一种快速热循环注塑生产系统的制作方法
1.本发明涉及快速热循环注塑工艺的技术领域,特别是涉及一种快速热循环注塑生产系统。
背景技术:
2.注塑成型是塑料加工中重要的成型方法之一,在家用电器、汽车、电子、航空航天、日用品等国民经济的各个领域都有广泛的应用。但由于注塑成型过程的复杂性,成型产品表面易产生熔接痕、流痕、浮纤等各种缺陷,既影响产品的外观质量,又减弱了产品的力学性能,给产品的正常使用带来隐患。为提高成型产品表面质量,目前生产中主要通过塑料喷涂技术使其表面质量得到提高,但喷涂是对塑料产品的二次加工,既浪费生产原料和能源,增加塑料制品的生产成本,又造成了严重的环境污染,并危害操作人员的身体健康。如何减少注塑产品的成型缺陷,全面提高产品质量,取消或减少产品表面喷涂量,是注塑成型加工及模具设计与制造领域的重要研究课题。近年来,为满足人们对塑料产品的外观、性能、成本以及环保等方面的要求,快速热循环注塑成型的技术应运而生,其英文译作rapid heat cycle molding,缩写为rhcm。利用该技术能获得表面无熔接痕、无纤维暴露等表面缺陷的高光泽度塑料产品,显著提升产品的质量。使用该技术既可以取消污染严重且成本昂贵的喷涂工艺,直接降低塑料产品的生产成本,又满足了社会的环保要求,使注塑成型实现真正的绿色化生产。因此,该技术的市场竞争力强大,应用前景十分广阔。
3.rhcm注塑的工艺过程与常规注塑基本一致,但rhcm注塑增加了模具快速加热与快速冷却及温度动态控制过程。在模具加热阶段,需使模温升高到塑料的热变形温度以上,以保证塑料熔体良好的充模状态;而在冷却阶段,需要向模具内部管路中通入低温冷却水,以使熔体温度迅速降低到塑料的顶出温度以下,进而减少注塑成型的周期。基于此,中国专利cn101823325b公开了一种电热式、浮动式快速热循环注塑模具。其包括浮动式型腔装置、浮动式型芯装置以及与浮动式型腔装置和浮动式型芯装置相配合的冷却板装置;在浮动式型腔装置和浮动式型芯装置内设有加热装置;在冷却板装置中设有冷却装置;浮动式型腔装置和浮动式型芯装置与其各自对应的冷却板装置间设有顶出装置、定位装置和导向装置;浮动式型腔装置和浮动式型芯装置与其各自对应的冷却板装置通过顶出装置保持间隙;浮动式型腔装置和浮动式型芯装置分别通过定位和导向装置限制顶出距离和保持移动方向;在浮动式型腔装置和浮动式型芯装置上还设有测温装置;测温装置、加热装置、冷却装置与温控装置连接。上述所公开的该种电热式、浮动式快速热循环注塑模具主要是通过于注塑模具的内部分别设置加热棒及冷却水路,从而分别对注塑模具进行升温控制或冷却控制。
4.然而,现有企业的生产需求中还需要综合考量模具温度的动态变化过程及生产中实施的成本及难易程度;也即,可以通过在注塑模具的内部对应设置一套温控系统,以便使其能够快速等切换升温或冷却的状态。因而,为了能实现模具温度的实时、动态控制的需求,有必要建立一种适用于rhcm注塑生产线的生产系统,以便可以低成本地生产制造表面无熔接痕以及具有高光泽度的rhcm注塑产品。
技术实现要素:
5.基于此,有必要针对如何实时、动态控制模具温度的技术问题,提供一种快速热循环注塑生产系统。
6.一种快速热循环注塑生产系统,其包括:蒸汽设备、蒸汽控制阀、过滤器、注塑模具、注塑设备、热电偶、冷凝设备、蒸汽-冷却水切换阀、冷却设备、冷却水控制阀、空气压缩设备、压缩空气控制阀、控制中心以及人机交互设备;所述蒸汽设备、所述蒸汽控制阀、所述过滤器与所述注塑模具依次通过管路连接;所述蒸汽控制阀设置于所述蒸汽设备与所述过滤器之间,并且,所述蒸汽控制阀控制所述蒸汽设备处所产生的蒸汽流入管路的通或断,且,所述蒸汽控制阀处流出的蒸汽流过所述过滤器后通过管路流入所述注塑模具之中;所述注塑模具设置于所述注塑设备,且,所述注塑设备控制所述注塑模具开模或合模;所述热电偶设置于所述注塑模具的内部,且,所述热电偶检测所述注塑模具内部的温度状态;所述冷凝设备与所述蒸汽-冷却水切换阀通过管路并联连接于所述注塑模具,且,所述冷凝设备的出口端通过管路连接于所述冷却设备的底部,所述蒸汽-冷却水切换阀的出口端通过管路连接于所述冷却设备的顶部;所述冷却水控制阀以管路分别连接所述冷却设备与所述过滤器,并且,所述冷却水控制阀控制所述冷却设备通过管路流向所述过滤器处的冷却水的通或断;所述空气压缩设备通过气管与所述压缩空气控制阀连接,所述压缩空气控制阀分别通过气管连通所述蒸汽控制阀流向所述过滤器与所述冷却水控制阀流向所述过滤器处的管路,并且,所述压缩空气控制阀控制所述空气压缩设备处流出的压缩空气的通或断;所述控制中心分别与所述蒸汽控制阀、所述所述注塑设备、所述热电偶、所述蒸汽-冷却水切换阀、所述冷却水控制阀以及所述压缩空气控制阀控制连接;所述人机交互设备显示所述控制中心的数据以及对所述控制中心控制连接。
7.具体的,所述蒸汽设备所产生的蒸汽压力为0.7mpa至1.3mpa;该蒸汽的温度范围为165℃至190℃。
8.具体的,所述冷凝设备所产生的冷却水的压力为0.5mpa;该冷却水的温度范围为15℃至25℃。
9.具体的,所述空气压缩设备所产生的压缩空气的压力为0.7mpa至1.3mpa。
10.进一步的,所述注塑模具包括蒸汽-冷却水道、凸模板、凹模板、第一密封圈、第二密封圈以及隔热板。
11.更进一步的,所述蒸汽-冷却水道分别设置于所述凸模板以及所述凹模板;所述蒸汽-冷却水道通过管路与所述过滤器相连;所述蒸汽-冷却水道通过管路分别连接所述冷凝设备与所述蒸汽-冷却水切换阀。
12.更进一步的,所述第一密封圈套接于所述蒸汽-冷却水道的外围并分别连接所述凸模板与所述隔热板。
13.更进一步的,所述第二密封圈套接于所述蒸汽-冷却水道的外围并分别连接所述凹模板与另一所述隔热板。
14.综上所述,本发明一种快速热循环注塑生产系统分别设有加热源、冷却源、压缩空气源以及模温控制器,所述蒸汽设备与所述蒸汽控制阀相互配合构成加热源;所述冷却设备与所述冷却水控制阀相互配合构成冷却源;所述压缩空气设备与所述压缩空气控制阀构成压缩空气源;所述控制中心分别与所述蒸汽控制阀、所述所述注塑设备、所述热电偶、所
述蒸汽-冷却水切换阀、所述冷却水控制阀以及所述压缩空气控制阀控制连接以构成模温控制器。从而,模温控制器可以根据rhcm注塑工艺的要求,在预设的节点中开通或切断加热源或冷却源,以实现对模具温度的动态控制;所述高温高压的蒸汽可以直接进入所述注塑模具的内部,以使其快速且均匀的升温;所述冷却水也可以直接进入所述注塑模具的内部,以使其快速地降温;所述压缩空气源可以对注塑模具中残留的蒸汽或冷却水进行驱离,以避免其对下一升温或控温的过程产生影响。此外,所述注塑模具的内部通过设置所述热电偶,并使其与所述控制中心进行连接,以使模温控制器可以实时的根据模具的温度状态以切换控温的操作。所以,本发明一种快速热循环注塑生产系统解决了如何实时、动态控制模具温度的技术问题。
附图说明
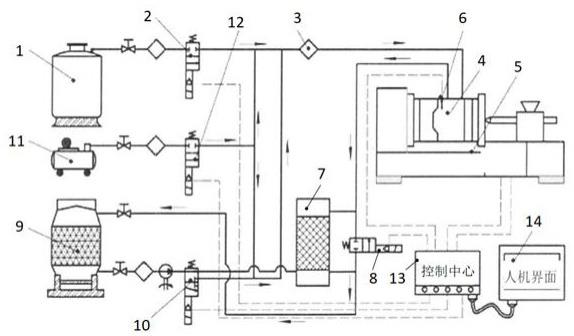
15.图1为本发明一种快速热循环注塑生产系统的原理图;图2为本发明一种快速热循环注塑生产系统的所使用的注塑模具的结构示意图。
具体实施方式
16.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
17.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
18.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
19.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
20.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
21.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另
一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
22.请参阅图1,本发明一种快速热循环注塑生产系统包括:蒸汽设备1、蒸汽控制阀2、过滤器3、注塑模具4、注塑设备5、热电偶6、冷凝设备7、蒸汽-冷却水切换阀8、冷却设备9、冷却水控制阀10、空气压缩设备11、压缩空气控制阀12、控制中心13以及人机交互设备14。所述蒸汽设备1、所述蒸汽控制阀2、所述过滤器3与所述注塑模具4依次通过管路连接;所述蒸汽控制阀2设置于所述蒸汽设备1与所述过滤器3之间,并且,所述蒸汽控制阀2控制所述蒸汽设备1处所产生的蒸汽流入管路的通或断,且,所述蒸汽控制阀2处流出的蒸汽流过所述过滤器3后通过管路流入所述注塑模具4之中。所述注塑模具4设置于所述注塑设备5,且,所述注塑设备5控制所述注塑模具4开模或合模。所述热电偶6设置于所述注塑模具4的内部,且,所述热电偶6检测所述注塑模具4内部的温度状态。所述冷凝设备7与所述蒸汽-冷却水切换阀8通过管路并联连接于所述注塑模具4,且,所述冷凝设备7的出口端通过管路连接于所述冷却设备9的底部,所述蒸汽-冷却水切换阀8的出口端通过管路连接于所述冷却设备9的顶部。所述冷却水控制阀10以管路分别连接所述冷却设备9与所述过滤器3,并且,所述冷却水控制阀10控制所述冷却设备9通过管路流向所述过滤器3处的冷却水的通或断。所述空气压缩设备11通过气管与所述压缩空气控制阀12连接,所述压缩空气控制阀12分别通过气管连通所述蒸汽控制阀2流向所述过滤器3与所述冷却水控制阀10流向所述过滤器3处的管路,并且,所述压缩空气控制阀12控制所述空气压缩设备11处流出的压缩空气的通或断。所述控制中心13分别与所述蒸汽控制阀2、所述所述注塑设备5、所述热电偶6、所述蒸汽-冷却水切换阀8、所述冷却水控制阀10以及所述压缩空气控制阀12控制连接;所述人机交互设备14显示所述控制中心的数据以及对所述控制中心控制连接。
23.具体的,rhcm注塑的工艺过程与常规注塑基本一致,但rhcm注塑工艺中增加了模具快速加热、快速冷却以及温度动态控制过程。在模具加热阶段,需使模温升高到塑料的热变形温度以上,以保证塑料熔体良好的充模状态;而在冷却阶段,则需要向模具内部管路中通入低温冷却水,以使熔体温度迅速降低到塑料的顶出温度以下,以减少注塑成型周期。因此,在本发明一种快速热循环注塑生产系统中,首先以所述蒸汽设备1与所述蒸汽控制阀2相互配合形成所述注塑模具4的加热源。该加热源的作用是在注塑工艺的加热阶段能将模具快速加热至当前注塑工艺所要求的温度。对于rhcm注塑而言,模具温度的升高是通过适时地向模具内部加热管道中通入高温蒸汽来实现,因此,必须要求生产现场能供应高温蒸汽源,也即,所述蒸汽设备1。蒸汽的温度和压力越高,模具的加热速率越高,可降低产品生产周期和提高生产效率。但是,蒸汽温度和压力越高对整个工作系统的耐温、抗压要求也就越高;在本发明一种快速热循环注塑生产系统的实践中可知,蒸汽压力为0.7至1.3mpa为最佳;对于饱和蒸汽而言,其对应的温度范围为165℃至190℃。相对于现有技术中通过模具内部设置的加热棒来加热模具的方式,本发明一种快速热循环注塑生产系统利用电邮压力的蒸汽对模具进行升温控制的方式具有更好的升温效率。这是因为饱和蒸汽通过管路进行所述注塑模具7的内部,高温高压的蒸汽所包含的热量以及对流冷凝换热的方式不断地向所述注塑模具7的内部传动热量,以使所述注塑模具7可以减少热量损失并提高热交换的效
率,从而实现快速升温的效果。
24.具体的,所述冷却设备9与所述冷却水控制阀10相互配合构成本发明一种快速热循环注塑生产系统的冷却源,该冷却源的作用是在rhcm注塑工艺的冷却阶段,向所述注塑模具7的内部的冷却管道中提供足够的冷却水,以快速冷却注塑模具和成型的塑料熔体。为了获得较高的冷却速率,要求冷却水具有较低的温度和较高的压力。一般可以通过使用冷凝塔提供的25℃左右的冷却水即可满足使用要求;一般控制其温度范围于15℃至25℃的范围为最佳。为提高冷却效率,管路内的冷却水要保持一定的压力。在本发明一种快速热循环注塑生产系统的实际应用中发现,当冷却管路内冷却水的压力为0.5mpa左右时,可快速冷却所述注塑模具7。生产中可利用增压泵提高冷却水的压力和流速。为防止产生的水垢堵塞管路,冷却水要保持干净,要求用软水并需定时清洗管道,且,在冷却水流入所述注塑模具7之前还需经过所述过滤器3对其进行过滤净化处理。
25.具体的,所述压缩空气设备11与所述压缩空气控制阀12构成本发明一种快速热循环注塑生产系统的压缩空气源,所述压缩空气源的作用主要是为rhcm注塑工艺冷却阶段结束后提供足量的压缩空气。该压缩空气可以将残留在所述注塑模具7的管道中的冷却水排除,以阻止模具温度继续降低。此外,对于rhcm注塑工艺而言,在加热阶段结束时,该压缩空气必须将残留于所述注塑模具7内部管道中高温蒸汽排除,以阻止模具温度继续升高,从而达到精确地控制模具温度的目的。此外,压缩空气还可作为气动角座阀等执行元件的动力源,以实现蒸汽、冷却水等输送管道的启闭控制。在本发明一种快速热循环注塑生产系统的实践中发现,采用0.7至1.3mpa的空气源可满足压缩空气排残及管路转换的需要。
26.具体的,所述控制中心13分别与所述蒸汽控制阀2、所述所述注塑设备5、所述热电偶6、所述蒸汽-冷却水切换阀8、所述冷却水控制阀10以及所述压缩空气控制阀12控制连接以构成本发明一种快速热循环注塑生产系统的模温控制器;该模温控制器的作用就是根据rhcm注塑工艺的要求,适时地开通或切断加热源或冷却源,以实现对模具温度的动态控制。在本发明一种快速热循环注塑生产系统中,该模温控制器的具体动作是能适时的开通或切断蒸汽源、冷却源及压缩空气源与所述注塑模具7内部加热-冷却管道的连接管路,由各阀门转换装置与控制系统两部分组成,该控制系统包括所述控制中心及所述人机交互设备14。该控制系统的作用主要是接收来自所述注塑设备5、所述注塑模具7及操作人员所设定的控制信号,并通过所述控制中心13以向各个阀门转换装置发送控制信号。每一阀门转换装置根据所述控制中心13所发出的指令,来执行相应的动作,从而来实现连接管路的动态转换。所述人机交互设备14主要用于显示所述控制中心13处传递的数据,并且,可以对rhcm注塑的整个工艺过程进行实时监控,其监控的内容主要包括模具温度、蒸汽温度及压力、冷却水温度及压力、各阀门转换装置的动作以及工艺进程等。此外,还可以通过该人机交互设备14方便地对模具的加热或冷却时间以及加热或冷却时的上下限温度等参数进行设定,同时,对本发明一种快速热循环注塑生产系统实际运行中所出现的故障进行报警,并快速定位故障原因,以方便操作人员快速进行故障排除。
27.具体的,所述注塑设备5的控制系统需要与所述控制中心13的模温控制系统通过信号线连接起来,以使所述注塑模具7的动作与各阀门转换装置的动作协调一致。例如,如需开模后模具开始加热,可通过注塑设备5向控制中心13发送一“开模”信号;然后,控制中心13再向蒸汽控制阀2发送一“加热”指令,以打开该蒸汽控制阀2,此时,系统开始加热模
具。当模温达到工艺要求后,控制中心13控制停止加热,并向注塑设备5发送一“允许注射”信号,此时,注塑设备5开始执行注塑工艺。
28.具体的,在本发明一种快速热循环注塑生产系统的生产应用中,控制各阀门的进气管路与蒸汽管理必须各种独立分开,以防止蒸汽管路温度过高而破坏进气管路。冷却水及蒸汽管路要采用耐高温金属管,且能承受400℃高温与3mpa的压力,以防管路破裂氧化模具或危害操作人员的安全。rhcm注塑工艺所用的材料一般有吸湿性,因此,材料注入前必须进行干燥,以防止材料中水蒸汽进入所述注塑模具4,从而导致所述注塑模具4被氧化,进而影响产品质量。所述注塑模具4的结构中的进出管道接口不能太多,一般要求在10个左右。此外,为保证生产的安全性,注塑模具4装配完毕后,必须做蒸汽无泄露实验。
29.进一步的,请继续参阅图2。如图2所示,所述注塑模具4包括上模座401、下模座402、浇口套403、主浇道404、注塑型腔405、拉料杆406、上连接板407、第一密封圈408、凸模板409、凹模板410、第二密封圈411、下连接板412、隔热板413、若干蒸汽-冷却水道414、流道415以及浇口416。所述上模座401与所述下模座402相对开合设置,并且,所述上模座401的中部设置所述浇口套;所述主浇道404设置于所述浇口套403,并使所述注塑设备5的注胶通道与所述主浇道404连接。所述注塑型腔405与所述主浇道404相连;所述拉料杆406相对于所述主浇道404设置于所述下模座402。所述上连接板407连接于所述上模座401的底部,所述第一密封圈408分别连接所述上连接板407与所述凸模板409;所述凹模板410与所述凸模板409相对活动设置,并且,所述凸模板409与所述凹模板410闭合后形成所述注塑型腔405。此外,所述凸模板409与所述凹模板410均设置有所述热电偶6。所述第二密封圈411分别连接所述凹模板410与所述下连接板412,且,所述下连接板412连接于所述下模座402之上。进一步的,所述上连接板407与所述凸模板409之间以及所述下连接板412与所述凹模板410之间均设置有所述隔热板413;并且,若干所述蒸汽-冷却水道414均匀设置于所述隔热板413与所述凸模板409之间以及另一所述隔热板413与所述凹模板410之间;且,每一所述蒸汽-冷却水道414均设置于所述第一密封圈408或所述第二密封圈411的密封区域内;所述蒸汽-冷却水道414与经过所述过滤器3过滤处理后的管道相连,并且,所述空气压缩设备11也通过气管与所述蒸汽-冷却水道414相连。此外,所述注塑型腔405与所述主浇道404之间还分别设置有所述流道415与所述浇口416;以便于所述注塑设备5处注射出的熔融塑料可以于所述注塑型腔405之中形成预设的形状。
30.具体的,在本发明一种快速热循环注塑生产系统中,根据所述注塑模具4的模具温度变化历程,一个完整的快速热循环注塑成型周期可以分为模具加热阶段、高温保持阶段、模具冷却阶段以及低温保持阶段这四个过程。
31.其中,在模具加热阶段,所述控制中心13通过控制所述蒸汽控制阀2以使所述蒸汽设备1处所产生的高温高压蒸汽流入所述蒸汽-冷却水道414之中;高温高压蒸汽所携带的热量将以对流冷凝换热的方式不断向所述凸模板409与所述凹模板410处扩散,且所述第一密封圈408、所述第二密封圈411以及所述隔热板413相互匹配连接形成隔热结构,以阻止所述蒸汽-冷却水道414处的热量往所述上连接板407或所述下连接板412之外扩散。此时,高温高压蒸汽中所携带的热量集中释放与所述注塑型腔405之中,从而使其温度可以得到高效、均匀地提升。此外,在模具加热的过程中,所述热电偶6向所述控制中心13实时反馈所述注塑模具4处的温度,当其温度升高至预设的温度值上限时,所述控制中心13通过控制所述
蒸汽控制阀2以切断管路中的蒸汽来源,此时,停止加热所述注塑模具4。
32.在高温保持阶段,所述注塑模具4处于合模的状态,所述注塑设备5料筒中的熔融态的塑料依次经过注塑设备5的喷嘴、主浇道404、流道415以及浇口416进而进入所述注塑型腔405之中,直至所述注塑型腔405填充至饱和。由于充模的时间很短,所以,在此过程中所述注塑型腔405之中的温度基本可以保持在加热结束后的温度状态,如发生温度下降过多,则由所述控制中心13再次打开所述蒸汽控制阀2,以使高温高压的蒸汽再次进入所述注塑模具4之中。此外,经过流经所述蒸汽-冷却水道414之后释放热量的蒸汽或凝水从所述注塑模具4中流出至所述冷凝设备7之中,此时,所述蒸汽-冷却水切换阀8是维持闭合的状态,从而避免所述蒸汽没有进入所述冷凝设备7之中。在所述冷凝设备7中完全冷凝成水之后,继续从所述冷却设备9的顶部流入其内部,以作为冷却水循环使用。
33.在模具冷却阶段时,所述控制中心13首先控制所述压缩空气控制阀12打开,以使所述空气压缩设备11处所产生的高压气流将残留于所述蒸汽-冷却水道414处的水汽或凝水进一步驱赶至所述冷凝设备7之中。然后,所述控制中心13通过控制所述冷却水控制阀10打开,以使所述冷却设备9处的冷却水沿着管路进入所述蒸汽-冷却水道414,从而将所述注塑型腔405中所保持的热量不断向低温冷却水中扩散而被带走,从而降低型腔表面和注塑件的温度。携带热量的水从所述注塑模具4中流出后,所述控制中心13控制所述蒸汽-冷却水切换阀8打开冷却水流道,以使携带热量的水直接由所述冷却设备9的底部流入所述所述冷却设备9的内部,从而使其循环利用。在冷却的过程中,所述热电偶6实时检测所述注塑模具4之中的温度,当其温度下降至预设的温度下限值时,所述控制中心通过控制所述冷却水控制阀10以使所述冷却设备9处流出的冷却水不再流入所述注塑模具4之中,以停止冷却模具。
34.进一步的,在低温保持阶段,所述控制中心13通过控制所述压缩空气控制阀12以使所述空气压缩设备11处产生的压缩气体进而所述蒸汽-冷却水道414之中,以使其内部残留的冷却水从所述注塑模具4中排出至其外部的管路;以避免模具问题的过度下降,同时有效避免残留的冷却水箱对下一成型周期中模具的加热升温造成干扰,有利于提高模具的加热效率。在此阶段,所述注塑型腔405之中形成的塑胶以冷却至满足顶出要求,故而可以使所述上模座401与所述下模座402相互分离,以使所述凸模板409与所述凹模板410相互分开,从而可以取出成型的塑胶,继而完成一个快速热循环注塑成型周期。
35.综上所述,本发明一种快速热循环注塑生产系统分别设有加热源、冷却源、压缩空气源以及模温控制器,所述蒸汽设备1与所述蒸汽控制阀2相互配合构成加热源;所述冷却设备9与所述冷却水控制阀10相互配合构成冷却源;所述压缩空气设备11与所述压缩空气控制阀12构成压缩空气源;所述控制中心13分别与所述蒸汽控制阀2、所述所述注塑设备5、所述热电偶6、所述蒸汽-冷却水切换阀8、所述冷却水控制阀10以及所述压缩空气控制阀12控制连接以构成模温控制器。从而,模温控制器可以根据rhcm注塑工艺的要求,在预设的节点中开通或切断加热源或冷却源,以实现对模具温度的动态控制;所述高温高压的蒸汽可以直接进入所述注塑模具4的内部,以使其快速且均匀的升温;所述冷却水也可以直接进入所述注塑模具4的内部,以使其快速地降温;所述压缩空气源可以对注塑模具4中残留的蒸汽或冷却水进行驱离,以避免其对下一升温或控温的过程产生影响。此外,所述注塑模具4的内部通过设置所述热电偶6,并使其与所述控制中心13进行连接,以使模温控制器可以实
时的根据模具的温度状态以切换控温的操作。所以,本发明一种快速热循环注塑生产系统解决了如何实时、动态控制模具温度的技术问题。
36.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
37.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1