一种高模量碳纤维复合材料主框架、制备方法及制备模具与流程
1.本发明属于高性能碳纤维复合材料技术领域,特别是涉及一种高模量碳纤维复合材料主框架、制备方法及制备模具。
背景技术:
2.卫星发射阶段的振动载荷会引发空间遥感相机的剧烈震动,这种剧烈震动很容易对空间遥感相机内部结构造成破坏,所以空间遥感相机的支撑结构对整个相机的可靠性尤为重要。
3.随着遥感技术的发展,越来越追求遥感相机主支撑结构的轻量化设计。高性能碳纤维复合材料相较于传统的金属材料具有轻质高强的特点,现有技术可以成型高强度的碳纤维复合材料相机支撑主框架结构,但这种支撑框架结构往往由于尺寸不够大,一体化程度不高,不能满足日益严苛的遥感相机要求。
4.卫星遥感相机的支撑结构用高模量碳纤维增强复合材料主框架的结构复杂,属于不规则结构件,从而其成型模具尺寸较大、形状较复杂,故所需分瓣较多,所有分瓣模具形面都存在吻合的问题,如吻合不好,将直接影响产品的性能及结构尺寸。
技术实现要素:
5.有鉴于此,为了解决上述背景技术中提到的主框架承载结构质量大、成型工艺难度大的问题,本发明提出一种高模量碳纤维复合材料主框架、制备方法及制备模具,一种高模量卫星遥感相机的支撑结构用碳纤维增强复合材料主框架,成型工艺简单,特别适用于空间相机的支撑结构中。
6.为实现上述目的,本发明采用以下技术方案:一种高模量碳纤维复合材料主框架的制备方法,具体包括以下步骤:
7.(1)、工字梁筋采用分瓣模具对模成型工艺和预浸料铺放成型工艺制备成型;
8.(2)、将所有预浸料铺发完成的分瓣模具组装在一起后,采用预浸料一体化成型蒙皮,所述蒙皮为合围结构,所述工字梁筋撑在蒙皮的前侧内部;
9.所述工字梁筋包括复合材料主框架工字梁外蒙皮、反c字型工字梁筋、c字型工字梁筋和复合材料主框架工字梁内蒙皮,所述反c字型工字梁筋和c字型工字梁筋背对设置,所述复合材料主框架工字梁外蒙皮11和复合材料主框架工字梁内蒙皮分别位于反c字型工字梁筋和c字型工字梁筋的顶部和底部。
10.更进一步的,具体制备方法为:a、制备反c字型工字梁筋,采用预浸料铺放工艺、金属对模工艺和抽真空工艺,采用设计要求的分瓣模具制备反c字型工字梁筋,并准备好抽真空装置;
11.a1、分瓣模具包括反c字型分瓣模具和c字型分瓣模具,在反c字型分瓣模具上按照设计好的铺层角度铺放碳纤维/环氧预浸料;
12.a2、将铺好预浸料的反c字型分瓣模具用隔离膜和透气毡包裹好;
13.a3、在准备好的抽真空金属用平板上粘好密封胶条,并放置好真空袋;
14.a4、将包好的铺完预浸料的反c字型分瓣模具放入真空袋内;
15.a5、将真空袋抽真空,当压力达到-90kpa时,从达到要求压力开始计算,保持60min-100min,排除掉碳纤维复合材料预浸料铺放过程中的空气;
16.a6、卸下真空压力,观察反c字型分瓣模具上预浸料的表面情况,如满足下一步对其要求,则包好备用;如反c字型分瓣模具上预浸料的表面凹凸不平则重复步骤a5同时将真空袋整体温度视情况升高,以便更好地排除掉预浸料层间的空气;
17.b、制备c字型工字梁筋,采用预浸料铺放工艺、金属对模工艺和抽真空工艺,采用设计要求的金属模具制备c字型工字梁筋,并准备好抽真空装置。
18.b1、在c字型分瓣模具上按照设计好的铺层角度铺放碳纤维/环氧预浸料;b2、将铺好预浸料的c字型分瓣模具用隔离膜和透气毡包裹好;
19.b3、在准备好的抽真空用金属平板上粘好密封胶条,并放置好真空袋;
20.b4、将包好的铺完预浸料的c字型分瓣模具放入真空袋内;
21.b5、将真空袋抽真空,当压力达到-90kpa时,从达到要求压力开始计算,保持60min-100min,排除掉碳纤维复合材料预浸料铺放过程中的空气;
22.b6、卸下真空压力,观察c字型分瓣模具上预浸料的表面情况,如满足下一步对其要求,则包好备用;如c字型分瓣模具上预浸料的表面凹凸不平则重复步骤b5同时将真空袋整体温度视情况升高,以便更好地排除掉预浸料层间的空气;
23.c、组装模具,左侧分瓣模具反c字型竖直边和右侧分瓣模具c字型竖直边紧紧合在一起,那么反c字型分瓣模具上横边和c字型分瓣模具上横边为同一个水平,反c字型分瓣模具下横边和c字型分瓣模具下横边为同一个水平;
24.d、碳纤维复合材料预浸料连续蒙皮铺放,完成步骤c后,按照设计要求将复合材料主框架工字梁外蒙皮和复合材料主框架工字梁内蒙皮用连续的碳纤维预浸料连接起来;
25.e、固化脱模,固化碳纤维复合材料主框架,拼接好的模具铺放完复合材料预浸料后,按照环氧树脂的固化工艺进行热合固化;按照固化温度条件保温,待模具在固化炉内自然降温至室温后脱模。
26.更进一步的,所述预浸料由高模量碳纤维和高性能环氧树脂组成,所述预浸料中环氧树脂的环氧值≥0.85,挥发物含量≤2%,凝胶时间(105℃)(40
±
5)min,高模量预浸料碳纤维的环氧值≥3000mpa,拉伸模量≥330gpa。
27.更进一步的,所述预浸料为热熔法制备,单层厚度0.15mm,碳纤维体积含量为(58
±
2)%,单位面积质量为(300
±
5)g/m2。
28.更进一步的,步骤(1)中所述的金属对模成型工艺具体为:在金属阴模或金属阳模上按照要求先进行预浸料铺放,铺放完成后将金属阳模或金属阴模合上,在150摄氏度和-90kpa~-80kpa压力下经过5小时完成固化。
29.更进一步的,步骤(1)中所述的预浸料铺放工艺具体为:采用纤维与树脂组成的预浸料按照0.15mm铺层方式,采用0
°
、90
°
、45
°
或-45
°
铺层角度循环铺放的方式进行,按照顺序铺放的复合材料成型。
30.一种所述的高模量碳纤维复合材料主框架,包括工字梁筋和蒙皮,所述蒙皮包括复合材料主框架工字梁外蒙皮和复合材料主框架工字梁内蒙皮,工字梁筋与内外蒙皮一体
化成型,工字梁筋铺放完预浸料后,工字梁筋外侧包复合材料主框架工字梁外蒙皮,位于反c字型工字梁筋和c字型工字梁筋的顶部,工字梁筋内侧包复合材料主框架工字梁内蒙皮,位于反c字型工字梁筋和c字型工字梁筋的底部,内外蒙皮厚度相同,位置不同。
31.更进一步的,所述工字梁筋包括复合材料主框架工字梁外蒙皮、反c字型工字梁筋、c字型工字梁筋和复合材料主框架工字梁内蒙皮,所述反c字型工字梁筋和c字型工字梁筋背对设置,所述复合材料主框架工字梁外蒙皮和复合材料主框架工字梁内蒙皮分别位于反c字型工字梁筋和c字型工字梁筋的顶部和底部。
32.更进一步的,所述反c字型工字梁筋包括复合材料工字梁筋反c字型上横边、复合材料工字梁筋反c字型竖直边和复合材料工字梁筋反c字型下横边,所述复合材料工字梁筋反c字型上横边与复合材料工字梁筋反c字型竖直边垂直,且位于其上方,所述复合材料工字梁筋反c字型下横边与复合材料工字梁筋反c字型竖直边垂直,且位于其下方,所述c字型工字梁筋包括复合材料工字梁筋c字型上横边、复合材料c字型竖直边和复合材料工字梁筋c字型下横边,所述复合材料工字梁筋c字型上横边与复合材料c字型竖直边垂直,且位于其上方,所述复合材料工字梁筋c字型下横边与复合材料c字型竖直边垂直,且位于其下方。
33.一种所述的高模量碳纤维复合材料主框架采用的模具,包括左侧外模、后侧外模、分瓣模具、前侧外模、模具内芯、右侧外模、外加压框和底板模具,所述左侧外模、后侧外模、前侧外模和右侧外模合围设置在复合材料框架的外周,所述左侧外模、后侧外模、前侧外模和右侧外模合围的外部设置有外加压框,所述外加压框的底部与底板模具配合,所述模具内芯设置在复合材料框架的内部,所述蒙皮内侧的工字梁筋通过分瓣模具进行加工。
34.与现有技术相比,本发明所述的一种高模量碳纤维复合材料主框架、制备方法及制备模具有益效果是:
35.(1)本发明设计了一种遥感相机主框架模具成型的复合材料支撑主框架作为主的支撑结构,具有尺寸大、质量轻、强度高、形式简单,易于装调等特点,适用于轻量化程度高、尺寸大的同轴空间相机主支撑框架结构。
36.(2)本发明涉及的模具在设计时,充分考虑了复合材料预浸料铺放成型工艺,既保证了碳纤维的连续,又降低了复合材料支撑主框架的成型难度,设计的模具结构简单,便于装卸。
附图说明
37.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
38.图1为本发明碳纤维复合材料主框架的正三轴测图;
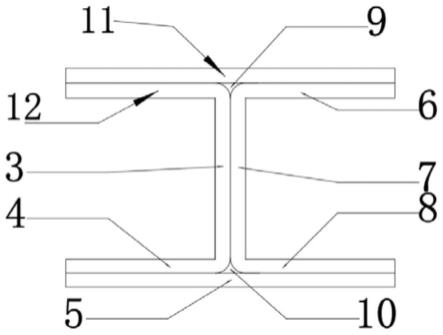
39.图2为本发明碳纤维复合材料主框架正三轴测图局部的截面放大图;
40.图3为本发明碳纤维复合材料主框架的主视图;
41.图4为本发明碳纤维复合材料主框架的后视图;
42.图5为本发明碳纤维复合材料主框架的附视图;
43.图6为本发明碳纤维复合材料主框架的仰视图;
44.图7为本发明碳纤维复合材料主框架的左视图;
45.图8为本发明碳纤维复合材料主框架的右视图;
46.图9为本发明碳纤维复合材料主框架的模具结构示意图;
47.图10为本发明碳纤维复合材料主框架的模具爆炸示意图。
48.图中:1-工字梁筋;2-蒙皮;3-复合材料工字梁筋反c字型竖直边;4-复合材料工字梁筋反c字型下横边;5-复合材料主框架工字梁内蒙皮;6-复合材料工字梁筋c字型上横边;7-复合材料c字型竖直边;8-复合材料工字梁筋c字型下横边;9-复合材料工字梁筋反c字型上横边、复合材料工字梁筋c字型上横边、复合材料工字梁外蒙皮所组成的过渡圆角;10-复合材料工字梁筋反c字型下横边、复合材料工字梁筋c字型下横边、复合材料工字梁内蒙皮所组成的过渡圆角;11-复合材料主框架工字梁外蒙皮;12-复合材料工字梁筋反c字型上横边;15-工字梁结构;16-外模;18-复合材料框架;19-左侧外模;20-后侧外模;21-分瓣模具;22-前侧外模;23-模具内芯;24-右侧外模;25-外加压框;26-底板模具。
具体实施方式
49.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地阐述。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
50.一、具体实施方式一,参见图1-10说明本实施方式,一种高模量碳纤维复合材料主框架的制备方法,具体包括以下步骤:
51.(1)、工字梁筋1采用分瓣模具对模成型工艺和预浸料铺放成型工艺制备成型;
52.(2)、将所有预浸料铺发完成的分瓣模具组装在一起后,采用预浸料一体化成型蒙皮2,所述蒙皮2为合围结构,所述工字梁筋1撑在蒙皮2的前侧内部;
53.所述工字梁筋1包括复合材料主框架工字梁外蒙皮11、反c字型工字梁筋、c字型工字梁筋和复合材料主框架工字梁内蒙皮5,所述反c字型工字梁筋和c字型工字梁筋背对设置,所述复合材料主框架工字梁外蒙皮11和复合材料主框架工字梁内蒙皮5分别位于反c字型工字梁筋的复合材料工字梁筋反c字型上横边12和c字型工字梁筋的复合材料工字梁筋c字型上横边6上方,所述复合材料主框架工字梁内蒙皮5位于反c字型工字梁筋的复合材料工字梁筋反c字型下横边4和c字型工字梁筋的复合材料工字梁筋c字型下横边8下方。
54.a、制备反c字型工字梁筋:
55.采用预浸料铺放工艺、金属对模工艺和抽真空工艺。采用设计要求的金属模具制备工字梁筋,并准备好抽真空装置。
56.a1、分瓣模具(21)包括反c字型分瓣模具和c字型分瓣模具,在反c字型分瓣模具上按照设计好的铺层角度铺放碳纤维/环氧预浸料;
57.a2、将铺好预浸料的反c字型分瓣模具用隔离膜和透气毡包裹好;
58.a3、在准备好的抽真空金属用平板上粘好密封胶条,并放置好真空袋;
59.a4、将包好的铺完预浸料的反c字型分瓣模具放入真空袋内;
60.a5、将真空袋抽真空并保持一段时间,排除掉碳纤维复合材料预浸料铺放过程中的空气;
61.a6、卸下真空压力,观察反c字型分瓣模具上预浸料的表面情况,如满足下一步对其要求,则包好备用;如反c字型分瓣模具上预浸料的表面凹凸不平则重复步骤a5同时将真空袋整体温度视情况升高,以便更好地排除掉预浸料层间的空气。
62.b、制备c字型工字梁筋:
63.采用预浸料铺放工艺、金属对模工艺和抽真空工艺。采用设计要求的金属模具制备工字梁筋,并准备好抽真空装置。
64.b1、在c字型分瓣模具上按照设计好的铺层角度铺放碳纤维/环氧预浸料;b2、将铺好预浸料的c字型分瓣模具用隔离膜和透气毡包裹好;
65.b3、在准备好的抽真空用金属平板上粘好密封胶条,并放置好真空袋;
66.b4、将包好的铺完预浸料的c字型分瓣模具放入真空袋内;
67.b5、将真空袋抽真空并保持一段时间,排除掉碳纤维复合材料预浸料铺放过程中的空气;
68.b6、卸下真空压力,观察c字型分瓣模具上预浸料的表面情况,如满足下一步对其要求,则包好备用;如c字型分瓣模具上预浸料的表面凹凸不平则重复步骤b5同时将真空袋整体温度视情况升高,以便更好地排除掉预浸料层间的空气。
69.c、组装各个模具:
70.模具和c字型分瓣模具按照图9所示组装好,即反c字型分瓣模具竖直边和c字型分瓣模具竖直边紧紧合在一起,那么反c字型分瓣模具上横边和c字型分瓣模具上横边便如图2所示为同一个水平,反c字型分瓣模具下横边和c字型分瓣模具下横边便如图2所示为同一个水平。从图2中可以看出,复合材料主框架工字梁反c字型上横边、复合材料主框架工字梁c字型模具上横边和复合材料主框架工字梁外蒙皮三者组合后会自然形成一个过渡圆角,此圆角按照设计要求用预浸料补平。
71.d、碳纤维复合材料预浸料连续蒙皮铺放:
72.完成步骤c后,按照设计要求将工字梁外蒙皮和工字梁内蒙皮用连续的碳纤维预浸料连接起来,本发明的大尺寸工字梁筋和大尺寸蒙皮结构能够保证复合材料主框架易铺层、易脱模,且复合材料主框架纤维连续、满足设计要求。
73.e、固化脱模:
74.固化碳纤维复合材料主框架,拼接好的模具铺放完复合材料预浸料后,按照环氧树脂的固化工艺进行热合固化,按照固化温度条件保温,待模具在固化炉内自然降温至室温后脱模。
75.预浸料由高模量碳纤维和高性能环氧树脂组成。预浸料中环氧树脂的环氧值≥0.85,挥发物含量≤2%,凝胶时间(105℃)(40
±
5)min,拉伸模量≥330gpa。
76.预浸料的制备:
77.预浸料的制备通常使用热熔法,经过热处理或化学处理的增强材料,经浸胶槽浸渍树脂胶液,通过刮胶装置和牵引装置控制预浸料的树脂含量,在一定温度下,经过一定时间的烘烤,完成预浸料的制备。
78.预浸料为热熔法制备,单层厚度0.15mm,碳纤维体积含量为(58
±
2)%,单位面积质量为(300
±
5)g/m2。
79.对模成型工艺和预浸料铺放成型工艺:
80.金属对模工艺为在金属阴模或金属阳模上按照要求先进行预浸料铺放,铺放完成后将金属阳模或金属阴模合上,在一定温度和一定压力下进过一段时间完成固化的一种工艺。本发明具体为在150摄氏度和-90kpa~-80kpa压力下经过5小时完成固化的一种工艺。
81.预浸料铺放工艺为具有一定厚度的纤维与树脂组成的预浸料按照一定铺层方式和铺层角度,按照顺序铺放的复合材料成型工艺,此工艺可以发挥复合材料可设计性强的优点,满足尺寸大、异型结构的成型。本发明采用厚度为0.15mm厚的预浸料进行产品的设计,采用0
°
、90
°
、45
°
或-45
°
等铺层角度循环铺放的方式进行。
82.与传统的金属材料遥感相机主框架结构相比,本发明的碳纤维复合材料支撑框架结构具有质量轻、材料密度小、结构强度大等优点,这种碳纤维复合材料支撑框架在支撑空间遥感相机正常工作的同时可高度实现轻量化。
83.与目前的碳纤维复合材料主框架相比,本发明的碳纤维复合材料支撑框架结构由更为稳定的内中空构型工字梁结构组成,这种内中空构型工字梁结构由反c字型结构和c字型结构组合而成,反c字型结构和c字型结构通过金属模具组合在一起之后,呈现“工”字,这种“工”字结构在保证大承载的同时,降低了整个遥感相机系统的质量,并保证整个遥感相机系统的高稳定性和高尺寸精度。且各个工字梁结构与蒙皮2一体成型,既提高整体刚度,又为后续装配提供接口。
84.复合材料相较于金属材料具有密度更小,比强度高、比模量高等优点,故复合材料与金属材料在相同承载的情况下质量更小,在航空航天领域,复合材料作为遥感相机的支撑结构,可显著降低整个空间系统的质量,对于降低卫星发射成本、提高整个遥感相机系统的稳定性具有重大作用。且由于复合材料的可设计性强,在满足设计要求的同时,可通过优化碳纤维预浸料的成型方式提高遥感相机的尺寸精度。
85.工字梁筋1的每个边(例如上横边)的厚度可控制在1mm-2mm之间。本发明的结构由高性能复合材料碳纤维预浸料成型,复合材料碳纤维预浸料可设计性强,可根据载荷大小灵活控制工字梁结构的厚度,如承载小,工字梁筋1的每个边厚度可以控制在1mm左右;如承载大,工字梁筋1的每个边厚度可以控制在2mm左右。与之一体成型的蒙皮结构需按照工字梁结构的厚度呈正相关成型以满足设计要求。且蒙皮的大小可根据要求设计。
86.所述的高模量碳纤维复合材料主框架,其特征在于:包括工字梁筋1和蒙皮2,工字梁筋1外包有蒙皮2;所述蒙皮2包括复合材料主框架工字梁外蒙皮11和复合材料主框架工字梁内蒙皮5,工字梁筋1与内外蒙皮一体化成型,工字梁筋1铺放完预浸料后,工字梁筋1外侧包复合材料主框架工字梁外蒙皮11,位于反c字型工字梁筋和c字型工字梁筋的顶部,工字梁筋1内侧包复合材料主框架工字梁内蒙皮5,位于反c字型工字梁筋和c字型工字梁筋的底部,内外蒙皮厚度相同,位置不同;
87.所述工字梁筋1包括复合材料主框架工字梁外蒙皮11、反c字型工字梁筋、c字型工字梁筋和复合材料主框架工字梁内蒙皮5,所述反c字型工字梁筋和c字型工字梁筋背对设置,所述复合材料主框架工字梁外蒙皮11和复合材料主框架工字梁内蒙皮5分别位于反c字型工字梁筋和c字型工字梁筋的顶部和底部。
88.所述工字梁筋1包括复合材料主框架工字梁外蒙皮11、反c字型工字梁筋、c字型工字梁筋和复合材料主框架工字梁内蒙皮5,所述反c字型工字梁筋和c字型工字梁筋背对设置,所述复合材料主框架工字梁外蒙皮11和复合材料主框架工字梁内蒙皮5分别位于反c字型工字梁筋和c字型工字梁筋的顶部和底部。
89.所述反c字型工字梁筋包括复合材料工字梁筋反c字型上横边12、复合材料工字梁筋反c字型竖直边3和复合材料工字梁筋反c字型下横边4,所述复合材料工字梁筋反c字型
上横边12与复合材料工字梁筋反c字型竖直边3垂直,且位于其上方,所述复合材料工字梁筋反c字型下横边4与复合材料工字梁筋反c字型竖直边3垂直,且位于其下方,所述c字型工字梁筋包括复合材料工字梁筋c字型上横边6、复合材料c字型竖直边7和复合材料工字梁筋c字型下横边8,所述复合材料工字梁筋c字型上横边6与复合材料c字型竖直边7垂直,且位于其上方,所述复合材料工字梁筋c字型下横边8与复合材料c字型竖直边7垂直,且位于其下方。
90.本发明所述的一种高模量碳纤维增强复合材料主框架,用作卫星遥感相机的支撑结构,属纤维复合材料技术领域,主框架质量轻、模量高、成型工艺简单。
91.本发明所述碳纤维增强复合材料主框架采用高模量碳纤维和高性能树脂材料预浸料,其作用是作为遥感相机的主支撑结构,将轻量化程度高的同轴空间相机支撑起来,以便空间遥感相机进行作业。
92.其技术方案为:碳纤维增强复合材料主框架成型采用热熔预浸料铺放技术、金属模具对模加压技术和加热固化技术。碳纤维增强复合材料主框架整个结构为薄蒙皮2包裹工字梁1,各个工字梁1完成后结合在一起,再将各个工字梁1用蒙皮2包裹。
93.本发明的工字梁筋1和蒙皮2主要采用金属对模成型工艺,配合热熔预浸料制造技术,制造出一种封闭的内网格加筋结构(也就是图1的结构),实现了易铺层、易成型、易固化、易脱模等工艺环节。
94.卫星遥感相机的支撑结构用高模量碳纤维增强复合材料主框架的结构复杂,属于不规则结构件,从而其成型模具尺寸较大、形状较复杂,故所需分瓣较多。
95.本发明设计一种复合材料主框架模具,包括左侧外模19、后侧外模20、分瓣模具21、前侧外模22、模具内芯23、右侧外模24、外加压框25和底板模具26,所述左侧外模19、后侧外模20、前侧外模22和右侧外模24合围设置在复合材料主框架18的外周,所述左侧外模19、后侧外模20、前侧外模22和右侧外模24合围的外部设置有外加压框25,所述外加压框25的底部与底板模具26配合,所述模具内芯23设置在复合材料主框架18的内部,所述蒙皮2内侧的工字梁筋1通过分瓣模具21进行加工。模具均为金属模具。
96.模具内芯23为分瓣模具21支撑定位,此种模具结构的设计可发挥预浸料的可设计性强的优点。
97.图10为主框架局部分瓣模具发大图,分瓣模具21分别铺放,所述分瓣模具21主要用于制备工字梁筋,铺放完成后镶在模具内芯23上,镶在模具内芯23上的分瓣自然形成工字梁结构。所有分瓣模具21都镶在模具内芯23上后,整体铺放蒙皮,一体化成型复合材料产品,模具设计简单、拆装方便,模腔尺寸和精度可控,节省材料,操作简单便捷,保护了纤维增强材料的连续完整性,提高了产品的性能,节省了成本。
98.此外,为保证整体成型纤维的连续性,本发明设计的模具可实现在工字梁交叉点及顶点均有局部加厚,既保证整体结构强度和刚度,减少不可预估的重量,又为后续机加装配提供接口。其工作原理为:在分瓣模具21铺完预浸料,分瓣镶在内芯模具23上后,交叉点的分瓣与分瓣之间自然形成一条间隙,间隙上局部加厚预浸料,既保证了结构强度和刚度,又减少了不可预估的重量。
99.以上公开的本发明实施例只是用于帮助阐述本发明。实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。根据本说明书的内容,可作很多的修改
和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1