用于吹塑和拉伸吹塑由聚合物材料制成的瓶子的阀组件的制作方法
本发明涉及一种用于吹塑或拉伸吹塑由聚合物材料制成的预制件的阀组件,该阀组件可应用于适于将预制件转变成瓶子或容器的机器。
背景技术:
1、通过在具有期望形状的模具内部吹塑适当加热的特定预制件来获得瓶子或容器在包装行业中是一种众所周知的技术,尤其是用于制造瓶子或容器。
2、基本上存在两种不同的技术,分别是简单吹塑和拉伸吹塑,拉伸吹塑提供在模具中预制件的气动吹塑和同步机械拉伸。在这两种情况下,预制件必须在对应于材料软化点的热条件下到达吹塑机或拉伸吹塑机,以能够在模具内部塑性变形。
3、用于预制件的吹塑机或拉伸吹塑机是已知的,并且包括具有两个半模的多个可打开模具,这两个半模在端部处铰接并且借助于适当布置的杠杆作用来激活,这些杠杆作用的尺寸确定成允许半模以与预定的装载预制件和卸载成型瓶子的步骤同步的方式打开和关闭。
4、在旋转机器中,多个模具围绕中心旋转轴线径向地布置,并且用于打开和关闭模具的装置与在机器的操作中配合的其他设备(例如,用于进入预制件和离开瓶子的运动设备和用于模具的不同部件的吹塑和移动设备)的运动同步。
5、吹塑或拉伸吹塑设备包括阀组件,该阀组件适于当预制件封闭在模具中时布置在预制件的口部上,并且在高压下将空气引入到预制件中。吹塑或拉伸吹塑操作通常以两个独立的步骤发生:具有较低初始压力(通常在4巴与10巴之间)的预吹塑步骤;以及具有在15巴与40巴之间的最终压力的吹塑步骤。这种加压空气的引入顺序由特定阀调节。
6、在这方面,用于驱动这些阀的气动系统是已知的,其利用系统中的加压空气的可用性进行吹塑。
技术实现思路
1、本发明解决的问题是提供一种用于吹塑或拉伸吹塑塑料材料瓶子的阀组件,该阀组件优化了用于驱动阀的加压空气的使用并且包括简化机器的气动图。
2、通过如本技术所描述的用于吹塑或拉伸吹塑由聚合物材料制成的瓶子或容器的阀组件解决了该问题。
3、具体地,本发明涉及以下目的:
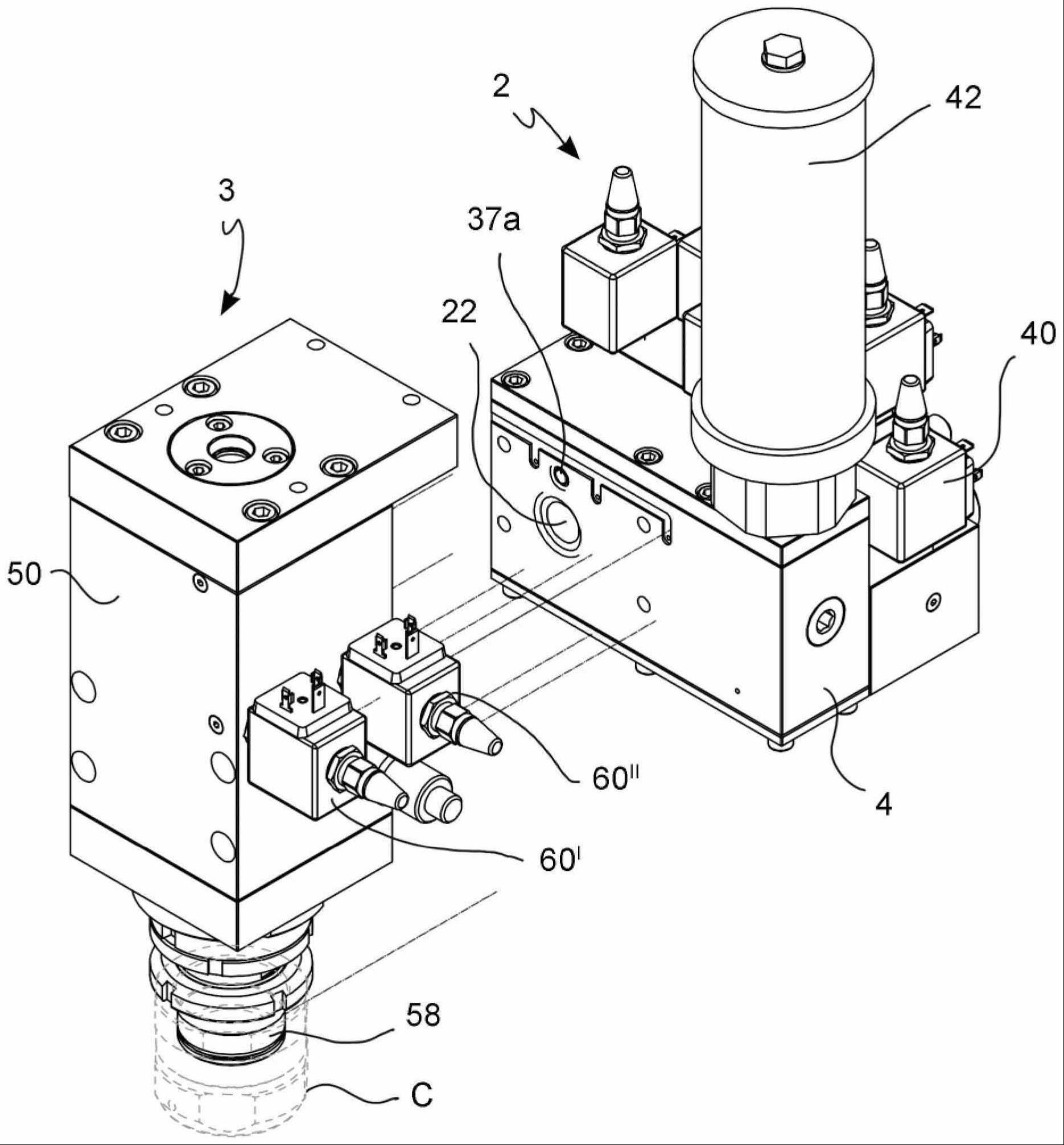
4、l)阀组件包括控制块和吹塑块,其中,吹塑块包括具有纵向轴线的外本体,以喷嘴终止于底部的吹塑缸体滑动地容纳在外本体内部,该喷嘴适于与容器的颈部联接,并且其中,控制块从至少一个加压空气源接收加压空气,并且根据取决于选择的吹塑循环的预定压力曲线将加压空气发送到吹塑块,其中,控制块包括用于分配处于不同压力下的加压空气的多个分配阀以及排气阀,其中,阀是由处于在15巴与40巴之间的压力下的加压空气驱动的;
5、2)如在点1)中限定的阀组件,其中,控制块包括:用于处于第一压力下的加压空气的第一管道、用于处于大于第一压力的第二压力下的加压空气的第二管道、以及用于处于第三压力下的加压回收空气的第三管道,该第三压力大于或等于第一压力并且小于或等于第二压力,其中,第一管道、第二管道以及第三管道分别被用于分配处于第一压力、第二压力以及第三压力下的加压空气的第一阀、第二阀以及第三阀截断,并且其中,分配阀连接到横向管道,该横向管道进而包括用于连接到吹塑块的开口;
6、3)如在点2)中限定的阀组件,其中,第一管道和第二管道气动地连接到加压空气歧管,该加压空气歧管包括用于供应处于第一压力下的加压空气的第一腔室和用于供应处于第二压力下的加压空气的第二腔室,并且其中,第三管道气动地连接到处于第三压力下的加压空气的储存罐;
7、4)如在点2)或3)中限定的阀组件,其中,第一管道被处于第一压力下的加压空气的流量调节器截断;
8、5)如在点2)至4)中任一点限定的阀组件,其中,第一管道和第二管道在分配阀的上游被相应的单向阀截断,该单向阀配置成防止处于第一压力和第二压力下的加压空气朝向歧管返回;
9、6)如在点2)至5)中任一点限定的阀组件,其中,第一分配阀、第二分配阀以及第三分配阀和排气阀分别垂直于第一加压空气入口管道、第二加压空气入口管道以及第三加压空气入口管道并垂直于横向管道放置,并且其中,分配阀和排气阀中的每个包括:
10、-h形的活塞,包括杆部、第一头部以及第二头部,其中,头部具有比杆部更大的直径,
11、-互补的座部,活塞在该互补座部中滑动,互补座部具有中间部分、位于活塞的第一头部处的第一膨胀腔室、以及位于活塞的第二头部处的第二膨胀腔室,
12、其中:
13、i)第一头部和第二头部均包括相应的外表面和相应的肩部,肩部配置成与膨胀腔室的相应的邻接表面联接,
14、ii)在将第一膨胀腔室连接到横向管道的区段中,一间隙布置在座部的中间部分与活塞的杆部之间,
15、iii)活塞的第一头部的外表面是星形的并且包括多个倒角,多个倒角沿着第一头部的侧表面形成微通道,微通道配置成允许加压空气通过间隙;
16、7)如在点2)至6)中任一点限定的阀组件,其中,第一分支管道是t形的,并且包括垂直于第二管道的第一部分和相对于第一管道、第二管道以及第三管道沿着横向方向延伸的第二部分,并且第二部分位于与第一管道、第二管道以及第三管道的轴线所在的平面平行的平面上,第一分支管道从用于处于第二压力的加压空气的第二管道起始,并且其中,以下从第一分支管道的第二部分起始:
17、-第二分支管道,垂直于第一分支管道所在的平面延伸;
18、-第一驱动通道,被第一电磁控制阀截断;
19、-第二驱动通道,被第二电磁控制阀截断,
20、并且其中,在平行于第一分支管道的平面上延伸的第三分支管道从第二分支管道起始,其中,分别被第三电磁控制阀和第四电磁控制阀截断的第三驱动通道和第四驱动通道在平行于第一分支管道的同一平面中从第三分支管道垂直地起始;
21、8)如在点7)中限定的阀组件,其中,第一电磁控制阀、第三电磁控制阀以及第四电磁控制阀分别借助于相应的出口通道驱动第三分配阀、第一分配阀以及第二分配阀,出口通道从电磁控制阀起始并且通向相应的分配阀的第二膨胀腔室的上部部分;
22、9)如在点7)或8)中限定的阀组件,其中,被第二电磁控制阀截断的第二驱动通道在第二电磁控制阀的下游连接到模具的反压腔室;
23、10)如在点6)至9)中任一点限定的阀组件,其中,排气阀在下游连接到排气设备,并且其中,排气阀的第五驱动通道从处于第二压力下的加压空气的第二管道起始,其中,排气阀安装在相对于分配阀的相反位置中,使得第一头部的外表面面向上,其中,第五通道被相应的电磁控制阀截断,并且在出口通道中的电磁阀的下游继续,出口通道通向座部的第二膨胀腔室,该第二膨胀腔室位于邻接表面与肩部之间的中间位置中;
24、11)如在点7)至10)中任一点限定的阀组件,其中,吹塑块的外本体包括开口,该开口与分配加压空气的控制块的开口流动连接,外本体的内表面还包括上部凹部和下部凹部,以便与吹塑缸体的外表面形成上部环形腔室和下部环形腔室,
25、并且其中,吹塑缸体是中空的并且包括在喷嘴处通向外部的纵向通道,该纵向通道,在吹塑缸体的内表面与外表面之间布置有多个径向通道,该多个径向通道将吹塑缸体的外部与纵向通道连接,并且沿着向下倾斜的方向从外表面延伸到内表面,
26、并且其中,控制块的第二分支管道连接到吹塑块的管道,该管道进而连接到吹塑块的两个电磁控制阀,两个电磁控制阀配置成将处于第二压力下的加压空气交替地发送到上部环形腔室或下部环形腔室,使得当加压空气被引入到上部环形腔室中时,吹塑缸体向下滑动直到接合预制件的颈部,并且同时,引入加压空气的外本体的开口与吹塑缸体的径向通道对准;替代地,当加压空气被引入到下部环形腔室中时,吹塑缸体向上滑动,以便与容器的颈部脱离并且中断吹入气流;
27、12)一种用于吹塑或拉伸吹塑容器的机器,包括多个模具、安装在每个模具上的如点1)至11)中任一点限定的阀组件,该机器包括至少一个加压空气歧管和至少一个储存罐,该加压空气歧管包括用于供应处于第一压力下的加压空气的第一腔室和用于供应处于第二压力下的加压空气的第二腔室,该储存罐是处于第三压力下的加压空气的储存罐。
- 还没有人留言评论。精彩留言会获得点赞!