一种耐水解TPU薄膜的制造设备及工艺方法与流程
一种耐水解tpu薄膜的制造设备及工艺方法
技术领域
1.本发明涉及tpu薄膜的制造设备技术领域,具体为一种耐水解tpu薄膜的制造设备及工艺方法。
背景技术:
2.tpu薄膜是在tpu颗粒基础上,经压延、流延、吹膜、涂覆等特殊工艺制成的薄膜,厚度0.01到2毫米,在tpu薄膜的制备工艺中,包括流延工艺、吹塑生产工艺和压延生产工艺,其中压延生产是通过将tpu树脂颗粒经挤出机融化塑化,随后经过三辊压光机压延、次却、冷却输送辊及卷取装置得到成品,但目前所使用的压光机存在一些不足,如下:
3.三辊压光机由三个直径200
‑‑
300毫米的圆柱形辊筒组成,辊筒内是空心的,为便于加热与冷却介质回流,可设挡板,辊筒的长度应比机头宽度稍大,辊筒表面镀铬,光洁度在等级10以上,辊筒直径不能小于200毫米,否则,辊筒内安装加热,冷却装置就困难,增加辊筒直径,可以增加板材包辊时间,但辊筒直径一般不超过300毫米,若辊筒直径过大,就需要一套结构复杂、庞大的传动调速系统,目前所使用的压光机在压延过程中,通常将一定量的熔融塑料放置到压延辊上,通过压延辊之间进行压延,一部分熔融塑料通过两个压辊之间被压成片状,随后剩余的熔融塑料在两压辊之间滚动,逐渐被压成片状,但由于熔融塑料的量一定,在压制的过程中,压制成的长度薄膜长度受到限制,同时,当一定压延结束,进行下一次压延时,有需要重新对压成片状的薄膜进行引导,使其依次穿过各个压辊,进行压延和次却,此过程较为复杂,十分耗费时间,极大的影响加工效率。
技术实现要素:
4.本发明提供了一种耐水解tpu薄膜的制造设备,具备能够连续生产,生产操作便捷的优点,解决了上述背景技术中的问题。
5.本发明提供如下技术方案:一种耐水解tpu薄膜的制造设备,包括包括固定箱、电机和皮带输送装置,所述固定箱的顶部中心固定安装有挤出机,所述挤出机的挤出口竖直向下,所述固定箱的内腔中对称活动安装有压延辊ⅰ,所述固定箱的内腔中且位于压延辊ⅰ的下方对称活动安装有压延辊ⅱ,所述固定箱的内腔中且位于压延辊ⅱ的下方对称活动安装有压延辊ⅲ,两个所述压延辊ⅰ的对称面与两个压延辊ⅱ以及两个压延辊ⅲ的对称面重合,两个所述压延辊ⅰ的水平间距、两个压延辊ⅱ的水平间距和两个压延辊ⅲ的水平间距依次减小,所述压延辊ⅰ、压延辊ⅱ和压延辊ⅲ的长度依次增大,所述压延辊ⅰ、压延辊ⅱ和压延辊ⅲ分别通过皮带输送装置与电机传动连接。
6.优选的,所述压延辊ⅰ、压延辊ⅱ和压延辊ⅲ的转动速度依次增大,所述压延辊ⅰ和压延辊ⅱ上均对称开设有螺旋槽。
7.优选的,所述压延辊ⅱ的两端均活动套接有限位板,位于压延辊ⅱ前端的所述限位板的顶端与压延辊ⅰ的前端活动套接,位于压延辊ⅱ前端的所述限位板的底端与压延辊ⅲ的前端活动套接,所述限位板的正面顶部和底部均通过活动轴活动安装有活动抵推伸缩
杆,所述活动抵推伸缩杆的中部通过轴与固定箱活动连接。
8.优选的,所述固定箱的正面和背面均固定安装有外支撑架,位于固定箱正面的所述外支撑架上均匀固定安装有四个同速传动箱,且分别与压延辊ⅰ、压延辊ⅱ、压延辊ⅲ和夹紧导向辊连接,所述同速传动箱包括支撑箱和传动齿,所述支撑箱与外支撑架固定连接,所述传动齿有两个且分别与压延辊ⅰ的前端固定套接,所述支撑箱的内部对称活动安装有齿轮轴,两个所述齿轮轴之间啮合,两个所述齿轮轴分别与两个传动齿啮合连接,所述齿轮轴上活动套接有活动环,所述活动环的底部固定连接有弹簧,所述弹簧的底端与支撑箱固定连接。
9.优选的,所述固定箱的内部且位于压延辊ⅲ的下方活动安装有冷却辊,所述冷却辊有3-5个,且右左右依次向下间隔分布,所述冷却辊的前端活动套接固定抵推伸缩杆,所述固定抵推伸缩杆的液压筒与固定箱固定连接,所述冷却辊的后端通过皮带输送装置与电机传动连接,所述固定箱的内腔底部对称活动安装有夹紧导向辊,所述冷却辊的内部呈中空状态,所述冷却辊的前端通过导管连通有冷却泵。
10.优选的,冷却辊的旋转速度大于压延辊ⅲ的旋转速度,相邻两个所述冷却辊的最低点与最高点的间隙小于2毫米。
11.还提供一种耐水解tpu薄膜的制造设备的工艺方法,其步骤如下:
12.一、调试设备:通过活动抵推伸缩杆对限位板进行抵推,使得压延辊ⅰ、压延辊ⅱ和压延辊ⅲ分别在固定箱中水平移动,调整两个压延辊ⅰ、两个压延辊ⅱ和两个压延辊ⅲ的水平间隙,随后,通过固定抵推伸缩杆将冷却辊分别拉回,在固定箱的中部留出一部分无阻碍空间,能够使得tpu塑料在竖直状态穿过,并通过热泵向压延辊ⅰ、压延辊ⅱ和压延辊ⅲ中通过热油,提高压延辊ⅰ、压延辊ⅱ和压延辊ⅲ的温度,通过冷却泵向冷却辊中通入冷却水,降低冷却辊的温度;
13.二、通过挤出机将tpu熔融塑料呈柱状挤出,在重力的作用下tpu塑料与压延辊ⅰ的表面接触,电机在皮带输送装置和同速传动箱传动下带动两个压延辊ⅰ进行逆向同速转动,将tpu塑料向中部进行挤压,并向下拉扯,在挤压的过程中,由于厚度的急速变化,压延辊ⅰ压迫tpu塑料向前后进行延伸,逐渐形成一定厚度的片状,随后tpu塑料穿过压延辊ⅰ继续下降,与压延辊ⅱ进行接触,同理,两个压延辊ⅱ对tpu塑料进行再一次挤压和向下拉扯,进一步降低tpu塑料的厚度和延长tpu塑料的宽度,最后tpu塑料经两个压延辊ⅲ的挤压与拉扯,形成厚度均匀的薄膜,但需要注意的是,tpu塑料初步通过压延辊ⅲ后,其底端的宽度较小,不符合产品的需要,故将其从固定箱的底部穿出后进行剪断,直至宽度达到一定后,停止剪断过程;
14.三、当tpu塑料达到宽度后,将其底端利用夹紧导向辊进行夹紧,随后通过固定抵推伸缩杆的抵推,分别将冷却辊推向tpu塑料,将tpu塑料进行夹紧,使得tpu塑料分别贴靠在tpu塑料的表面,冷却泵将冷却液通过冷却辊中,通过冷却辊对tpu塑料进行冷却,降低tpu塑料的温度,进而增加tpu塑料的韧性和表面张力,以便于后续形成传导和收卷;
15.四、tpu塑料通过夹紧导向辊向外传导,再次通过冷却箱,最终被收卷装置收卷。
16.本发明具备以下有益效果:
17.1、通过压延辊ⅰ、压延辊ⅱ和压延辊ⅲ的设置,使得从挤出机中挤出后,经过压延辊ⅰ、压延辊ⅱ和压延辊ⅲ的依次压延,逐步降低tpu塑料的厚度和延长tpu塑料的宽度,最
后tpu塑料经两个压延辊ⅲ的挤压与拉扯,形成厚度均匀的薄膜,而挤出机能够源源不断将tpu塑料挤出,提供熔融塑料,经过压延辊ⅰ、压延辊ⅱ和压延辊ⅲ的压缩与拉伸,形成薄膜,依次能够不间断的产生薄膜,以便于得到更长的薄膜,同时减少熔融塑料压片时装机的时间,提高生产效率。
18.2、通过冷却辊的右左右设置,一方面将竖直下放的tpu塑料进行夹紧,使得tpu塑料分别贴靠在tpu塑料的表面,冷却泵将冷却液通过冷却辊中,通过冷却辊对tpu塑料进行冷却,降低tpu塑料的温度,进而增加tpu塑料的韧性和表面张力,以便于后续形成传导和收卷,另一方面,tpu塑料呈竖直通过左右两侧设置的冷却辊,能够快速对tpu塑料进行夹紧,并进行冷却,减少片状薄膜的引导穿行时间,加快生产效率。
附图说明
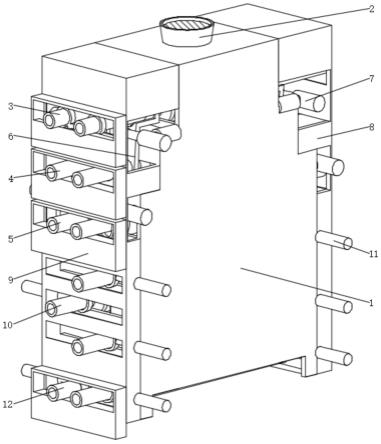
19.图1为本发明结构整体示意图;
20.图2为本发明结构背视局部剖示意图;
21.图3为本发明结构侧视剖视示意图;
22.图4为本发明结构同速传动箱正视半剖示意图;
23.图5为本发明结构正视半剖示意图;
24.图6为本发明结构冷却辊对tpu塑料夹紧示意图。
25.图中:1、固定箱;2、挤出机;3、压延辊ⅰ;4、压延辊ⅱ;5、压延辊ⅲ;6、限位板;7、活动抵推伸缩杆;8、外支撑架;9、同速传动箱;91、支撑箱;92、传动齿;93、齿轮轴;94、活动环;95、弹簧;10、冷却辊;11、固定抵推伸缩杆;12、夹紧导向辊;13、tpu塑料。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.实施例一
28.请参阅图1-图3,一种耐水解tpu薄膜的制造设备,包括固定箱1、电机和皮带输送装置,固定箱1的顶部中心固定安装有挤出机2,挤出机2的挤出口竖直向下,固定箱1的内腔中对称活动安装有压延辊ⅰ3,固定箱1的内腔中且位于压延辊ⅰ3的下方对称活动安装有压延辊ⅱ4,固定箱1的内腔中且位于压延辊ⅱ4的下方对称活动安装有压延辊ⅲ5,两个压延辊ⅰ3的对称面与两个压延辊ⅱ4以及两个压延辊ⅲ5的对称面重合,两个压延辊ⅰ3的水平间距、两个压延辊ⅱ4的水平间距和两个压延辊ⅲ5的水平间距依次减小,压延辊ⅰ3、压延辊ⅱ4和压延辊ⅲ5的长度依次增大,压延辊ⅰ3、压延辊ⅱ4和压延辊ⅲ5分别通过皮带输送装置与电机传动连接,通过挤出机2将tpu塑料13呈圆柱形挤出,随后tpu塑料13与压延辊ⅰ3的表面接触,两个压延辊ⅰ3逆向转动,将tpu塑料13向中部进行挤压,并向下拉扯,在挤压的过程中,tpu塑料13向前后进行延伸,逐渐形成一定厚度的片状,随后tpu塑料13继续下降,与压延辊ⅱ4进行接触,同理,两个压延辊ⅱ4对tpu塑料13进行再一次挤压和向下拉扯,进一步降低tpu塑料13的厚度和延长tpu塑料13的宽度,最后tpu塑料13经两个压延辊ⅲ5的挤压与
拉扯,形成厚度均匀的薄膜,而挤出机2能够源源不断将tpu塑料13挤压,提供熔融塑料,经过压延辊ⅰ3、压延辊ⅱ4和压延辊ⅲ5的压缩与拉伸,形成薄膜,依次能够不间断的产生薄膜,以便于得到更长的薄膜,同时减少熔融塑料压片时装机的时间,提高生产效率;压延辊ⅰ3、压延辊ⅱ4和压延辊ⅲ5的转动速度依次增大,以便于位于下方的对辊对tpu塑料13进行拉扯,进而使得tpu塑料13得到拉扯,加快tpu塑料13厚度减小的速率,压延辊ⅰ3和压延辊ⅱ4上均对称开设有螺旋槽,使得两个压延辊ⅰ3和两个压延辊ⅱ4分别对tpu塑料13进行挤压时,并在旋转过程中,通过螺旋槽将tpu塑料13逐渐向前后两侧进行排挤,以便于延长tpu塑料13的宽度;压延辊ⅱ4的两端均活动套接有限位板6,位于压延辊ⅱ4前端的限位板6的顶端与压延辊ⅰ3的前端活动套接,位于压延辊ⅱ4前端的限位板6的底端与压延辊ⅲ5的前端活动套接,限位板6的正面顶部和底部均通过活动轴活动安装有活动抵推伸缩杆7,活动抵推伸缩杆7的中部通过轴与固定箱1活动连接,使得通过限位板6的限位,使得位于同一侧压延辊ⅰ3、压延辊ⅱ4和压延辊ⅲ5形成联动,进而无论调整哪组对辊的间隙时,均能够使得两个压延辊ⅰ3、两个压延辊ⅱ4和两个压延辊ⅲ5的间隙均保持一定的梯度变化,进而在对熔融塑料进行压延的过程保持一定的阶段性,避免一次性压延过度,熔融塑料堆积,影响压延成片的质量;
29.请参阅图4,固定箱1的正面和背面均固定安装有外支撑架8,位于固定箱1正面的外支撑架8上均匀固定安装有四个同速传动箱9,且分别与压延辊ⅰ3、压延辊ⅱ4、压延辊ⅲ5和夹紧导向辊12连接,述同速传动箱9包括支撑箱91和传动齿92,支撑箱91与外支撑架8固定连接,传动齿92有两个且分别与压延辊ⅰ3的前端固定套接,支撑箱91的内部对称活动安装有齿轮轴93,两个齿轮轴93之间啮合,两个齿轮轴93分别与两个传动齿92啮合连接,齿轮轴93上活动套接有活动环94,活动环94的底部固定连接有弹簧95,弹簧95的底端与支撑箱91固定连接,当其中一个压延辊ⅰ3进行转动时,通过传动齿92和齿轮轴93的传动,使得另一个压延辊ⅰ3进行同速异向转动,并且在调整两个压延辊ⅰ3之间的水平间隙时,若两个压延辊ⅰ3相靠近,则压延辊ⅰ3带动传动齿92对齿轮轴93进行抵压,使其向下移动,但此时传动齿92和齿轮轴93之间仍保持啮合传动,反之,则弹簧95推动齿轮轴93向上移动,但注意的是,两个压延辊ⅰ3之间的最大间隙不得大于齿轮轴93两倍的分度圆直径,以此确保压延辊ⅰ3、压延辊ⅱ4和压延辊ⅲ5同速转动,保证对tpu塑料13的压延程度相同,以此提高tpu塑料13成片的质量;
30.实施例二
31.请参阅图5-图6,固定箱1的内部且位于压延辊ⅲ5的下方活动安装有冷却辊10,冷却辊10有3-5个,且右左右依次向下间隔分布,冷却辊10的前端活动套接固定抵推伸缩杆11,固定抵推伸缩杆11的液压筒与固定箱1固定连接,冷却辊10的后端通过皮带输送装置与电机传动连接,固定箱1的内腔底部对称活动安装有夹紧导向辊12,冷却辊10的内部呈中空状态,冷却辊10的前端通过导管连通有冷却泵,当tpu塑料13经过压延辊ⅲ5的压延后,在重力的作用下保持竖直向下移动,随后通过固定抵推伸缩杆11的抵推,分别将冷却辊10推向tpu塑料13,将tpu塑料13进行夹紧,使得tpu塑料13分别贴靠在tpu塑料13的表面,冷却泵将冷却液通过冷却辊10中,通过冷却辊10对tpu塑料13进行冷却,降低tpu塑料13的温度,进而增加tpu塑料13的韧性和表面张力,以便于后续形成传导和收卷,在此过程中,tpu塑料13呈竖直状态下放,将冷却辊10放置在tpu塑料13的两侧,待tpu塑料13通过后,快速对tpu塑料
13进行夹紧,并进行冷却,减少片状薄膜的引导穿行时间,加快生产效率,压延辊ⅰ3、压延辊ⅱ4和压延辊ⅲ5的前端均通过导管连通有热泵,保证压延辊ⅰ3、压延辊ⅱ4和压延辊ⅲ5的温度,避免tpu塑料13的温度过低,导致压延的效果降低;冷却辊10的旋转速度大于压延辊ⅲ5的旋转速度,使得冷却辊10在对tpu塑料13进行冷却时,进一步对tpu塑料13进行拉扯,降低tpu塑料13的厚度,提高设备制造范围,相邻两个冷却辊10的最低点与最高点的间隙小于2毫米,利用相邻两个冷却辊10之间的交错,对tpu塑料13进一步形成挤压,降低tpu塑料13的厚度,提高tpu塑料13的紧密度,提高tpu塑料13成品的质量;
32.工作原理,首先,通过活动抵推伸缩杆7对限位板6进行抵推,使得压延辊ⅰ3、压延辊ⅱ4和压延辊ⅲ5分别在固定箱1中水平移动,调整两个压延辊ⅰ3、两个压延辊ⅱ4和两个压延辊ⅲ5的水平间隙,随后,通过固定抵推伸缩杆11将冷却辊10分别拉回,在固定箱1的中部留出一部分无阻碍空间,能够使得tpu塑料13在竖直状态穿过,并通过热泵向压延辊ⅰ3、压延辊ⅱ4和压延辊ⅲ5中通过热油,提高压延辊ⅰ3、压延辊ⅱ4和压延辊ⅲ5的温度,通过冷却泵向冷却辊10中通入冷却水,降低冷却辊10的温度;
33.通过挤出机2将tpu熔融塑料呈柱状挤出,在重力的作用下tpu塑料13与压延辊ⅰ3的表面接触,电机在皮带输送装置和同速传动箱9传动下带动两个压延辊ⅰ3进行逆向同速转动,将tpu塑料13向中部进行挤压,并向下拉扯,在挤压的过程中,由于厚度的急速变化,压延辊ⅰ3压迫tpu塑料13向前后进行延伸,逐渐形成一定厚度的片状,随后tpu塑料13穿过压延辊ⅰ3继续下降,与压延辊ⅱ4进行接触,同理,两个压延辊ⅱ4对tpu塑料13进行再一次挤压和向下拉扯,进一步降低tpu塑料13的厚度和延长tpu塑料13的宽度,最后tpu塑料13经两个压延辊ⅲ5的挤压与拉扯,形成厚度均匀的薄膜,但需要注意的是,tpu塑料13初步通过压延辊ⅲ5后,其底端的宽度较小,不符合产品的需要,故将其从固定箱1的底部穿出后进行剪断,直至宽度达到一定后,停止剪断过程;
34.其次,当tpu塑料13达到宽度后,将其底端利用夹紧导向辊12进行夹紧,随后通过固定抵推伸缩杆11的抵推,分别将冷却辊10推向tpu塑料13,将tpu塑料13进行夹紧,使得tpu塑料13分别贴靠在tpu塑料13的表面,冷却泵将冷却液通过冷却辊10中,通过冷却辊10对tpu塑料13进行冷却,降低tpu塑料13的温度,进而增加tpu塑料13的韧性和表面张力,以便于后续形成传导和收卷;
35.最后,tpu塑料13通过夹紧导向辊12向外传导,再次通过冷却箱,最终被收卷装置收卷。
36.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
37.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1