一种大角度蒙皮翻边复材壳体轨迹设计及后处理方法与流程
1.本发明属于先进复合材料的自动铺丝成型技术领域,特别是一种大角度蒙皮翻边复材壳体轨迹设计及后处理方法。
背景技术:
2.碳纤维复合材料由于其轻质高强的特点,已经成为航空航天器主要结构材料,其应用部位和数量逐年增加,更是在飞行器舱段领域得到了更广泛的应用。其中带翻边特征的复杂异形曲面、锥、圆筒等回转体结构是经常使用的结构形式。复杂异形曲面、圆柱状、圆锥状壳体整体为蒙皮翻边结构,蒙皮沿径向向内翻边作为壳体的上下端框。
3.目前该类复材构件的蒙皮+翻边端框传统成型方法是采用宽幅预浸料手工铺贴,对于复杂异形曲面、锥壳体等通常需要预浸料分块铺放成型,使得内部铺层中很难成型带有规律角度的铺层,纤维连续性不好;而蒙皮翻边具有曲率变化大、不可展特征,由蒙皮延伸出来的宽幅预浸料手工下翻时易产生褶皱、搭接缺陷的问题。
4.自动铺丝技术优点在于可以根据构件形体曲面形状变化随时切断丝束和输送丝束,可以変角度铺放,适合成型尺寸较大、外形复杂的复合材料构件精密自动化成型制造。蒙皮采用预浸窄丝束铺放纤维连续性好,角度偏差小;同时蒙皮延伸出来的预浸窄带更易低缺陷翻边成型。
5.专利号cn 205272411 u的专利《用于内翻边锥段回转体构件的对模成型模具》提出组合式成型模具,设计挂纱台肩,实现手工铺放与螺旋缠绕同时进行,解决了锥段回转体构件带角度连续纤维铺放的问题,但是该缠绕工艺对于结构适应性较小,蒙皮与翻边部分难以整体连续成型;
6.专利号cn 108859177 a的专利《折边区域的自动铺丝轨迹后处理方法》提出折边区域中心轨迹铺放延伸出第一表面一定距离后沿预设的折边轨迹运动至第二表面的后处理方法,解决了压辊遇到折边时翘起而导致预浸窄带无法压实的问题;但翻边涉及曲率变化大、不可展等特征,曲面曲率变化和丝束铺放方向导致同辊轨迹翻边面各丝束测地取向不同,直接沿铺放中心轨迹下翻一方面导致实际铺放丝束扭折和r角褶皱程度大;另一方面存在铺缠头与主轴尾座等干涉问题。
7.专利号cn 103978698 a的专利《一种带端框的复合材料锥形壳体成型方法》提出铺放过程中自动铺放和干法缠绕相结合的方法实现复合材料锥形壳体全铺层角度和端框的自动化成型,但该成型方法受制于铺丝设备机构最小送纱长度,当端框高度小于该参数时,铺丝头在进入端框与芯模拐角处之前执行切纱动作,因此无法利用铺丝头张力对复合材料预浸丝进行缠绕成型。
技术实现要素:
8.本发明的目的在于提供一种大角度蒙皮翻边复材壳体轨迹设计及后处理方法,以解决现有大角度蒙皮翻边复材结构件特别涉及复杂异形曲面成型时易产生蒙皮-翻边连续
性不好、翻边区域易产生褶皱和搭接缺陷的问题,最终提高结构件蒙皮与翻边端框强度。
9.实现本发明目的的技术解决方案为:
10.一种大角度蒙皮翻边复材壳体轨迹设计方法,包括以下步骤:
11.步骤1、根据蒙皮区域轨迹规划,获得预浸丝束的中心铺放轨迹;
12.步骤2、进行翻边区域轨迹规划:首先设置蒙皮区域丝束满覆盖的丝束重叠率,并求取各预浸料丝束与翻边区域边界的相交点;分别以蒙皮丝束与铺放边界相交点做为翻边区域轨迹起始点,将翻边面轨迹规划转化为过点的曲面的切平面与翻边面两个面片上的自然路径求解问题,求得与翻边区域下边界交点,获得翻边区域轨迹线;
13.步骤3、翻边区域丝束覆盖性分析和丝束裁剪:设置重叠参数和丝束裁剪策略,设置翻边区域裁剪后最小丝束长度;得到翻边区域第i条中心轨迹的第j个丝束裁剪点,形成的翻边区域第i条中心轨迹的第j个丝束的轨迹线。
14.本发明与现有技术相比,其显著优点是:
15.(1)本发明算法通用性好,适于单端面带翻边、双端面带翻边复杂异形曲面、锥、圆筒等复材回转体结构的蒙皮翻边整体轨迹设计及后处理,特别对复杂异形曲面更突出优势;
16.(2)采用两步法进行蒙皮与翻边区域整体轨迹规划,提高蒙皮与翻边纤维连续性,提高翻边端框强度;
17.(3)基于铺丝自动裁剪功能,根据构件翻边内外边界几何信息和自动铺丝设备的特性,建立相应的算法精确计算翻边区域预浸纤维丝束的裁剪信息,有效解决了翻边区域褶皱、搭接缺陷的问题;
18.(4)采用两步法进行蒙皮与翻边区域轨迹关键点信息后处理,该后处理方法主要解决了自动铺丝设备无法直接翻边面铺放的难题。
附图说明
19.图1为大角度翻边的复合材料锥壳体侧视图。
20.图2为翻边区域轨迹方向求解示意图。
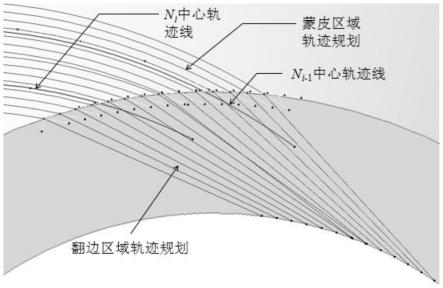
21.图3为蒙皮翻边整体轨迹规划示意图。
22.图4为翻边区域丝束裁剪和关键点计算示意图。
23.图5为路径后处理关键点计算示意图。
具体实施方式
24.下面结合附图及具体实施例对本发明做进一步的介绍。
25.本实施例的一种大角度蒙皮翻边复材壳体轨迹设计及后处理方法,以带大角度翻边的复合材料锥壳体为例,该壳体存在蒙皮沿径向向内逐层翻边的端框,如图1,分别为大端端框和小端端框,蒙皮铺层顺序为[45/0/-45/90]
2s
。具体步骤为:
[0026]
步骤1:采用轨迹算法进行蒙皮区域轨迹规划。根据构件外形曲面几何信息特性和设备特性信息,考虑铺放角度约束和工艺约束(曲率约束、丝束宽度、丝束数目等)等,基于构件曲面或曲面三角网格采用轨迹策略算法进行蒙皮轨迹规划,形成初始中心轨迹和偏移形成其他位置的中心铺放轨迹,最终覆盖整个锥壳曲面,中心轨迹次序依次为n1、n2…
ni…
nm(i为中心轨迹序数,m为中心轨迹总条数)。如图3为45
°
蒙皮区域中心铺放轨迹生成与偏移,铺丝设备铺放丝束数量n为8,丝束宽度d为6.35mm。
[0027]
步骤2:进行翻边区域轨迹规划。以传统蒙皮丝带中心轨迹规划直接形成的翻边区域铺放路径,则存在以下几个问题:(1)铺放设备与模具、主轴尾座箱可能存在干涉;(2)由于曲面曲率变化和曲线铺放角度,同辊轨迹各丝束自然路径取向不同导致实际铺放丝束扭折和r角褶皱程度大。因此采用两步法进行回转曲面翻边区域轨迹规划和后处理:
[0028]
a)蒙皮区域丝束满覆盖和求取各预浸料丝束与边界相交点。预浸丝束满覆盖后两根不平行的丝束相交时需要进行裁剪处理,丝束重叠率设置为50%,满覆盖计算后标记中心轨迹对应的丝束数目和丝束序号,以字母组合n
ij
标记预浸料丝束,铺放丝束最终覆盖整个锥壳曲面,丝束分别为n
11
、n
12
、
…n1j
、n
21
…nij
…nmn
(i为中心轨迹序数;j为丝束序号,1≦j≦n,j最大值取决于设备参数(n为铺丝设备铺放丝束数量),n
ij
为第i条中心轨迹的第j个丝束;则蒙皮各丝束n
ij
与蒙皮大端边界(即大端翻边区域上边界)相交点为ρ
ij
,蒙皮各丝束n
ij
与蒙皮小端边界(即小端翻边区域上边界)相交点为γ
ij
。
[0029]
b)翻边区域轨迹规划。分别进行大端和小端翻边面轨迹规划,分别以蒙皮丝束与铺放边界相交点ρ
ij
和γ
ij
做为翻边区域轨迹起始点,可以转化为过点的曲面的切平面与翻边面两个面片上的自然路径求解问题:以小端翻边面为例,如图2所示,过点γ
ij
做曲面蒙皮切平面为s1,翻边面为s2,且两个平面相交于一直线l,l为过点γ
ij
直线l的切向量。过点γ
ij
丝束轨迹n
ij
的切向量v1,n1和n2分别为两个平面s1和s2上的法向量。则可有以下推论:
[0030]
l=n1×
n2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
[0031]
为了保证铺放方向一致,可得:
[0032]v1
·
l=v2·
l
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
[0033]
同时因为v2和n2垂直,可得:
[0034]v2
·
n2=0
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(3)
[0035]
联立(1)(2)(3),可以求得向量v2,即为翻边面上γ
ij
点的自然路径方向,沿该方向铺放时翻边处过棱铺放性好;同时翻边面为平面,由该方向可求得与小端翻边区域下边界交点,翻边区域轨迹线如图3。
[0036]
步骤3:翻边区域丝束覆盖性分析和丝束裁剪。由于芯模形状的复杂性,曲面蒙皮在端框处曲面向轴线翻折收束,同一辊的丝束翻边后并不能保证相邻丝束中心线间的距离总是保持恒定,丝束重叠过多,因此需要进行丝束裁剪,丝束裁剪方案满足两种条件:(1)设置重叠参数和丝束裁剪策略,相邻丝束相交时断纱,保证丝束裁剪形成的三角区(重叠/间隙)均匀分布;(2)为尽可能保证蒙皮与翻边纤维连续,翻边区域裁剪后最小丝束长度≧20mm。小端翻边区域第i条中心轨迹的第j个丝束裁剪点为m
ij
,形成的翻边区域轨迹线分别γm
11
…
γm
1j
、γm
21
…
γm
ij
…
γm
mn
,裁剪效果如图4。γm
ij
第i条中心轨迹的第j个丝束的轨迹线。
[0037]
同理,大端框翻边区域轨迹规划重复步骤2和步骤3,大端翻边区域各丝束裁剪点分别为n
ij
,翻边丝束裁剪后路径分别为ρn
11
、ρn
12
、
…
ρn
1j
、
…
γn
ij
…
γn
mn
。
[0038]
步骤4:蒙皮翻边铺放路径后处理。为解决曲面曲率变化和曲线铺放角度同辊轨迹各丝束测地取向不同,直接沿丝带中心轨迹下翻导致实际铺放丝束扭折和r角褶皱程度大且设备可能干涉,因此后处理时将蒙皮轨迹延伸预留各辊丝束的翻边长度,然后进行二次
下翻。后处理步骤为:
[0039]
a)获取翻边区域每根丝束长度。计算小端翻边区域丝束裁剪后路径γm
11
…
γm
1j
、γm 21
、
…
γm
ij
…
γm
mn
的长度,作为蒙皮小端边界点各丝束n
ij
延长预留小端翻边区域的丝束长度,分别为l
11
、
…
l
1j
、l
21
、
…
l
ij
、
…
l
mn
;计算大端翻边区域丝束裁剪后路径ρn
11
、ρn
12
、
…
ρn
1j
、ρn
21
…
ρn
ij
…
ρn
mn
的长度,作为蒙皮各丝束n
ij
延长预留大端翻边区域的丝束长度,分别为k
11
、k
12
、
…k1j
、k
21
…kij
…kmn
。l
ij
为第i条中心轨迹的第j个丝束预留小端翻边区域的丝束长度,k
ij
为第i条中心轨迹的第j个丝束预留大端翻边区域的丝束长度。
[0040]
b)延长蒙皮区域铺放路径和计算关键点。本发明针对曲面蒙皮翻边结构后处理方法较传统有所改变,主要思想是:大端为铺放起始端,大端通过预送丝预留翻边区域所需预浸料,小端沿蒙皮中心轨迹ni切线方向延长轨迹线为翻边区域预留丝束路径。如图5所示,关键点计算为:基于自动铺丝机原理,首先在距离01高度方向h处00位置对预浸丝束进行预送纱的操作,预送丝长度分别为fs+k
ij
(fs为铺丝设备最短铺放长度,即切刀到压辊下方的距离),01位置为大端铺放起始的位置,开始蒙皮铺放;在一条轨迹结束前需要进行丝束的裁剪,为了保证丝束在03位置铺放结束,需要在距离03中止位置之前02位置进行丝束的裁剪(提前裁剪长度为fs),那么02记为切刀裁断丝束的位置。本发明铺放路径03位置为γ
ij’位置延长曲线距离l
ij
的点,γ
ij’点为γ
ij
点投影到中心轨迹ni的位置。
[0041]
c)输出轨迹nc文件。按照轨迹工艺信息输出生成轨迹nc文件,包括铺放层数、轨迹条数以及轨迹运动路径点位信息、关键点指令等。
[0042]
本发明基于自动铺丝技术,采用两步法进行蒙皮与翻边区域整体轨迹规划设计和后处理,精确计算翻边区域预浸纤维丝束的裁剪信息,目的在于解决现有大角度蒙皮翻边复材结构件特别涉及复杂异形曲面成型时易产生蒙皮-翻边连续性不好、翻边区域易产生褶皱和搭接缺陷的问题,最终提高结构件蒙皮与翻边端框强度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1