一种塑料模具高效散热成型装置及其操作方法
1.本发明属于模具生产技术领域,更具体地说,涉及了一种塑料模具高效散热成型装置及其操作方法。
背景技术:
2.塑料模具是塑料加工工业中赋予塑料制品以完整构型和精确尺寸的工具,由于塑料品种和加工方法繁多,塑料模具的种类和结构也是多种多样的。塑料模具为塑料的加工提供了稳定可靠的技术和结构支撑,有着十分广泛的应用,意义重大。
3.随着塑料工业的飞速发展和通用与工程塑料在强度等方面的不断提高,塑料制品的应用范围也在不断扩大,塑料产品的用量与生产水平也在逐年提升,现有注塑模具在连续的加工过程中,热塑料液体注入到模具中,模具温度上升,由于散热不良,容易导致产品成型慢,延长了脱模时间,从而降低了模具成型的效率,且在脱模完成后,其模具表面易残留塑料废屑等污染物,进一步降低了模具的连续生产效率,为此,提出一种塑料模具高效散热成型装置与操作方法来解决上述问题。
技术实现要素:
4.发明目的:本发明的目的在于提供了一种塑料模具高效散热成型装置及其操作方法,具备高效快速的对模具水冷散热,且对模具表面具有清洗效果,模具生产效率较高的优点,解决了模具长时间加工,由于散热不良,易导致产品成型慢,且表面易残留塑料废屑,影响生产效率的问题。
5.技术方案:本发明所述的一种塑料模具高效散热成型装置,包括生产平台、底部模具、顶部模具、安装座、支撑架、升降装置、导热腔体、密封圈及水冷降温装置以及辅助喷淋装置;
6.所述底部模具设置于生产平台的顶部,所述支撑架设置于生产平台的上方,所述升降装置包括伸缩液压缸与升降板,所述伸缩液压缸的顶端和底端分别与支撑架内顶壁和升降板的顶部相连接,所述顶部模具通过安装座安装于升降板的底部,所述底部模具放置于生产平台顶部的中心处;
7.两个所述导热腔体分别设置于底部模具和顶部模具的内部,所述底部模具和顶部模具相对的一侧相适配卡合,所述密封圈设置于底部模具和顶部模具之间;
8.所述水冷降温装置包括冷却水箱、抽水泵以及导出管、导入管以及y字形安装软管,所述冷却水箱设置于生产平台的底部,所述冷却水箱的两侧分别与导出管和导入管相连通,所述导出管和导入管的顶部均分别与两个y字形安装软管相连通,两个所述y字形安装软管顶部的两端分别与两个导热腔体相连通,所述抽水泵的输出端与输入端均与导出管相连通。
9.进一步的,所述辅助喷淋装置包括出水管、喷淋头、回落水管以及微型水泵,所述出水管的底端延伸至冷却水箱的内部,所述出水管的顶部分别与两个喷淋头相连通,两组
所述喷淋头设置于底部模具的两侧,所述回落水管底部连通冷却水箱,所述回落水管的顶部延伸至生产平台的顶部,所述微型水泵的输出端与输入端均与出水管相连通。
10.进一步的,所述生产平台顶部的边沿处设置有水流导流槽和防漏边框,所述回落水管的顶部与水流导流槽相连通,所述底部模具位于防漏边框的中心处。
11.进一步的,在所述生产平台顶部的中心处设置有定位底座,在所述定位底座的顶部开设有安装卡箍槽,所述底部模具放置于安装卡箍槽的内部。
12.进一步的,两个所述导热腔体的内部均设置有散热翅片,所述散热翅片为导热金属叶片。
13.进一步的,在所述底部模具和顶部模具的左右两侧均设置有通水座,所述y字形安装软管套设并连通于通水座上。
14.进一步的,所述导出管、导入管、y字形安装软管及通水座可连通导热腔体和冷却水箱。
15.进一步的,在所述生产平台的底部设置有冷凝器,所述冷凝器的输出端于输入端均与导入管相连通。
16.进一步的,所述导出管和导入管的外部均设置有控制阀,所述生产平台的侧面设置有控制开关,所述控制开关分别与伸缩液压缸和抽水泵电性连接。
17.进一步的,一种塑料模具高效散热成型装置的操作方法,具体工作步骤:
18.步骤(1)、首先把底部模具装设于定位底座处,然后通过安装座把顶部模具安装于升降装置的下方,使底部模具处于顶部模具正下方,运行升降装置即可贴合适配,进行塑料塑形;
19.步骤(2)、在塑料塑形过程中,首先由两个y字形安装软管套设连通于通水座上,使水冷降温装置可与导热腔体的内部相连通;
20.步骤(3)、运行抽水泵即把冷却水箱内的冷却水抽入导热腔体内,从而使底部模具和顶部模具内由于塑形产生的热量可由冷却水散热导流,冷却水导热完成后再重新循环入冷却水箱内,起到循环水冷的效果;
21.步骤(4)、运行抽水泵的同时,运行微型水泵,可把冷却水箱内的水源导流至喷淋头处,由喷淋头对底部模具和顶部模具的表面进行喷淋,密封圈起到密封防泄漏效果,水源不易影响塑料成型,进行辅助散热,喷淋后的水源由回落水管导流至冷却水箱内,节约水资源,达到快速高效散热效果,使塑料塑形成型较快;
22.步骤(5)、完成塑形后,首先停运抽水泵和微型水泵,水源重新导流至冷却水箱内后,把y字形安装软管抽离通水座上,再进行脱模,即可完成操作。
23.有益效果:本发明与现有技术相比,本发明的特点是:1、本发明通过在生产平台的顶部设置有支撑架,支撑架可对升降装置起到支撑作用,顶部模具通过安装座,可紧固安装于升降装置的顶部,底部模具卡合于生产平台顶部的中心处,运行升降装置可推动顶部模具与底部模具相适配贴合,从而可进行热塑料液体塑形,密封圈起到密封效果,可使模具在塑形时外部水源不易渗入,底部模具和顶部模具的内部均设置有导热腔体,运行抽水泵,可把冷却水箱内的水源由导出管和y字形安装软管,抽入导热腔体的内部,冷却水进入导热腔体内后,可对模具整体起到快速高效散热,冷却水充盈导热腔体后,再由另一侧的y字形安装软管和导入管,把冷却水重新导入冷却水箱内,可把模具内热量导出,从而达到循环水冷
降温的效果,使模具具有高效散热能力,使装置达到高效快速的对模具水冷散热,模具生产效率较高;2、本发明通过在顶部模具与底部模具的两侧设置有喷淋头,在水冷循环散热的同时,运行微型水泵,可把冷却水箱内的冷却水由出水管增压导出,由喷淋头对模具表面进行喷淋,起到高效降温的同时,对其表面残留的塑料废屑等污染物进行清洗,清洗后的水源由回落水管重新下落至冷却水箱内,进一步增加了模具连续生产的便利性,使装置在具有喷淋水冷降温的同时,对模具表面具有清洗效果,进一步增加了模具的生产效率。
附图说明
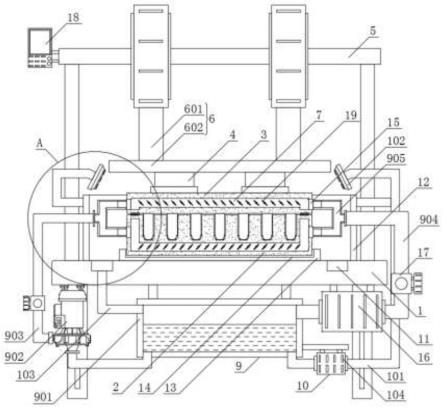
24.图1为本发明的总体结构示意图;
25.图2为图1中a处的放大示意图;
26.图3为本发明的主视图;
27.图4为本发明中顶部模具与定位底座连接结构俯视剖面示意图;
28.图中:1、生产平台;2、底部模具;3、顶部模具;4、安装座;5、支撑架;6、升降装置;601、伸缩液压缸;602、升降板;7、导热腔体;8、密封圈;9、水冷降温装置;901、冷却水箱;902、抽水泵;903、导出管;904、导入管;905、y字形安装软管;10、辅助喷淋装置;101、出水管;102、喷淋头;103、回落水管;104、微型水泵;11、水流导流槽;12、防漏边框;13、定位底座;14、安装卡箍槽;15、通水座;16、冷凝器;17、控制阀;18、控制开关;19、散热翅片。
具体实施方式
29.为了更清楚地说明本发明的技术方案,下面结合附图对本发明的技术方案做进一步的详细说明:
30.如图1-4所述,本发明所述的一种塑料模具高效散热成型装置,包括生产平台1、底部模具2、顶部模具3、安装座4、支撑架5、升降装置6、导热腔体7、密封圈8以及水冷降温装置9以及辅助喷淋装置10;
31.所述底部模具2设置于生产平台1的顶部,所述支撑架5设置于生产平台1的上方;
32.所述升降装置6包括伸缩液压缸601与升降板602,所述伸缩液压缸601的顶端和底端分别与支撑架5内顶壁和升降板602的顶部相连接,所述顶部模具3通过安装座4安装于升降板602的底部,所述底部模具2放置于生产平台1顶部的中心处;
33.两个所述的导热腔体7分别设置于底部模具2和顶部模具3的内部,所述底部模具2和顶部模具3相对的一侧相适配卡合,所述密封圈8设置于底部模具2和顶部模具3之间;
34.所述水冷降温装置9包括冷却水箱901、抽水泵902以及导出管903、导入管904以及y字形安装软管905,所述冷却水箱901设置于生产平台1的底部,所述冷却水箱901的两侧分别与导出管903和导入管904相连通,所述导出管903和导入管904的顶部均分别与两个y字形安装软管905相连通,两个所述y字形安装软管905顶部的两端分别与两个导热腔体7相连通,所述抽水泵902的输出端与输入端均与导出管903相连通;
35.本发明通过运行升降装置6可推动顶部模具3与底部模具2相适配贴合,密封圈8起到密封效果,外部水源不易渗入,运行抽水泵902,可把冷却水箱901内的水源,由导出管903和y字形安装软管905抽入导热腔体7的内部,冷却水进入导热腔体7内后,可对模具整体起到快速高效散热,导入管904可把冷却水重新导入冷却水箱901内,从而达到循环水冷降温
的效果,运行微型水泵104,冷却水由喷淋头102对模具表面进行喷淋,起到高效降温的同时,对其表面残留的塑料废屑等污染物进行清洗,清洗后的水源由回落水管103重新下落至冷却水箱901内,进一步增加了模具连续生产的便利性,使装置达到高效快速的对模具水冷散热,且对模具表面具有清洗效果,模具生产效率较高。
36.进一步的,所述辅助喷淋装置10包括出水管101、喷淋头102、回落水管103及微型水泵104,所述出水管101的底端延伸至冷却水箱901的内部,所述出水管101的顶部分别与两个喷淋头102相连通,两组所述喷淋头102设置于底部模具2的两侧,所述回落水管103底部连通冷却水箱901,所述回落水管103的顶部延伸至生产平台1的顶部,所述微型水泵104的输出端与输入端均与出水管101相连通;
37.所述辅助喷淋装置10包括出水管101、喷淋头102、回落水管103以及微型水泵104,所述运行微型水泵104配合出水管101,可把冷却水箱901内的冷却水增压导入至喷淋头102处,对模具进行增压喷淋,从而在对模具表面进行快速降温的同时,对其表面进行清洗,减少了模具二次使用时,续进行表面清洗的工序,增加了装置的生产效率。
38.进一步的,所述生产平台1顶部的边沿处设置有水流导流槽11和防漏边框12,所述回落水管103的顶部与水流导流槽11相连通,所述底部模具2位于防漏边框12的中心处;
39.通过设置水流导流槽11和防漏边框12,喷淋后的水源可由防漏边框12起到收集防溅射效果,所述水流导流槽11起到导流效果,使水源导流至水流导流槽11内后,再由回落水管103重新回落至冷却水箱901内,增加了装置的导流能力与实用性。
40.进一步的,所述生产平台1顶部的中心处设置有定位底座13,所述定位底座13的顶部开设有安装卡箍槽14,所述底部模具2放置于安装卡箍槽14的内部;
41.通过设置定位底座13和安装卡箍槽14,使底部模具2可稳定卡接放置于安装卡箍槽14内,起到定位与支撑作用,从而使底部模具2和顶部模具3注塑较为稳定,定位效果较好,增加了注塑生产质量。
42.进一步的,两个所述导热腔体7的内部均设置有散热翅片19,所述散热翅片19为导热金属叶片;
43.通过设置散热翅片19,且为导热金属叶片,使冷却水进入导热腔体7内后,散热翅片19可辅助导热散热,金属叶片的导热散热效果较好,进一步增加了装置的散热能力。
44.进一步的,所述底部模具2和顶部模具3的左右两侧均设置有通水座15,所述y字形安装软管905套设并连通于通水座15上;
45.通过设置通水座15,使u字形安装软管605可便利的与导热腔体7相连通,当模具取放时,拆装较为便利,增加了装置的实用性。
46.进一步的,导出管903、导入管904、y字形安装软管905及通水座15可连通导热腔体7和冷却水箱901;
47.通过设置通导热腔体7和冷却水箱901由导出管903、导入管904和y字形安装软管905相连通,使装置在进行水冷运行时,具有循环水冷效果,进一步增加了装置的实用性。
48.进一步的,所述生产平台1的底部设置有冷凝器16,所述冷凝器16的输出端于输入端均与导入管904相连通;
49.通过设置冷凝器16,使冷却水在通过导入管904时,可由冷凝器16进行降温处理,从而给使冷却水始终保持一定稳定,进一步增加了装置的高效散热效果。
50.进一步的,所述导出管903和导入管904的外部均设置有控制阀17,所述生产平台1的侧面设置有控制开关18,所述控制开关18分别与伸缩液压缸601和抽水泵902电性连接;
51.通过设置控制阀17和控制开关18,所述控制阀17可控制导出管903和导入管904的水流流速,增加了装置的控制能力,所述控制开关18可对伸缩液压缸601和抽水泵902均起到开关控制效果,增加了装置的实用性。
52.进一步的,一种塑料模具高效散热成型装置的操作方法,具体工作步骤:
53.步骤(1)、操作人员首先把底部模具2装设于定位底座13处,然后通过安装座4把顶部模具3安装于升降装置6的下方,使底部模具2处于顶部模具3正下方,运行升降装置6即可贴合适配,进行塑料塑形;
54.步骤(2)、在塑料塑形过程中,首先由两个y字形安装软管905套设连通于通水座15上,使水冷降温装置9可与导热腔体7的内部相连通;
55.步骤(3)、运行抽水泵902即把冷却水箱901内的冷却水抽入导热腔体7内,从而使底部模具2和顶部模具3内由于塑形产生的热量可由冷却水散热导流,冷却水导热完成后再重新循环入冷却水箱901内,起到循环水冷的效果;
56.步骤(4)、运行抽水泵902的同时,运行微型水泵104,可把冷却水箱901内的水源导流至喷淋头102处,由喷淋头102对底部模具2和顶部模具3的表面进行喷淋,密封圈8起到密封防泄漏效果,水源不易影响塑料成型,进行辅助散热,喷淋后的水源由回落水管103导流至冷却水箱901内,节约水资源,达到快速高效散热效果,使塑料塑形成型较快;
57.步骤(5)、完成塑形后,首先停运抽水泵902和微型水泵104,水源重新导流至冷却水箱901内后,把y字形安装软管905抽离通水座15上,在进行脱模,即可完成操作。
58.通过上述方式,可使模具持续工作中积攒的热量快速高效散热,且在散热的同时,具有表面清洗功能,增加了装置工作效率,且装置整体使用方便,拆装便利,水资源可进行回收利用,增加了装置整体实用性与环保性。
59.本发明的工作原理:通过在生产平台1的顶部设置有支撑架5,支撑架5可对升降装置6起到支撑作用,顶部模具3通过安装座4,可紧固安装于升降装置6的顶部,底部模具2卡合于生产平台1顶部的中心处,运行升降装置6可推动顶部模具3与底部模具2相适配贴合,从而可进行热塑料液体塑形,密封圈8起到密封效果,可使模具在塑形时外部水源不易渗入,底部模具2和顶部模具3的内部均设置有导热腔体7,运行抽水泵902,可把冷却水箱901内的水源由导出管903和y字形安装软管905,抽入导热腔体7的内部,冷却水进入导热腔体7内后,可对模具整体起到快速高效散热,冷却水充盈导热腔体7后,再由另一侧的y字形安装软管905和导入管904,把冷却水重新导入冷却水箱901内,可把模具内热量导出,从而达到循环水冷降温的效果,使模具具有高效散热能力,顶部模具3与底部模具2的两侧设置有喷淋头102,在水冷循环散热的同时,运行微型水泵104,可把冷却水箱901内的冷却水由出水管101增压导出,由喷淋头102对模具表面进行喷淋,起到高效降温的同时,对其表面残留的塑料废屑等污染物进行清洗,清洗后的水源由回落水管103重新下落至冷却水箱901内,进一步增加了模具连续生产的便利性,使装置达到高效快速的对模具水冷散热,且对模具表面具有清洗效果,模具生产效率较高,解决了模具长时间加工,由于散热不良,易导致产品成型慢,且表面易残留塑料废屑,影响生产效率的问题。
60.以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,
凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1