端与瓶体开口相对应,所述插杆与伸缩出风接头相对应。所述插杆的内部沿着插杆表面方向开设有贯穿插杆的气道。还包括打磨机构,所述打磨机构设置在平台内。所述打磨机构与吹注机构相对应。
12.优选的,还包括两个半模具、辅助滑道座和辅助滑块。所述辅助滑道座设置在平台上,所述辅助滑块滑动配合在辅助滑道座上。两个半模具分别与辅助滑道座铰接,所述瓶体设置在两个半模具之间。
13.优选的,所述打磨机构包括打磨箱、收集箱、两个打磨转杆、两个电机、滑道和导向通道。所述收集箱和打磨箱均设置在平台内,所述打磨箱通过导向通道与收集箱相通。所述滑道横向设置在打磨箱内,两个电机滑动配合在滑道上。所述打磨转杆设置在电机的输出端上,带有片状残余的瓶体位于两个打磨转杆之间。
14.优选的,所述打磨机构还包括弧形滑道、副伸缩杆、副滑块、机械架、机械臂和出气针头。所述副伸缩杆设置在平台的正面内壁上,所述弧形滑道设置在副伸缩杆的活动端上。所述副滑块滑动配合在弧形滑道上,所述机械架设置在副滑块上。所述机械架与瓶体相接触,所述机械臂铰接在打磨箱上。所述出气针头设置在机械臂的活动端上,所述出气针头与位于瓶体瓶口处的单向瓣膜通阀相对应。
15.一种直线式注吹一体的香水瓶注塑机的使用方法,它包括以下步骤:
16.步骤一:首先将插杆表面沾满融化的塑料流体,接着将插杆插入半模具中,两个半模具扣合锁死。
17.步骤二:接着伸缩出风接头向下伸出,伸缩出风接头穿过单向瓣膜通阀并与插杆相通。接着气泵工作,此时瓶体成型,接着伸缩出风接头与单向瓣膜通阀分离,同时两个半模具打开。
18.步骤三:主电机转动,带动瓶体移动,接着下一个插杆重复步骤一和步骤二的操作。完成多个瓶体的初步吹塑成型。
19.步骤四:接着带有片状残余的瓶体移动到打磨机构中,接着控制副伸缩杆伸出。接着机械架抓住瓶体底部,控制副滑块沿着弧形滑道移动,带动转动座翻折,让瓶体平放。接着控制电机让两个打磨转杆相瓶体靠拢,打开电机,打磨转杆对瓶体的表面进行打磨。
20.步骤五:接着控制副滑块反方向移动,让瓶体度翻转。
21.步骤六:接着机械臂控制出气针头,使得出气针头与瓶体上的单向瓣膜通阀相对应。
22.步骤七:接着出气针头插入单向瓣膜通阀,由于出气针头内部成中空,因此,可以将瓶体内的气压与外界气压相通。
23.步骤八:接着从瓶体中喷出气体,对打磨箱上的打磨完毕后的杂质吹入导向通道中,并掉落到收集箱中。
24.步骤九:接着瓶体回到原地,人员将打磨好的瓶体卸下,完成操作。
25.(三)有益效果
26.本发明提供了一种直线式注吹一体的香水瓶注塑机及其使用方法。具备以下有益
效果:
27.1、该直线式注吹一体的香水瓶注塑机及其使用方法,通过设置的平台、吹注机构和吹风机构相互配合。可以让本发明具有利用吹注成型的香水瓶中的气压,在进行打磨完毕后通过打开香水瓶的瓶口,进而产生气流,再利用这股气流吹动打磨完毕后的掉落的杂物吹入排风管道,完成自动收集。有效防止杂质堆积,导致打磨不能正常使用的情况出现。
附图说明
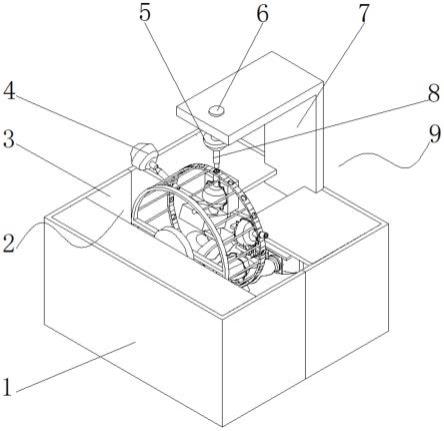
28.图1为本发明第一立体图;
29.图2为本发明第二立体图;
30.图3为本发明第三立体图;
31.图4为本发明第一局部部件立体图;
32.图5为本发明第二局部部件立体图;
33.图6为本发明第三局部部件立体图;
34.图7为本发明第四局部部件立体图;
35.图8为本发明第五局部部件立体图。
36.图中:1平台、2吹注机构、3开槽、4瓶体、5气泵、6伸缩杆、7支架、8伸缩出风接头、9吹风机构、10连杆、11打磨箱、12打磨机构、13收集箱、14转环、15主电机、16片状残余、17辅助滑道座、18单向瓣膜通阀、19半模具、20辅助滑块、21插杆、22气道、23转动座、24转动环组件、25插杆组件、26连接座、27弧形滑道、28打磨转杆、29导向通道、30电机、31滑道、32副伸缩杆、33副滑块、34机械夹、35机械臂、36出气针头。
具体实施方式
37.本发明实施例提供一种直线式注吹一体的香水瓶注塑机及其使用方法,如图1-8所示,包括平台1、吹注机构2和吹风机构9。平台1上开设有开槽3,吹注机构2设置在开槽3内,吹风机构9设置在平台1上。吹风机构9与吹注机构2相对应,吹风机构9包括支架7、气泵5、伸缩杆6和伸缩出风接头8。支架7竖直设置在平台1上,伸缩杆6竖直设置在支架7上。气泵5设置在伸缩杆6的活动端上,伸缩出风接头8与气泵5的输出端相通。伸缩出风接头8与吹注机构2相对应。
38.吹注机构2包括主电机15、转环14和多个连杆10。主电机15横向设置在开槽3内,转环14设置在主电机15的输出端上。多个连杆10以主电机15的输出端为中心等角度设置在转环14侧面。
39.吹注机构2还包括转动环组件24和多个插杆组件25。转动环组件24设置在连杆10上,转动环组件24包括多个连接座26和转动座23。多个连接座26依次相连,连接座26与连杆10相连。多个连接座26与多个连杆10一一对应,转动座23铰接在连接座26上。插杆组件25可拆卸式卡接在转动座23上。
40.通过设置的转动环组件24和多个插杆组件25相互配合,相比与传统的只有一个吹头杆,本发明设置多个吹头杆,并让其与气泵分开设置。这样一来,多个吹头杆不必急于和成型的塑料瓶分离,因此可以保持瓶内气压与外界气压不一致,这样可以间接起到把瓶内的气压进行储存,方便之后对打磨杂质进行吹拂工作。
41.还包括多个瓶体4和片状残余16,片状残余16设置在瓶体4的外边缘处。瓶体4可拆卸卡接在插杆组件25上。
42.片状残余16是在吹注过程中必然出现的,因此人员往往需要对初步成型后的塑料瓶进行打磨抛光。
43.插杆组件25包括单向瓣膜通阀18和插杆21。插杆21可拆卸式卡接在转动座23上,单向瓣膜通阀18设置在插杆21的顶端。插杆21的尾端与瓶体4开口相对应,插杆21与伸缩出风接头8相对应。插杆21的内部沿着插杆21表面方向开设有贯穿插杆21的气道22。还包括打磨机构12,打磨机构12设置在平台1内。打磨机构12与吹注机构2相对应。
44.通过设置的单向瓣膜通阀18和插杆21相互配合,这样一来,在与气泵分离后,插杆21不会将充入瓶体内的气体流出,方便人员的使用。
45.还包括两个半模具19、辅助滑道座17和辅助滑块20。辅助滑道座17设置在平台1上,辅助滑块20滑动配合在辅助滑道座17上。两个半模具19分别与辅助滑道座17铰接,瓶体4设置在两个半模具19之间。
46.打磨机构12包括打磨箱11、收集箱13、两个打磨转杆28、两个电机30、滑道31和导向通道29。收集箱13和打磨箱11均设置在平台1内,打磨箱11通过导向通道29与收集箱13相通。滑道31横向设置在打磨箱11内,两个电机30滑动配合在滑道31上。打磨转杆28设置在电机30的输出端上,带有片状残余16的瓶体4位于两个打磨转杆28之间。
47.打磨机构12还包括弧形滑道27、副伸缩杆32、副滑块33、机械架34、机械臂35和出气针头36。副伸缩杆32设置在平台1的正面内壁上,弧形滑道27设置在副伸缩杆32的活动端上。副滑块33滑动配合在弧形滑道27上,机械架34设置在副滑块33上。机械架34与瓶体4相接触,机械臂35铰接在打磨箱11上。出气针头36设置在机械臂35的活动端上,出气针头36与位于瓶体4瓶口处的单向瓣膜通阀18相对应。
48.一种直线式注吹一体的香水瓶注塑机的使用方法,它包括以下步骤:
49.步骤一:首先将插杆21表面沾满融化的塑料流体,接着将插杆21插入半模具19中,两个半模具19扣合锁死。
50.步骤二:接着伸缩出风接头8向下伸出,伸缩出风接头8穿过单向瓣膜通阀18并与插杆21相通。接着气泵5工作,此时瓶体4成型,接着伸缩出风接头8与单向瓣膜通阀18分离,同时两个半模具19打开。
51.步骤三:主电机15转动,带动瓶体4移动,接着下一个插杆21重复步骤一和步骤二的操作。完成多个瓶体4的初步吹塑成型。
52.步骤四:接着带有片状残余16的瓶体4移动到打磨机构12中,接着控制副伸缩杆32伸出。接着机械架34抓住瓶体4底部,控制副滑块33沿着弧形滑道27移动,带动转动座23翻折,让瓶体4平放。接着控制电机30让两个打磨转杆28相瓶体4靠拢,打开电机30,打磨转杆28对瓶体4的表面进行打磨。
53.步骤五:接着控制副滑块33反方向移动,让瓶体4180度翻转。
54.步骤六:接着机械臂35控制出气针头36,使得出气针头36与瓶体4上的单向瓣膜通阀18相对应。
55.步骤七:接着出气针头36插入单向瓣膜通阀18,由于出气针头36内部成中空,因此,可以将瓶体4内的气压与外界气压相通。
56.步骤八:接着从瓶体4中喷出气体,对打磨箱11上的打磨完毕后的杂质吹入导向通道29中,并掉落到收集箱13中。
57.步骤九:接着瓶体4回到原地,人员将打磨好的瓶体4卸下,完成操作。
58.综上所述,该直线式注吹一体的香水瓶注塑机及其使用方法,通过设置的平台1、吹注机构2和吹风机构9相互配合。可以让本发明具有利用吹注成型的香水瓶中的气压,在进行打磨完毕后通过打开香水瓶的瓶口,进而产生气流,再利用这股气流吹动打磨完毕后的掉落的杂物吹入排风管道,完成自动收集。有效防止杂质堆积,导致打磨不能正常使用的情况出现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1