一种回转类嵌件的嵌件成型装置
1.本发明涉及嵌件成型技术领域,尤其是涉及一种回转类嵌件的嵌件成型装置。
背景技术:
2.嵌件成型是指模具为装入预先准备的异材质嵌件后注入树脂、熔融的材料与嵌件接合化,都成一体化产品的成型工法。
3.目前在嵌件成型领域,所采用的嵌件通常尺寸上都比较小,结构相对简单,且嵌件自身尺寸精度比较高,嵌件在模内的安装与定位相对简单、可控。但对于一些大型、大尺寸偏差、大形状误差、复杂结构嵌件的模内成型而言,其安装、定位、偏差存储、应力存储、控形、控性将变得非常困难。
4.比如,一些大型、复杂、回转类多层自由曲面结构,嵌件自身材质为陶瓷、玻璃类易碎材质,比重大,产品形状误差、尺寸误差均不可控,即便是同一型号、同一批次,其径向、轴向叠加尺寸偏差可达10mm甚至更多,平均偏差3-6mm。又比如,在玻璃、陶瓷等多伞型复杂工件生产过程中,工件的形状、尺寸控制非常困难,即便是单一型号、同一批量的工件,最终烧制成品的尺寸偏差平均可达3-6mm,最大可达10mm,形状更不可控。按照传统的嵌件模具设计技术与方法,其安装、定位、校准、偏差修正与存贮方面设计的挑战将是根本性的,也是现有技术无法解决的技术难题。且已有公司尝试了近10年的努力,模内嵌件成型成品率仅有10%以内,无法产业化生产。
5.除了嵌件安装与定位之外,模内成型的另一个关键在于成型物料在模内充填过程中,嵌件不会因填充压力发生偏移、偏转、扭曲变形或破裂,这就对嵌件自身强度刚度提出了更高的要求,同时也要求其可承载适当的压力不易碎裂,而对于自身比重大、脆性易碎嵌件而言,压力阈值偏低,。
6.再者,同样是模内成型,嵌件所承受的应力一方面来自模具锁紧力,另一方面来自物料填充压力。对应传统的模内成型,诸如注射、模压、注射压缩等工艺,所采用的热塑性或热固性物料,充模过程中基本都是呈粘流态(对于热固性料而言是指其基体材料),成型相对容易实现,成型压力可控,但对于某些特殊的固态物料而言,其充填过程中仍旧是固态、橡皮泥状,虽然具有一定的粘度、弹性与可塑性,但其充模压力无疑将会大大增加;尤其是对于成型厚度在5mm以内的大型、复杂制品而言,对嵌件的安装及定位将带来根本性的挑战。再加上,倘若固态物料又呈热固性特性,其后续的固化收缩、温度应力等都会对模具嵌件的定位精度、自身强度与形变带来重要影响,从技术上要排除这些工艺干扰因素,实现模内嵌件成型的控形、控性将变得非常困难。
7.目前在嵌件成型领域,相对于普通的产品而言,嵌件尺寸上都比较小、轻、结构相对简单、且嵌件自身尺寸精度比较高,模内嵌件的安装与定位相对简单、可控。但对于一些大型、复杂、大尺寸偏差、大形状误差、比重大、易碎嵌件的模内成型而言,其嵌件安装、定位、误差存储、应力存储与控形控性非常困难,再加上同一批次产品形状不可控、尺寸离散性大等极端工况,嵌件安装、校准、形状及尺寸偏差缓存设计将是根本性的挑战,也是现有
技术根本无法解决的技术难题。
技术实现要素:
8.为此,本发明所要解决的技术问题在于克服现有技术中难以对大型、复杂、大尺寸偏差、大形状误差、比重大、易碎嵌件进行嵌件成型的问题。
9.为解决上述技术问题,本发明提供了一种回转类嵌件的嵌件成型装置,所述回转类嵌件包括同轴设置的嵌件筒体部a和嵌件筒体部b,所述嵌件筒体部a的一端封闭,另一端敞开,所述嵌件筒体部b的一端口径小于另一端的口径,所述嵌件筒体部a的敞开端与所述嵌件筒体部b的较小口径端相接,所述嵌件成型装置包括:
10.上模,所述上模的分型面设有中心凹孔和上侧环形区,所述上侧环形区环绕在所述中心凹孔的外侧,所述中心凹孔相对所述上侧环形区内凹设置;
11.下模,所述下模的分型面设有中心凸柱和下侧环形区,所述下侧环形区环绕在所述中心凸柱的外侧,所述中心凸柱相对所述下侧环形区凸出设置;
12.所述上模与所述下模对合后围成型腔且所述上模的分型面与所述下模的分型面接触,所述回转类嵌件设于所述型腔中,所述嵌件筒体部a伸入所述中心凹孔中,所述中心凸柱伸入所述嵌件筒体部a的内侧,所述上侧环形区位于所述嵌件筒体部b的外侧,所述下侧环形区位于所述嵌件筒体部b的内侧;
13.所述嵌件成型装置还包括:
14.定位组件,所述定位组件包括活塞筒和弹性复位部件,所述活塞筒同轴设于所述中心凹孔与所述嵌件筒体部a的外表面之间,所述活塞筒的上端封堵,下端敞开,所述活塞筒沿所述中心凹孔的孔深方向可移动,所述弹性复位部件向所述活塞筒施加向下的弹性复位力;
15.外侧支撑组件,所述外侧支撑组件包括外侧弹性支撑体,所述外侧弹性支撑体设于所述上侧环形区与所述嵌件筒体部b的外表面之间;
16.内侧支撑组件,所述内侧支撑组件内侧弹性支撑体,所述内侧弹性支撑体设于所述中心凸柱与所述嵌件筒体部a的的内表面之间,所述内侧弹性支撑体还设于所述下侧环形区与所述嵌件筒体部b的内表面之间。
17.在本发明的一个实施例中,所述中心凹孔贯通所述上模的上表面,所述中心凹孔的上端口可拆卸的连接一压板,所述活塞筒连接于所述压板上。
18.在本发明的一个实施例中,所述压板的下侧连接有第一导柱,所述活塞筒的上端连接有第一导向套,所述第一导向套滑动连接所述第一导柱,所述第一导向套还不可脱离的滑动连接所述中心凹孔。
19.在本发明的一个实施例中,所述压板的下侧还连接有第二导柱,所述弹性复位部件为套设在所述第二导柱上的弹簧,所述弹簧的两端分别抵持所述压板和所述活塞筒。
20.在本发明的一个实施例中,所述外侧弹性支撑体为外侧弹性密封环,所述内侧弹性支撑体为内侧弹性密封环。
21.在本发明的一个实施例中,其中一个所述内侧弹性密封环为第一内侧弹性密封环,所述第一内侧弹性密封环设于所述嵌件筒体部a与嵌件筒体部b的相接处。
22.在本发明的一个实施例中,所述嵌件筒体部a的内表面与所述嵌件筒体部b的内表
面的相接处为锥形面,所述第一内侧弹性密封环的纵截面外轮廓为等腰梯形,所述嵌件筒体部a与所述嵌件筒体部b的相接处与所述第一内侧弹性密封环形状匹配。
23.在本发明的一个实施例中,所述嵌件筒体部a的敞开端伸入所述嵌件筒体部b的小口径端,所述第一内侧弹性密封环的纵截面为马鞍形,所述嵌件筒体部a与所述嵌件筒体部b的相接处与所述第一内侧弹性密封环形状匹配。
24.在本发明的一个实施例中,其中一个所述内侧弹性密封环为第二内侧弹性密封环,所述第二内侧弹性密封环设于所述嵌件筒体部b与所述下侧环形区之间。
25.在本发明的一个实施例中,所述上侧环形区与所述嵌件筒体部b的外表面之间还设有耐磨环。
26.本发明的上述技术方案相比现有技术具有以下优点:本发明所述的回转类嵌件的嵌件成型装置,将嵌件放入下模后,嵌件与弹性环和内侧弹性密封环接触,自身重力作用下自动对中、压紧,在上模下移过程中,活塞筒修正嵌件轴向偏差,在模具闭合后,嵌件内侧的弹性环进一步受压校准、协调变形,存储嵌件径向、轴向尺寸偏差;外侧弹性密封环和内侧弹性密封环上下压紧嵌件、进一步存储嵌件轴向偏差,同时实现嵌件安装、定位及成型产品封胶,在生产过程中,嵌件及产品轴向压力可由弹簧、弹性环、外侧弹性密封环以及内侧弹性密封环缓存并消除;径向应力可由活塞筒、弹簧、弹性环等协调运行、形变消除或存储,从而确保成型过程中嵌件不易损坏、产品成型品质可靠。
附图说明
27.为了使本发明的内容更容易被清楚的理解,下面根据本发明的具体实施例并结合附图,对本发明作进一步详细的说明。
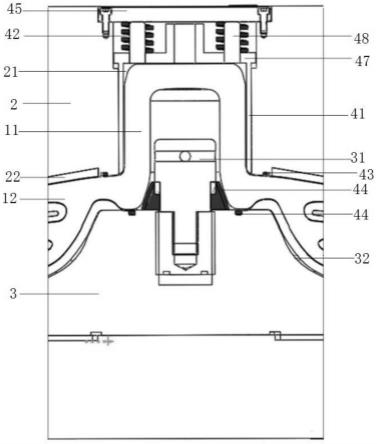
28.图1为本发明实施例一公开的回转类嵌件的嵌件成型装置的主视图;
29.图2为本发明实施例一公开的回转类嵌件的嵌件成型装置的侧视图;
30.图3为本发明实施例二公开的回转类嵌件的嵌件成型装置的主视图。
31.说明书附图标记说明:1、嵌件;11、嵌件筒体部a;12、嵌件筒体部b;2、上模;21、中心凹孔;22、上侧环形区;3、下模;31、中心凸柱;32、下侧环形区;41、活塞筒;42、弹性复位部件;43、外侧弹性支撑体;44、内侧弹性支撑体;45、压板;46、第一导柱;47、第一导向套;48、第二导柱;49、耐磨环。
具体实施方式
32.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
33.参见图1和图2所示,一种回转类嵌件的嵌件成型装置,回转类嵌件1包括同轴设置的嵌件筒体部a11和嵌件筒体部b12,嵌件筒体部a11的一端封闭,另一端敞开,嵌件筒体部b12的一端口径小于另一端的口径,嵌件筒体部a11的敞开端与嵌件筒体部b12的较小口径端相接,嵌件成型装置包括:
34.上模2,上模2的分型面设有中心凹孔21和上侧环形区22,上侧环形区22环绕在中心凹孔21的外侧,中心凹孔21相对上侧环形区22内凹设置;
35.下模3,下模3的分型面设有中心凸柱31和下侧环形区32,下侧环形区32环绕在中
心凸柱31的外侧,中心凸柱31相对下侧环形区32凸出设置;
36.上模2与下模3对合后围成型腔且上模2的分型面与下模3的分型面接触,回转类嵌件1设于型腔中,嵌件筒体部a11伸入中心凹孔21中,中心凸柱31伸入嵌件筒体部a12的内侧,上侧环形区22位于嵌件筒体部b12的外侧,下侧环形区32位于嵌件筒体部b12的内侧;
37.嵌件成型装置还包括:
38.定位组件,定位组件包括活塞筒41和弹性复位部件42,活塞筒41同轴设于中心凹孔21与嵌件筒体部a11的外表面之间,活塞筒41的上端封堵,下端敞开,活塞筒41沿中心凹孔21的孔深方向可移动,弹性复位部件42向活塞筒41施加向下的弹性复位力;
39.外侧支撑组件,外侧支撑组件包括外侧弹性支撑体43,外侧弹性支撑体43设于上侧环形区22与嵌件筒体部b12的外表面之间;
40.内侧支撑组件,内侧支撑组件内侧弹性支撑体44,内侧弹性支撑体44设于中心凸柱31与嵌件筒体部a11的的内表面之间,内侧弹性支撑体44还设于下侧环形区32与所述嵌件筒体部b12的内表面之间。
41.上述回转类嵌件为大型、复杂、回转类多层自由曲面结构,上述活塞筒和弹性复位部件能够矫正微调回转类嵌件,上述外侧弹性支撑体和内侧弹性支撑体能够吸收形变。
42.本发明的回转类嵌件的嵌件成型装置,将嵌件放入下模后,嵌件与内侧弹性支撑体接触,自身重力作用下自动对中、压紧,在上模下移过程中,活塞筒修正嵌件轴向偏差,在模具闭合后,嵌件内侧的内侧弹性支撑体进一步受压校准、协调变形,存储嵌件径向、轴向尺寸偏差;外侧弹性支撑体与内侧弹性支撑体上下压紧回转类嵌件,进一步存储回转类嵌件轴向偏差,同时实现嵌件安装、定位,在生产过程中,嵌件及产品轴向压力可由弹性复位部件、外侧弹性支撑体以及内侧弹性支撑体缓存并消除;嵌件及产品径向应力可由活塞筒、弹性复位部件、外侧弹性支撑体以及内侧弹性支撑体等协调运行、形变消除或存储,从而确保成型过程中嵌件不易损坏、产品成型品质可靠。
43.回转类嵌件定位好后,嵌件筒体部b靠近下自由端的位置周围形成注塑空间,向注塑空间中注入热塑性或热固性物料后,嵌件筒体部b靠近下端的位置外侧形成包胶层。
44.上述回转类嵌件为脆硬、易碎类嵌件、受力易变形嵌件、大型嵌件或大形位偏差嵌件。通过设置轴向径向自适应定位机构、轴向径向自适应调节机构、弹性环、外侧弹性密封环以及内侧弹性密封环,可以存储尺寸偏差。
45.本实施例中优选的实施方式,中心凹孔21贯通上模2的上表面,中心凹孔21的上端口可拆卸的连接一压板45,活塞筒41连接于压板45上。通过设置压板,可以先将压板和定位组件装配好后,再将压板与上模进行连接固定。
46.本实施例中优选的实施方式,压板45的下侧连接有第一导柱46,活塞筒41的上端连接有第一导向套47,第一导向套47滑动连接第一导柱46,第一导向套47还不可脱离的滑动连接中心凹孔21。上述中心凹孔包括上段孔和下段孔,中心凹孔的上段孔的孔径大于凹孔的下段孔的孔径,第一导向套与中心凹孔的上段孔尺寸匹配,活塞筒与中心凹孔的下段孔尺寸匹配,这样活塞筒能够相对上模上下滑动,但是不能向下脱离上模。
47.本实施例中优选的实施方式,压板45的下侧还连接有第二导柱48,弹性复位部件42为套设在第二导柱48上的弹簧,弹簧的两端分别抵持压板45和活塞筒41。压板与活塞筒之间,其中一者与第二导柱连接固定,另一者与第二导柱相对滑动。当第二导柱连接固定在
压板上时,第二导柱与活塞筒可相对滑动,当第二导柱连接固定在活塞筒上时,第二导柱与压板可相对滑动,通过设置第三导柱,弹簧不会脱落且弹性复位力的方向是稳定的。
48.本实施例中优选的实施方式,外侧弹性支撑体43为外侧弹性密封环,内侧弹性支撑体44为内侧弹性密封环。弹性密封环的弹性支撑效果更好,且可以直接购买成品。在其他实施例中还可以是,外侧弹性支撑体和内侧弹性支撑体均为颗粒点状,多个外侧支撑体沿周向均布设置以实现与嵌件筒体部b外表面的均匀接触,多个内侧弹性支撑体沿周向均布设置以实现与嵌件筒体部a内表面及嵌件筒体部b内表面的均匀接触。
49.本实施例中优选的实施方式,其中一个内侧弹性密封环为第一内侧弹性密封环,第一内侧弹性密封环设于嵌件筒体部a11与嵌件筒体部b12的相接处。第一内侧弹性密封环既可以支撑在嵌件筒体部a与中心凸柱之间,又可以支撑在嵌件筒体部b与下侧环形区之间,使得内侧支撑组件的结构更加简化。下模上设置定位销,中心凸柱套设在定位销的外侧。中心凸柱为一圆柱体,其能够与嵌件筒体部a实现良好的配合。具体的,由于中心凸柱套设在定位销的外侧,中心凸柱的外径大于定位销的外径,中心凸柱的下端与下模的分型面之间预留一定的间隙,中心凸柱的下环形端面、下模的分型面以及定位销的外侧面围成环形凹槽,中心凸柱的环形端面和下模的分型面作为环形凹槽的侧壁,定位销的外侧面作为环形凹槽的槽底,第一内侧弹性环定位在中心凸柱上的环形凹槽内。在其他实施例中,也可以是其中两个内侧弹性密封环各自为第三内侧弹性密封环和第四弹性密封环,第三内侧弹性密封环设于嵌件筒体部a11与中心凸柱之间,第四内侧弹性密封环设于嵌件筒体部b12与下侧环形区域之间。
50.本实施例中优选的实施方式,嵌件筒体部a11的内表面与嵌件筒体部b12的内表面的相接处为锥形面,第一内侧弹性密封环的纵截面外轮廓为等腰梯形,嵌件筒体部a11与嵌件筒体部b12的相接处与第一内侧弹性密封环形状匹配。上述锥形面的上端口口径较小,上述锥形面的下端口口径较大,上述第一内侧弹性密封环的外侧面上端径向尺寸较小,上述第一内侧弹性密封环的外侧面下端径向尺寸较大。
51.本实施例中优选的实施方式,其中一个内侧弹性密封环为第二内侧弹性密封环,第二内侧弹性密封环设于嵌件筒体部b12与下侧环形区32之间。上述第一内侧弹性密封环主要起到弹性支撑的目的,上述第二内侧弹性密封环起到弹性支撑和密封的作用,外侧弹性密封环起到弹性支撑和密封的作用,第二内侧弹性密封环与外侧弹性密封环将注塑空间与型腔的其他部分隔离开,实现产品封胶。
52.结构原理:
53.1、回转类嵌件:异形、复杂大型回转体(ф≥390mm)、壁厚12-20mm、平均尺寸偏差大(≥3-6mm),最大可达7mm;脆硬、易碎类,易变形类嵌件。
54.2、产品:塑料、橡胶材质,包胶厚度2-8mm。
55.3、外缘轴向径向自适应定位机构:压板、弹簧、第二导柱、活塞筒、中心凹孔、第一导柱。
56.4、内孔径向、轴向自适应调节机构:中心凸柱、定位销、内侧弹性密封环。
57.5、封胶、校准机构:外侧弹性密封环和第二内侧弹性密封环。
58.6、刚性加紧机构:上模、下模、底座。
59.7、工艺:本发明可适用的成型工艺包括注射成型、注塑压缩成型、模压成型等。
60.装配关系:
61.1、上模:压板与上模螺钉连接;活塞筒内腔与回转类嵌件的嵌件筒体部a间隙配合、外侧与中心凹孔过渡配合,活塞筒高度尺寸按产品轴向偏差计算,与第一导柱过渡配合;外侧弹性密封环与上侧环形区上的环形凹槽过盈配合。
62.2、下模:中心凸柱与定位销螺纹紧固;定位销与下模螺纹紧固;与第一内侧弹性密封环及与定位销过盈配合,第一内侧弹性密封环的上端由中心凸柱压紧,第一内侧弹性密封环的下端由下模限位;第二内侧弹性密封环与下侧环形区上的环形凹槽过盈配合。
63.动作原理:
64.1、型坯装配、粗定位:以模具分型面、上模下端面上下打开,按图示结构放入嵌件,嵌件筒体部a的内孔套于中心凸柱、下模上,与内侧弹性密封环接触,自身重力作用下自动对中、压紧。
65.2、自适应微调:上模下移,回转类嵌件的嵌件筒体部a套入活塞筒内孔直至嵌件筒体部a的上端面接触活塞筒的筒底,模具继续下移、逐步闭合过程中,活塞筒在中心凹孔、第一导柱、弹簧、第二导柱共同作用下上移,弹簧适量压缩,修正嵌件轴向偏差。
66.3、自适应存储:模具闭合过程中,第一内侧弹性密封环进一步受压校准、协调变形,存储嵌件径向、轴向尺寸偏差;外层弹性密封环、第二内侧弹性密封环上下压紧嵌件,进一步存储嵌件轴向偏差,同时实现嵌件安装、定位、成型产品封胶。
67.4、产品保护:生产过程中,嵌件及产品轴向压力可由弹簧、外侧弹性密封环、内侧弹性密封环等弹性元件缓存并消除;径向应力可由活塞筒、弹簧、外侧弹性密封环以及内侧弹性密封环等协调运行、形变消除或存储。从而确保成型过程中嵌件不易损坏、产品成型品质可靠。
68.5、本发明适用于脆硬、易碎类嵌件及受力易变形嵌件。
69.实施例二
70.参见图3,如其中的图例所示,本实施例中优选的实施方式,嵌件筒体部a的敞开端伸入嵌件筒体部b的小口径端,第一内侧弹性密封环的纵截面为马鞍形,嵌件筒体部a与嵌件筒体部b的相接处与第一内侧弹性密封环形状匹配。
71.本实施例中优选的实施方式,上侧环形区与嵌件筒体部b的外表面之间还设有耐磨环49。耐磨环具有一定弹性,为牺牲性零件,使用一定批量后可拆卸更换。
72.本实施例中优选的实施方式,上述外侧弹性密封环为调节作用,不设置上述第二内侧弹性密封环。
73.工件类型:回转体复杂结构,2伞或3伞等多伞结构,各伞型大小、结构均不相同,材料为瓷、玻璃等脆性易碎材料,产品比重大,产品最大径向尺寸(365mm),壁厚12-20mm、尺寸偏差大,平均尺寸偏差3-6mm,最大可达10mm;形状误差大、不可控。
74.动作原理:
75.1、工件装配:上模与下模上下打开,按图示结构放入回转类嵌件,套于中心凸柱上。
76.2、粗定位:旋转回转类嵌件,回转类嵌件在自身重力作用下自动对中,压紧具有一定弹性的第一内侧弹性环。
77.3、一次微调:底端固定不动,上端向下运动,,回转类嵌件的嵌件筒体部a接触耐磨
环,耐磨环具有一定弹性,为牺牲性零件,使用一定批量后可拆卸更换;在耐磨环的周向调节作用下,工件轴向微调、垂直、对中,同时消除工件径向部分尺寸偏差。
78.4、二次微调:上端继续下移,活塞筒接触工件上端面,活塞筒抱紧工件,同时与第一导向套一起在中心凹孔中上移,这一过程中实现二次微调型,消除工件径向尺寸偏差,上下闭合到位时弹簧处压缩状态,压紧工件,同时存贮工件轴向尺寸偏差。
79.5、三次校准、锁紧:上下端完全闭合、压紧,同时耐磨环、第一内侧弹性密封环、外侧弹性密封环受压校准、夹紧工件,进一步消除工件轴向尺寸偏差,完成工件安装、定位、校准。
80.6、成型保护:工件的冷、热加工生产过程中,若工件不受偏转力,则保持精定位,一旦受到径向偏转力,则会在活塞筒和耐磨环的共同作用下,限制偏转、存储应力,保护工件。
81.解决大型、大尺寸偏差、多伞型复杂结构件安装紧固与精确定位困难的技术难题,以达到消除工件在装夹周期内原始径向、轴向的尺寸偏差、形状误差等因素不良影响,在冷、热加工及后续取件周期内存贮非平衡应力偏差及形位误差,保护工件不受损坏,为该类工件料成型加工提供可行的装配方案。
82.显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1