一体化成型电流传感器的加工工艺的制作方法
1.本发明属于传感器技术领域,涉及一体化成型电流传感器的加工工艺。
背景技术:
2.随着国内制造业大环境降本增效策略的推进,电流传感器传统的设计思路已难以满足降本增效的需求。传统的电流传感器基于不同的原理,产品内部结构存在一定的区别,但基本都是由内部pcba、感应器件、外部壳体及灌封胶等组成。此种结构组成的产品,其技术设计方案成熟,工艺路线稳定,一致性好。
3.由于现有的传感器均具有外部壳体,在装配整个传感器时,基本的装配工序是基于外部壳体,然后将传感器的其他部件逐个安装于外部壳体内,而后进行灌胶封装,这样会存在如下几个问题,其一,装配工序比较复杂,如果发生错装或者漏装,需要重新装配,耗时较长;其二,母排是传感器零部件中用以输送电的部件,一般情况系呈u型结构设置,当其安装于壳体内时,需要进行两次折弯,才能完成安装;其三,灌胶封装容易产生内应力,从而影响传感器使用的精度,另外,还会造成封装开裂的情况。
技术实现要素:
4.本发明的目的是针对现有的技术存在上述问题,提出了一种能够用以实现电流传感器一体化成型的加工工艺。
5.本发明的目的可通过下列技术方案来实现:一种一体化成型电流传感器的加工工艺,包括步骤:
6.s1:完成传感器内部模块的拼装,并将拼装完成后的传感器内部模块放入注塑模具中;
7.s2:烘干热熔胶,去除热熔胶中的水分,其中,该烘干温度为70℃,且加热时长为4-8hrs;
8.s3:熔化热熔胶,将热熔胶再次处于熔融状态,其中,热熔胶的熔融温度在210-240℃;
9.s4:对熔融状态下的热熔胶进行保温处理,其中,在保温状态下,热熔胶的温度维持在210-240℃,注塑模具的温度维持在20-60℃;
10.s5:合模并完成注胶后的保压,其中,注胶时的注塑压力为0.5mpa,保压压力为5.5mpa,保压时间为5s,以此确保在保压期间,热熔胶能够快速填满整个模腔;
11.s6:开模并完成产品的脱模,其中,当热熔胶填满模腔后冷却固化,且该冷却固化时间为40s;
12.s7:对脱模后的产品进行烘烤退火,其中,该烘烤退火时的温度维持在55-65℃之间;
13.s8:激光打标,并完成产品的包装。
14.在上述的一体化成型电流传感器的加工工艺中,注塑模具包括载具,且拼装完成
的传感器内部模块装载至载具中,其中,步骤s1包括步骤:
15.s11:将传感器内部模块中的插针插入第一定位孔,母排插入第二定位孔中,其中,当传感器内部模块的线圈骨架上设置有定位柱时,定位柱插入第三定位孔,当载具的型腔腔底上设置定位凸起时,传感器内部模块中线路板组件与定位凸起抵靠配合;
16.s12:通过型腔腔底的定位凸柱与载具上滑块内的定位凹孔之间的插接配合,完成滑块在载具上的安装,并将传感器内部模块夹持在两滑块之间;
17.s13:将装载有传感器内部模块的载具滑入下模腔中,完成载具在模具上的装载。
18.在上述的一体化成型电流传感器的加工工艺中,步骤s5包括步骤:
19.s51:合模时,通过注塑模具的上模板上的定位柱压紧滑块,通过上模板上的定位块上的第一斜面与载具上的第二斜面形成滑移配合,从而限定载具在模腔内的自由度。
20.在上述的一体化成型电流传感器的加工工艺中,步骤s6包括步骤:
21.s61:开模时,解除定位柱与滑块之间的抵靠以及第一斜面与第二斜面的滑移,将载具整体从模腔中取下;
22.s62:将两滑块从载具上取下;
23.s63:将封装完成的传感器从载具上取下。
24.在上述的一体化成型电流传感器的加工工艺中,型腔腔底上设置有凸台。
25.在上述的一体化成型电流传感器的加工工艺中,上模板的上模腔内设置有两凸块,且两凸块相对设置。
26.在上述的一体化成型电流传感器的加工工艺中,上模板上设置有与上模腔相连通的第一排气通道,载具上设置有与型腔相连通的第二排气通道,其中,第一排气通道内嵌装有第一排气镶件,第二排气通道内嵌装有第二排气镶件,当模具合模时,第一排气镶件与第二排气镶件抵靠配合,通过第一排气镶件与第二排气镶件接触面间的间隙进行排气。
27.在上述的一体化成型电流传感器的加工工艺中,注塑模具的下模板上设置有进胶通道,且进胶通道上至少设置有两条分支,其中一条分支作为胶体流向上模腔、下模腔的通道,剩余分支作为减缓胶体流速的缓冲通道。
28.在上述的一体化成型电流传感器的加工工艺中,传感器内部模块包括聚磁组件,且该聚磁组件包括第一铁芯、第二铁芯以及第三铁芯,且第一铁芯、第二铁芯的结构相同,第三铁芯呈条状设置,其中,第一铁芯包括呈c型设置的第一芯段,且第一芯段开口端的两侧长度不一,其中,沿第一芯段开口端中长度较短的一端边缘沿远离长度较长的一端折弯形成呈l型的第二芯段,且第一芯段的开口方向与第二芯段的开口方向相互垂直。
29.在上述的一体化成型电流传感器的加工工艺中,第一铁芯与第二铁芯并排连接于第三铁芯上,且第一铁芯中的第一芯段的开口方向与第二铁芯中第一芯段的开口方向相对设置,其中,第一铁芯中第一芯段上长度较长的一端与第二铁芯中第一芯段上长度较长的一端呈上下叠加设置,第一铁芯中第二芯段的开口方向与第二铁芯中第二芯段的开口方向相反,并相互连通,其中,支架中的第二支臂穿过第一铁芯的第二芯段和第二铁芯的第二芯段。
30.与现有技术相比,本发明的有益效果:
31.(1)、通过一种低模量、低膨胀系数的热熔胶对传感器内部模块进行封装,一方面能够减少材料的应力,保证整个封装体系适应环境温度变化,可以解决传感器在温度变化
的环境下,发生封装开裂的问题,以及内应力对于传感器精度影响的问题,另一方面通过冷却后的热熔胶代替了原有的外壳结构,可以有效减小传感器的整体体积,减少了采用外壳结构在传感器装配完成后还需进行灌胶封装的工序,满足了传感器模块化、小型化的需求,另外,由于缺少了原有传感器的外壳结构,使得母排的安装无需通过两次折弯才能实现装配,以此提高传感器的装配效率,同时提高产品的一致性。
32.(2)、装配完成后的传感器内部模块可放置于模具中,并通过插针和母排实现传感器内部模块在模具中的精确定位,而后向模具中注入熔融状态下的热熔胶,当热熔胶冷却后,即可在传感器内部模块的表面形成一层由热熔胶所覆盖的“外壳结构”,这样的“外壳结构”,在绝缘耐压性能上得到了大大的提升。
33.(3)、通过设置弹性件,能够弥补模具由于装配所带来的误差,保证在模具合模后,定位杆始终能够与滑块进行抵接配合,以此提高传感器一体化封装成型的可靠性,进而保证传感器后续使用时的精度。
34.(4)、通过在型腔腔底上设置凸台,使得从进胶通道中注入的胶体无法对该部位进行填充,使得封装成型的传感器上与凸台相对应的部位形成内凹面,而该内凹面的存在,能够减小封装后的传感器与其他结构相连时的接触面积,从而降低传感器安装面的平面度要求,充分保证传感器能够安装水平,降低传感器使用时因安装不平而导致传感器受力不均所带来的风险。
35.(5)、通过在上模腔内设置凸块,使得从进胶通道中注入的胶体无法对该部位进行填充,使得封装成型的传感器上与凸块相对应的部位形成凹部。而通过凹部的设置,实现整个传感器内部模块外侧热熔胶厚度的均匀化,进而进一步减小由于封装而引起的应力,以此提高传感器使用的精度。
36.(6)、通过第一排气镶件、第二排气镶件之间的配合,作为模具在注塑时排气使用,减少注塑困气及注塑填充不完全等风险。
37.(7)、通过设置缓冲通道,能够进一步减小胶体流入上模腔、下模腔时的流速,从而进一步降低胶体对于传感器内部模块的冲击,减小注塑压力对于传感器性能的影响,进而提高传感器封装成型后在使用过程中的精度。
附图说明
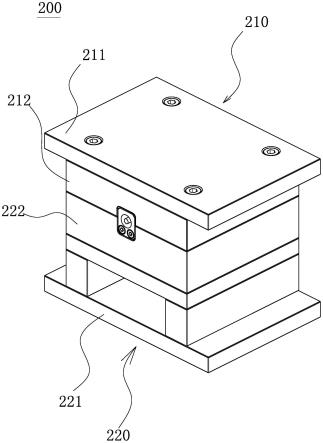
38.图1是本发明一种一体化成型电流传感器的加工工艺中的模具的结构示意图。
39.图2是图1所示注塑模具在去除上模组件后的结构示意图。
40.图3是本发明一较佳实施例中载具的结构示意图。
41.图4是图3所示载具的局部结构示意图。
42.图5是本发明一较佳实施例中滑块的结构示意图。
43.图6是本发明一较佳实施例中上模组件的结构示意图。
44.图7是图6中a部分的放大图。
45.图8是图6所示上模组件另一视角的结构示意图。
46.图9是图8所示中a-a的剖视图。
47.图10是图8所示中b-b的剖视图。
48.图11是本发明一较佳实施例中上模板的结构示意图。
49.图12是图11中b部分的放大图。
50.图13是本发明一种一体化成型电流传感器的加工工艺中的封装后产品的结构示意图。
51.图14是本发明一较佳实施例中传感器内部模块的结构示意图。
52.图15是本发明一较佳实施例中线路板组件、支撑组件的结构示意图。
53.图16是图15所示线路板组件、支撑组件另一视角的结构示意图。
54.图17是本发明一较佳实施例中支撑组件、聚磁组件的结构示意图。
55.图18是本发明一较佳实施例中第一铁芯的结构示意图。
56.图中,100、传感器内部模块;110、线路板组件;111、pcb板;112、插针;113、连接板;114、定位板;120、支撑组件;121、支架;1211、第一支臂;1212、第二支臂;122、支架连接件;130、聚磁组件;131、第一铁芯;1311、第一芯段;1312、第二芯段;132、第二铁芯;133、第三铁芯;140、第一线圈组件;141、第一线圈骨架;142、第一线圈;143、第一骨架连接件;150、第二线圈组件;151、第二线圈骨架;152、第二线圈;153、第二骨架连接件;154、定位柱;160、母排;
57.200、模具;210、上模组件;211、上模架;212、上模板;2121、上模腔;2122、第一排气通道;2123、凸块;213、顶针;214、定位杆;215、弹性件;216、定位块;2161、第一斜面;217、第一排气镶件;220、下模组件;221、下模架;222、下模板;2221、下模腔;2222、进胶通道;2223、缓冲通道;230、载具;231、型腔;2311、第一定位孔;2312、第二定位孔;2313、定位凸起;2314、定位凸柱;2315、凸台;232、第二排气通道;233、滑块;2331、定位凹孔;234、第二斜面;235、第二排气镶件。
具体实施方式
58.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
59.需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
60.如图1至图18所示,本发明提供的一种一体化成型电流传感器的加工工艺,包括步骤:
61.s1:完成传感器内部模块100的拼装,并将拼装完成后的传感器内部模块100放入注塑模具200中;
62.s2:烘干热熔胶;即在注塑前将热熔胶进行烘干处理,以此去除热熔胶中的水分,其中,烘干温度为70℃,且加热时长为4-8hrs;
63.s3:熔化热熔胶;即将烘干完成后的热熔胶,加入至注塑机中进行熔化处理,其中,热熔胶的熔融温度为210-240℃;
64.s4:对熔融状态下的热熔胶进行保温处理,其中,热熔胶的温度维持在210-240℃,模具200温度维持在20-60℃;
65.s5:合模并完成注胶保压;即将载具230装入模具200中,而后完成模具200的合模,此时将热熔胶通过一定的压力注入至模具200的模腔中,其中,注塑压力为0.5mpa,并保压
一段预设时间,且保压压力为5.5mpa,保压时间为5s。在保压期间,热熔胶能够快速填满整个模腔;
66.s6:开模并完成产品的脱模;即热熔胶填满模腔后冷却固化,其中,该冷却时间为40s,在40s后,开启模具200,并将注塑后的传感器连带载具230从模具200上取下,而后将注塑后的传感器从载具230上取下,如果传感器脱模较为困难时,可在传感器表面喷涂适量的脱模剂;
67.s7:烘烤退火;即注塑完成后的传感器在55-65℃的温度环境下进行烘烤退火,以释放残余应力,从而进一步降低温度残余应力对传感器的影响;
68.s8:激光打标,并完成产品的包装;即模具200上已篆刻有对应公司的logo和产品信息,激光打标时仅需标注产品变化,从而使得打标时间缩短为原有的20%,从而进一步降低产品的加工工时和加工成本。
69.值得一提的是,本实施例中的传感器内部模块100包括:
70.线路板组件110,包括pcb板111,和与pcb板111电连的插针112,其中,当热熔胶包覆在传感器内部模块100的外侧时,插针112上与pcb板111电连的部分位于热熔胶内,插针112上远离pcb板111电连的部分位于热熔胶外,且线路板组件110呈竖直设置;
71.支撑组件120,呈水平设置,支撑组件120包括支架121,且支架121的一端通过支架连接件122电连于靠近插针112一端的pcb板111上;
72.聚磁组件130,连接于支架121的另一端,并与该端的支架121形成嵌套配合,其中,聚磁组件130上设置有两个呈上下分布的连接区域,分别为第一连接区域和第二连接区域;
73.第一线圈组件140,包括与第一连接区域形成嵌套配合的第一线圈骨架141,和缠绕于第一线圈骨架141上的第一线圈142,其中,第一线圈骨架141的一端通过第一骨架连接件143与pcb板111电连接;
74.第二线圈组件150,包括与第二连接区域形成嵌套配合的第二线圈骨架151,和缠绕于第二线圈骨架151上的第二线圈152,其中,第二线圈骨架151的一端通过第二骨架连接件153与pcb板111电连接;
75.多根母排160,呈独立设置,且母排160呈u型设置,其中,母排160的封闭端夹持在第一线圈组件140和第二线圈组件150之间,母排160的开口方向朝向第二线圈组件150,当热熔胶包覆在传感器内部模块100的外侧时,母排160的封闭端位于热熔胶内,母排160开口端的两侧位于热熔胶外。
76.在本实施例中,通过一种低模量、低膨胀系数的热熔胶对传感器内部模块100进行封装,一方面能够减少材料的应力,保证整个封装体系适应环境温度变化,可以解决传感器在温度变化的环境下,发生封装开裂的问题,以及内应力对于传感器精度影响的问题,另一方面通过冷却后的热熔胶代替了原有的外壳结构,可以有效减小传感器的整体体积,减少了采用外壳结构在传感器装配完成后还需进行灌胶封装的工序,满足了传感器模块化、小型化的需求,另外,由于缺少了原有传感器的外壳结构,使得母排160的安装无需通过两次折弯才能实现装配,以此提高传感器的装配效率,同时提高产品的一致性。
77.另外,装配完成后的传感器内部模块100可放置于模具200中,并通过插针112和母排160实现传感器内部模块100在模具200中的精确定位,而后向模具200中注入熔融状态下的热熔胶,当热熔胶冷却后,即可在传感器内部模块100的表面形成一层由热熔胶所覆盖的“外壳结构”,这样的“外壳结构”,在绝缘耐压性能上得到了大大的提升。
78.而且热熔胶是一种低模量(50-200mpa)、低热膨胀系数(200-300ppmk)的注塑型二聚酸型聚酰胺热熔型树脂。该热熔型树脂具备良好的冷挠曲性以及高延展率,对于苛刻的温度冲击条件表现良好的耐候性。
79.值得一提的是,本实施例中的注塑模具200包括:
80.上模组件210,包括上模架211,通过紧固件与上模架211相连的上模板212,且在上模板212上设置有上模腔2121,和与上模腔2121相连通的第一排气通道2122;
81.下模组件220,包括下模架221,通过紧固件与下模架221相连的下模板222,且在下模板222上设置有下模腔2221,和与上模腔2121、下模腔2221相连通的进胶通道2222;
82.载具230,与下模腔2221形成可拆卸连接,且载具230内设置有用以放置传感器内部模块100的型腔231,并在型腔231的两侧设置有用以夹持放置在型腔231中传感器内部模块100的滑块233,和与型腔231相连通的第二排气通道232。
83.优选地,由于传感器内部模块100在注塑模具200上进行整体封装时,是放置于载具230内,而载具230与下模腔2221形成可拆卸连接,因此,在传感器内部模块100进行整体封装时,不仅需要对传感器内部模块100进行定位,还需要对载具230进行定位,从而保证封装后传感器的精度。
84.进一步优选地,为了实现传感器内部模块100在载具230中的定位,设置了第一定位结构,且该第一定位结构位于型腔231腔底与传感器内部模块100之间,其中,型腔231腔底上设置有第一定位孔2311、第二定位孔2312以及第三定位孔,且该第一定位孔2311与插针112插接配合,第二定位孔2312与母排160插接配合,第三定位孔与第二线圈骨架151上的定位柱154插接配合。
85.值得一提的是,第一定位结构除了设置在型腔231腔底与传感器内部模块100之间,也可以设置在上模板212与传感器内部模块100之间。当第一定位结构设置在上模板212与传感器内部模块100之间时,该第一定位结构包括设置于上模板212上的顶针213,和设置于型腔231腔底上的定位凸起2313,其中,线路板组件110的上下两端分别与顶针213和定位凸起2313形成抵靠配合,同样能够实现传感器内部模块100在型腔231内的可靠定位。
86.由此可知,针对传感器内部模块100在载具230内的精确定位,可以存在如下两种方式,其一,通过第一定位孔2311与插针112之间、第二定位孔2312与母排160之间,以及第三定位孔与定位柱154之间的插接配合,实现传感器内部模块100在载具230中的定位;其二,通过第一定位孔2311与插针112之间、第二定位孔2312与母排160之间的插接配合,以及线路板组件110与顶针213、定位凸起2313之间的抵靠配合,实现传感器内部模块100在载具230中的定位。
87.值得一提的是,由于传感器模块安装于型腔231腔内时,还会受到两侧滑块233的夹持,因此,同样需要对型腔231内的滑块233进行定位。所以为了定位滑块233设置了第二定位结构,且该第二定位结构位于型腔231腔底与滑块233之间,其中,型腔231腔底上设置有定位凸柱2314,且滑块233上设置有定位凹孔2331。
88.其中,滑块233的材质一般为金属材质,因此,可将定位凸柱2314的材质选用磁性材料,这样使得滑块233与载具230相连时,不仅能够通过定位凸柱2314与定位凹孔2331之间的插接配合,限定滑块233在型腔231内水平方向上的自由度,而且还能通过定位凸柱
2314与滑块233之间的磁吸配合,能够在一定程度上限定滑块233在型腔231内垂直方向上的自由度。采用磁吸配合,是为了方便传感器在一体化封装成型后,便于将滑块233从载具230上拆卸而下,进而方便传感器从型腔231上取下。
89.进一步优选地,由于第二定位结构仅仅只能实现滑块233在水平方向自由度的限定,无法实现滑块233在竖直方向自由度的限定,因此,在上模板212与滑块233之间设置了第三定位结构,且该第三定位结构包括设置于上模板212上的定位杆214,并在定位杆214上嵌套有弹性件215,其中,该弹性件215夹持在上模板212与定位杆214之间。
90.值得一提的是,当上模板212与下模板222合模时,定位杆214与滑块233形成抵接配合,将滑块233牢牢的压紧在型腔231的腔底上,以此限定滑块233、载具230在垂直方向上的自由度。另外,通过设置弹性件215,能够弥补模具200由于装配所带来的误差,保证在模具200合模后,定位杆214始终能够与滑块233进行抵接配合,以此提高传感器一体化封装成型的可靠性,进而保证传感器后续使用时的精度。
91.进一步优选地,通过设置第三定位结构,不仅能够实现滑块233在竖直方向上自由度的限定,而且还能实现载具230在竖直方向上自由度的限定,但是,载具230在水平方向上的自由度未得到限定。因此,在上模板212与载具230之间还是有第四定位结构,且该第四定位结构包括设置于上模板212上的定位块216,并在定位块216上设置有第一斜面2161,载具230上设置有与第一斜面2161接触配合的第二斜面234,其中,当模具200进行合模时,第一斜面2161在第二斜面234表面滑移,使得载具230被压紧在下模腔2221内而不发生水平移动。
92.值得一提的是,通过第四定位结构实现上模板212与载具230之间的楔形配合,从而实现载具230在水平方向自由度的限定。而且由于第四定位结构设置于在上模板212与载具230之间,当开模时,上模板212远离下模板222运动,解除上模板212与载具230之间的楔形配合,从而方便载具230从下模板222上拆卸而下,不影响载具230的脱模。
93.优选地,在型腔231腔底上设置有凸台2315,当传感器内部模块100装配至型腔231内时,传感器内部模块100的下表面与凸台2315相接触。
94.在本实施例中,通过在型腔231腔底上设置凸台2315,使得从进胶通道2222中注入的胶体无法对该部位进行填充,使得封装成型的传感器上与凸台2315相对应的部位形成内凹面,而该内凹面的存在,能够减小封装后的传感器与其他结构相连时的接触面积,从而降低传感器安装面的平面度要求,充分保证传感器能够安装水平,降低传感器使用时因安装不平而导致传感器受力不均所带来的风险。
95.优选地,在上模腔2121内设置有两块凸块2123,且两块凸块2123相对设置,其中,当传感器一体化封装成型后,可在传感器对应位置上形成两个凹部。
96.值得一提的是,通过在上模腔2121内设置凸块2123,使得从进胶通道2222中注入的胶体无法对该部位进行填充,使得封装成型的传感器上与凸块2123相对应的部位形成凹部。而通过凹部的设置,实现整个传感器内部模块100外侧热熔胶厚度的均匀化,进而进一步减小由于封装而引起的应力,以此提高传感器使用的精度。
97.优选地,当模具200合模时,第一排气通道2122与第二排气通道232相连通,形成模具200的排气通道,其中,在第一排气通道2122内嵌装有第一排气镶件217,第二排气通道232内嵌装有第二排气镶件235,当模具200合模时,第一排气镶件217与第二排气镶件235抵
靠配合,通过第一排气镶件217与第二排气镶件235接触面间的间隙进行排气。
98.值得一提的是,通过第一排气镶件217、第二排气镶件235之间的配合,作为模具200在注塑时排气使用,减少注塑困气及注塑填充不完全等风险。
99.优选地,进胶通道2222上至少设置有两条分支,其中一条分支作为胶体流向上模腔2121、下模腔2221的通道,剩余分支作为减缓胶体流速的缓冲通道2223。
100.在本实施例中,当胶体从进胶通道2222流入时,具有一定的冲击力,放置于型腔231中的传感器内部模块100通过多个定位结构实现了定位,而通过设置缓冲通道,能够进一步减小胶体流入上模腔2121、下模腔2221时的流速,从而进一步降低胶体对于传感器内部模块100的冲击,减小注塑压力对于传感器性能的影响,进而提高传感器封装成型后在使用过程中的精度。
101.优选地,线路板组件110还包括连接板113,且插针112贯穿连接板113,其中,pcb板111上设置有与插针112插接定位的插槽,且连接板113与pcb板111之间形成卡接配合,其中,该卡接位置位于pcb板111或者连接板113的两侧。
102.进一步优选地,连接板113上朝向第二线圈骨架151的一侧设置有定位板114,且该定位板114呈u型设置,其中,定位板114的封闭端与pcb板111相贴合,定位板114的开口端与第二线圈骨架151插接配合。
103.优选地,支架121呈t型设置,且该支架121包括第一支臂1211和第二支臂1212,其中,支架连接件122的数量为两个,分别连接于第一支臂1211的两端,第二支臂1212作为铁芯的连接位置。
104.优选地,聚磁组件130包括第一铁芯131、第二铁芯132以及第三铁芯133,且第一铁芯131、第二铁芯132的结构相同,第三铁芯133呈条状设置,其中,第一铁芯131包括呈c型设置的第一芯段1311,且第一芯段1311开口端的两侧长度不一,其中,沿第一芯段1311开口端中长度较短的一端边缘沿远离长度较长的一端折弯形成呈l型的第二芯段1312,且第一芯段1311的开口方向与第二芯段1312的开口方向相互垂直。
105.值得一提的是,第一铁芯131与第二铁芯132并排连接于第三铁芯133上,且第一铁芯131中的第一芯段1311的开口方向与第二铁芯132中第一芯段1311的开口方向相对设置,其中,第一铁芯131中第一芯段1311上长度较长的一端与第二铁芯132中第一芯段1311上长度较长的一端呈上下叠加设置,第一铁芯131中第二芯段1312的开口方向与第二铁芯132中第二芯段1312的开口方向相反,并相互连通,其中,支架121中的第二支臂1212穿过第一铁芯131的第二芯段1312和第二铁芯132的第二芯段1312。
106.另外,第一铁芯131中第一芯段1311上长度较长的一端与第二铁芯132中第一芯段1311上长度较长的一端组成了第一连接区域;第一铁芯131中第一芯段1311上长度较短的一端、第一铁芯131中的第二芯段1312、第二铁芯132中第一芯段1311上长度较短的一端,第二铁芯132中的第二芯段1312以及第三铁芯133组成了第二连接区域。
107.优选地,第一线圈骨架141和第二线圈骨架151均呈“工”字型结构设置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1