一种UHMWPE包覆蝶板的成型方法与流程
一种uhmwpe包覆蝶板的成型方法
技术领域
1.本发明涉及耐强腐蚀介质专用阀领域,具体是一种uhmwpe包覆蝶板的成型方法。
背景技术:
2.衬塑蝶阀属于耐强腐蚀介质专用阀领域,该阀门是蝶板随阀杆一起转动作为启、闭件,用于实现阀门的开启、关闭和调节,具有可靠的耐盐酸、氢氟酸、氯碱等其他强腐蚀性介质和密封性能。产品可广泛用于氯碱化工、pvc、有机硅、氟硅、冶金酸洗、石油化工、造纸、电力、制药、农药、环保等强腐蚀性介质的启、闭控制系统。由于需要保证耐腐蚀性和密封面的受压变形能力,所以衬塑蝶板一般需要包覆耐腐材料(多数为ptfe等氟树脂),从而确保阀门能耐强酸、强碱及强腐蚀性介质,保证阀门能够反复开关后具有密封效应。
3.ptfe包覆可利用冷压烧结成型,但周期长,密度大,成型工艺复杂;而可熔融氟树脂成型易出现气纹、而且成型后产品上有流道或浇口印,大多数还需要进行轴板开孔(即在碟板上开孔),且需后期加工,价格也昂贵。
4.超高分子量聚乙烯(uhmepe)具有密度小,分子量大,价格便宜,且同样具有优异的耐腐蚀性和疲劳特性。因此提供一种uhmwpe包覆蝶板的成型方法,使得蝶板外表面uhmwpe包覆层的厚度均匀,无气纹和流纹,无浇口,蝶板密封面的包覆层无需再次加工,是目前急需解决的问题。
技术实现要素:
5.本发明所要解决的技术问题是针对上述现有技术的不足提供一种uhmwpe包覆蝶板的成型方法,本uhmwpe包覆蝶板的成型方法使得蝶板(也称作板芯)外表面uhmwpe包覆层的厚度均匀,无气纹和流纹,无浇口,蝶板密封面的uhmwpe包覆层无需再次加工。
6.为实现上述技术目的,本发明采取的技术方案为:一种uhmwpe包覆蝶板的成型方法,包括模具和板芯;所述模具包括上内模、下内模、上外模和下外模;所述下内模的底部设有下台阶,下外模用于套在下内模的圆弧形外表面且位于下台阶上方,下内模的顶部设有下型腔且下型腔位于下内模和下外模之间,下外模的圆弧形内侧面与下内模的圆弧形外表面竖向滑动接触;所述上内模的顶部设有上台阶,上外模用于套在上内模的圆弧形外表面且位于上台阶下方,上内模的底部设有上型腔且上型腔位于上内模和上外模之间,上外模的圆弧形内侧面与上内模的圆弧形外表面竖向滑动接触;上外模的底部和下外模的顶部均开设有用于容纳轴的轴腔;所述板芯上设有两个相互对称的凸起结构,两个凸起结构上均开设有轴安装孔,轴安装孔内插接有轴;成型方法包括:(1)取未组装的模具,先在下内模圆弧形外表面套上下外模,在下内模和下外模之间的下型腔内放入uhmwpe原料,将板芯放在下内模的下型腔内且板芯连接的轴置于下外模
的轴腔上;(2)将上外模放在下外模上,上外模上的轴腔和下外模上的轴腔对齐,上外模的固定孔与下外模的固定孔对齐并相互连接,板芯连接的轴夹持在上外模和下外模的轴腔内;(3)下外模上设置有板芯固定结构,将板芯固定结构与板芯上的两个轴连接进而防止板芯左右移动;(4)在板芯的上方以及板芯与上外模之间的间隙内放入uhmwpe原料,将上内模的底部置于上外模的内侧,且上内模的上型腔置于板芯上方的uhmwpe原料上,得到模具、uhmwpe原料和板芯组装后的整体结构;(5)将整体结构置于热压机上,热压机升温且分段加压,在热压机加压过程中,上内模与下内模之间的气体通过上外模和下外模之间的间隙排出;(6)加压结束后,将整体结构冷却至一定温度后脱除板芯外侧面的上外模、上内模,取出包覆完成的板芯,再拆除下内模和下外模;(7)将包覆完成的板芯退火,对板芯表面的uhmwpe包覆层进行打磨,得到uhmwpe包覆后的蝶板。
7.作为本发明进一步改进的技术方案,所述下外模的顶部设有内止口,所述上外模的底部设有与内止口配合连接的外止口,所述的步骤(2)具体为:将上外模的外止口放在下外模的内止口上,上外模上的轴腔和下外模上的轴腔对齐,上外模的固定孔与下外模的固定孔对齐并通过螺钉相互连接,板芯连接的轴夹持在上外模和下外模的轴腔内。
8.作为本发明进一步改进的技术方案,所述下内模的上表面为下型腔的底壁,上内模的下表面为上型腔的顶壁,上外模的内壁为上型腔的外围壁,下外模的内壁为下型腔的外围壁;当板芯置于上型腔和下型腔之间、轴置于上外模和下外模上的轴腔内、下外模的底部与下内模底部的下台阶紧密贴合且上外模的顶部与上内模顶部的上台阶紧密贴合时,上型腔与板芯之间的空隙与下型腔与板芯之间的空隙大小一致且相互对称。
9.作为本发明进一步改进的技术方案,所述的步骤(5)具体为:将整体结构置于热压机上,热压机逐步升温至160~200℃后分段加压,分段压力由0.5mpa逐渐升压至10-20mpa,每段间隔10~30min,增压幅度0.5~3mpa,升压至10-20mpa后,开始保压,保压时间为10~50min。
10.作为本发明进一步改进的技术方案,所述的步骤(6)具体为:加压结束后,将整体结构冷却至60~100℃后拆除板芯外侧面的上内模、下内模、上外模和下外模。
11.作为本发明进一步改进的技术方案,所述的步骤(7)具体为:将板芯在40~80℃退火3h,对板芯密封面的包覆层使用300目以上的砂纸进行打磨。
12.本发明的有益效果为:本发明uhmwpe包覆后的蝶阀,具有优异的耐腐蚀性,具有优异的疲劳特性,可反复多次开关而不引发微裂纹。本发明制作出的产品合格率高,透明度高,缺陷易发现,无气孔等不良,可实现金属板芯1mm以上均匀的uhmwpe包覆层厚度,包覆层厚度均匀,对称性好。本发明的成型方法使用新型的模具,并配合热压机加压,使得上内模的上台阶与上外模紧密贴合,下内模的下台阶与下外模紧密贴合,从而使得蝶板外表面uhmwpe包覆层的厚度均匀,
无气纹和流纹,无流道或浇口印,密封面无需再次加工。本发明制作出的产品具有自润滑性,扭矩小。uhmwpe硬度小,uhmwpe包覆后的蝶阀可以与橡胶、ptfe、pfa、金属等蝶阀阀座进行配合,形成密封副结构。产品无流道,较ptfe等对产品密封面加工余量少甚至无需加工。重量轻,ptfe密度2.15~2.18g/cm3,uhmwpe密度0.92~0.94 g/cm3。价格便宜,包括原料成本,加料余量成本(包覆层厚度可以做的较薄,且不需要先加工较厚的毛坯再加工),加工成本等。
附图说明
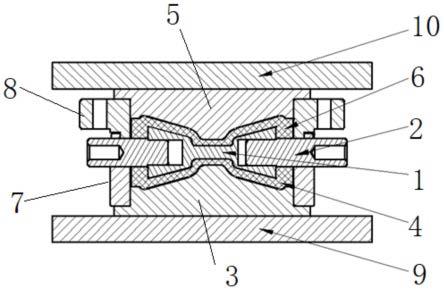
13.图1为本发明实施例1-3中板芯和模具组装后被热压时结构示意图。
14.图2为本发明实施例1-3中板芯和模具组装后被热压时另一侧方向的结构示意图。
15.图3为安装工装轴后的板芯1包覆uhmwpe的结构示意图。
16.图4为板芯1的结构俯视图。
17.图5为拆除工装轴后的板芯包覆uhmwpe的结构俯视图。
具体实施方式
18.下面根据附图对本发明的具体实施方式作出进一步说明:实施例1:一种uhmwpe包覆蝶板的成型方法,包括模具和圆形板芯1;如图1和图2所示,所述模具包括上内模5、下内模3、上外模8和下外模7。所述下内模3的底部设有下台阶14,下外模7用于从下内模3的顶部向下套在下内模3的圆弧形外表面且位于下台阶14上方,下内模3的顶部设有下型腔4且下型腔4位于下内模3和下外模7之间,下外模7的圆弧形内侧面与下内模3的圆弧形外表面竖向滑动接触。所述上内模5的顶部设有上台阶15,上外模8用于从上内模5的底部向上套在上内模5的圆弧形外表面且位于上台阶15下方,上内模5的底部设有上型腔6且上型腔6位于上内模5和上外模8之间,上外模8的圆弧形内侧面与上内模5的圆弧形外表面竖向滑动接触。所述下外模7的顶部设有内止口,所述上外模8的底部设有与内止口配合连接的外止口。上外模8的底部和下外模7的顶部均开设有用于容纳轴的轴腔。所述模具采用金属材质,方便脱模。
19.圆形板芯1上设有两个相互对称的凸起结构16,两个凸起结构16上均开设有轴安装孔13(如图3所示),轴安装孔13位于板芯1的端面,也可以称作为板芯1的端面孔。轴安装孔13内插接有轴2,该轴为工装轴,具体可采用销钉,其中一个轴安装孔具体可采用六角孔,对应销钉设有六角端面。
20.成型方法包括:(1)取未组装的模具,先在下内模3圆弧形外表面套上下外模7,在下内模3和下外模7之间的下型腔4内放入一定量的uhmwpe固态原料,将板芯1放在下内模3的下型腔4内且板芯1连接的轴2置于下外模7的轴腔上;板芯1放在下内模3的下型腔4内时,尽量将其放入下型腔4中间位置(可以提前在需要对齐的2个结构上做好标记,然后根据标记进行摆放),保证板芯1表面的uhmwpe包覆层12厚度均匀。
21.(2)将上外模8的外止口放在下外模7的内止口上,上外模8上的轴腔和下外模7上的轴腔对齐,上外模8的固定孔与下外模7的固定孔对齐并通过螺钉11相互连接,板芯1连接的轴2小间隙的夹持在上外模8和下外模7的轴腔内。
22.(3)下外模7上设置有板芯固定结构(采用现有常用固定结构),将板芯固定结构与板芯1上的两个轴2连接进而防止板芯1左右移动;利用板芯固定结构和板芯1中两侧的轴2进行水平和垂直限位,防止偏转引起的包覆厚度不均,影响密封面的密封性能,板芯1为铸铁或不锈钢材质,其两侧端面的轴安装孔分别为六角孔(对应插接设有六角端面的工装轴)和圆孔(对应插接圆柱形的工装轴),六角孔可以进行径向防偏转,利用六角孔和圆孔进行轴向定位。六角端面的工装轴,与上外模8和下外模7上一侧的六边形的轴腔相配合,防止六角端面的工装轴(和碟板)和转动。圆柱形的工装轴,与上外模8和下外模7上另一侧的圆形的轴腔相配合,并在圆柱形工装轴的径向方向固定轴向定位销,轴向定位销伸入上外模8或下外模7上的半圆形的轴腔上所开的轴向定位槽。轴向定位销与轴向定位槽配合,防止轴向定位销(和碟板)左右轴向移动。
23.(4)在板芯1的上方以及板芯1与上外模8之间的间隙内放入一定量的uhmwpe固态原料,将上内模5的底部置于上外模8的内侧,且上内模5的上型腔6置于板芯1上方的uhmwpe固态原料上,得到模具、uhmwpe固态原料和板芯1组装后的整体结构。
24.(5)将整体结构置于热压机的上热板10和下热板9之间,热压机逐步升温至160℃后uhmwpe固态原料熔化,热压机分段加压,分段压力由0.5mpa逐渐升压至10mpa,每段间隔10min,增压幅度0.5mpa,升压至10mpa后,开始保压,保压时间为50min。在热压过程中,下外模7的圆弧形内侧面与下内模3的圆弧形外表面竖向滑动,上外模8的圆弧形内侧面与上内模5的圆弧形外表面竖向滑动,即下外模7、上外模8和上内模5在热压时向下移动使得uhmwpe熔体被压缩至板芯1四周外表面,最终,下外模7的底部与下内模3底部的下台阶14紧密贴合,上外模8的顶部与上内模5顶部的上台阶15紧密贴合,uhmwpe熔体与板芯1之间的气体通过上外模8和下外模7之间的小间隙或者上外模8和下外模7的轴腔与板芯1连接的轴2之间的小间隙中排出;在大压力下,uhmwpe熔体料会从分型面出来,在步骤(7)制作完成后,去除板芯1的uhmwpe包覆层12外圈的飞边及毛刺即可。控制步骤(1)和步骤4加料量可以控制溢出量。
25.(6)加压结束后,将整体结构冷却至60℃后脱除板芯1外侧面的上外模8、上内模5,取出包覆完成的板芯1,再拆除下内模3和下外模7。
26.(7)将包覆完成的板芯1在40℃退火3h,可避免高温使用过程中应力释放引起的扭矩变化,对板芯1密封面的uhmwpe包覆层12(如图3所示)使用300目以上的砂纸进行打磨,去除少量飞边及毛刺,得到uhmwpe包覆后的蝶板,包覆表面无气孔和流纹,适用于包覆厚度大于1mm的产品。
27.制作完成后,由于板芯1两端的轴3为工装轴,工装轴为金属材质,uhmwpe与金属不粘接,只要从板芯1中拔出工装轴即可。在使用时,再向板芯1两端的轴安装孔13内装入阀轴。图4为板芯1的结构俯视图。图5为板芯1表面具有uhmwpe包覆层12、拆除工装轴并打磨后的结构俯视图。
28.本实施例中,所述下内模3的上表面为下型腔4的底壁,上内模5的下表面为上型腔6的顶壁,上外模8的内壁为上型腔6的外围壁,下外模7的内壁为下型腔4的外围壁。下型腔4和上型腔6在没有轴2的位置是相互连通的。当板芯1置于上型腔6和下型腔4之间、轴2置于上外模8和下外模7上的轴腔内、下外模7的底部与下内模3底部的下台阶14紧密贴合且上外模8的顶部与上内模5顶部的上台阶15紧密贴合时,上型腔6顶壁和外围壁与板芯1上表面之
间的空隙与下型腔4顶壁和外围壁与板芯1下表面之间的空隙大小一致且相互对称,进一步保证了蝶板外表面uhmwpe包覆层12厚度均匀。
29.本实施例中,uhmwpe固态原料,堆积密度≥400g/l,数均分子量≥400万,颗粒粒径d
50
≥60微米。
30.本实施例uhmwpe相比ptfe,成型周期短,合格率高,易对不良进行观察,硬度相似,模量稍大。
31.实施例2:实施例2和实施例1内容相同,仅仅是成型方法中步骤(5)中步骤(7)中工艺参数不同,实施例2中,步骤(5)至步骤(7)具体为:(5)将整体结构置于热压机的上热板10和下热板9之间,热压机逐步升温至180℃后uhmwpe固态原料熔化,热压机分段加压,分段压力由0.5mpa逐渐升压至15mpa,每段间隔20min,增压幅度2mpa,升压至15mpa后,开始保压,保压时间为30min。上内模5与下内模3之间的气体通过上外模8和下外模7之间的间隙或者上外模8和下外模7与板芯1连接的轴2之间的间隙中排出。
32.(6)加压结束后,将整体结构冷却至100℃后脱除板芯1外侧面的上外模8、上内模5,取出包覆完成的板芯1,再拆除下内模3和下外模7。
33.(7)将包覆完成的板芯1在60℃退火3h,可避免高温使用过程中应力释放引起的扭矩变化,对板芯1密封面的uhmwpe包覆层12使用300目以上的砂纸进行打磨,去除少量飞边及毛刺,得到uhmwpe包覆后的蝶板,包覆表面无气孔和流纹,适用于包覆厚度大于1mm的产品。
34.实施例3:实施例3和实施例1内容相同,仅仅是成型方法中步骤(5)中步骤(7)中工艺参数不同,实施例3中,步骤(5)至步骤(7)具体为:(5)将整体结构置于热压机的上热板10和下热板9之间,热压机逐步升温至200℃后uhmwpe固态原料熔化,热压机分段加压,分段压力由0.5mpa逐渐升压至20mpa,每段间隔30min,增压幅度3mpa,升压至20mpa后,开始保压,保压时间为10min。上内模5与下内模3之间的气体通过上外模8和下外模7之间的间隙或者上外模8和下外模7与板芯1连接的轴2之间的间隙中排出。
35.(6)加压结束后,将整体结构冷却至80℃后拆除板芯1外侧面的上外模8、上内模5,取出包覆完成的板芯1,再拆除下内模3和下外模7。
36.(7)将包覆完成的板芯1在80℃退火3h,可避免高温使用过程中应力释放引起的扭矩变化,对板芯1密封面的uhmwpe包覆层12使用300目以上的砂纸进行打磨,去除少量飞边及毛刺,得到uhmwpe包覆后的蝶板,包覆表面无气孔和流纹,适用于包覆厚度大于1mm的产品。
37.本实施例uhmwpe包覆后的蝶板,具有优异的耐腐蚀性,具有优异的疲劳特性,可反复多次开关而不引发微裂纹。本实施例制作出的产品合格率高,透明度高,缺陷易发现,无气孔等不良,可实现金属板芯1mm以上均匀的uhmwpe包覆层12厚度,uhmwpe包覆层12厚度均匀,对称性好。本实施例制作出的产品具有自润滑性,扭矩小;uhmwpe硬度小,uhmwpe包覆后的蝶阀可以与橡胶、ptfe、pfa、金属等蝶阀阀座进行配合,形成密封副结构。产品无流道,较ptfe等对产品密封面加工余量少甚至无需加工。重量轻,ptfe密度2.15~2.18g/cm3,uhmwpe密度0.92~0.94 g/cm3。价格便宜,包括原料成本,加料余量成本(uhmwpe包覆层12厚度可以
做的较薄,且不需要先加工较厚的毛坯再加工),加工成本等。
38.本发明的保护范围包括但不限于以上实施方式,本发明的保护范围以权利要求书为准,任何对本技术做出的本领域的技术人员容易想到的替换、变形、改进均落入本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1