3D打印耗材监测装置及应用其的3D打印机的制作方法
3d打印耗材监测装置及应用其的3d打印机
技术领域
1.本技术涉及3d打印技术领域,尤其涉及一种3d打印耗材监测装置及应用其的3d打印机。
背景技术:
2.3d打印即快速成型技术,是一种累积制造技术,又称增材制造,它是一种数字模型文件为基础,运用特殊蜡材、粉末状金属或塑料等可粘合材料,通过打印一层层的粘合材料来制造三维的物体。熔融沉积快速成型技术(fdm),又称热熔堆积技术,是主要的3d打印技术之一。该技术是将热熔型料丝加热融化后从喷头挤出,沉积在打印工作平台或前一层已固化的材料上,当温度低于料丝固化温度后开始固化成型,最终打印成实体。
3.使用熔融沉积快速成型技术的3d打印机在使用中,容易出现堵头、卡料、断料等问题。3d打印机碰嘴比较精密,当耗材含有杂质,或温度设置不合适时,容易把喷嘴堵塞,现有的3d打印机此时往往还在正常运行,耗材不能正常挤出,导致打印模型失败;常用的耗材直径通常需要通过两个齿轮咬合推挤以完成耗材的挤出,当两齿轮咬合力度过大时,容易磨损耗材,造成挤出打滑,进而导致卡料或断料。现有的3d打印机大部分都没有堵头检测、卡料检测、耗材余量显示等功能,使得打印过程仍不够智能。
4.如何解决上述问题,是本领域技术人员需要考虑的。
技术实现要素:
5.有鉴于此,本技术提供一种3d打印耗材监测装置及应用其的3d打印机,可以及时监控耗材传输的速率,进而监测打印过程是否正常。
6.本技术提供一种3d打印耗材监测装置,所述3d打印耗材监测装置用于与一耗材挤出装置配合,使耗材经由所述3d打印耗材监测装置传输至所述耗材挤出装置,所述3d打印耗材监测装置包括:
7.夹紧元件,包括朝向耗材传输方向所在路径凸伸设置的夹紧轴承;
8.齿轮,与所述夹紧元件间隔设置于耗材传输方向所在路径的两侧,所述齿轮与所述夹紧轴承配合以挤压耗材;以及
9.角度传感器,用于检测所述齿轮的旋转角度,以监测耗材的传输。
10.在一种可能的实施方式中,还包括磁性元件,所述磁性元件与所述齿轮固定连接,所述磁性元件与所述齿轮相对于所述角度传感器旋转,所述齿轮的旋转角度通过所述角度传感器感测。
11.在一种可能的实施方式中,所述角度传感器设于所述磁性元件远离所述齿轮一侧,所述角度传感器具备磁性感测功能。
12.在一种可能的实施方式中,所述角度传感器与所述齿轮可活动地连接,所述齿轮包括刻度,所述刻度设于所述齿轮朝向所述角度传感器的表面,所述角度传感器通过统计所述刻度检测所述齿轮的旋转角度。
13.在一种可能的实施方式中,所述角度传感器与所述齿轮固定连接,所述角度传感器包括陀螺仪,所述角度传感器通过跟随所述齿轮旋转检测所述齿轮的旋转角度。
14.在一种可能的实施方式中,所述夹紧元件还包括夹紧弹性件,所述夹紧弹性件与所述夹紧轴承连接,所述夹紧弹性件设于所述夹紧轴承远离所述齿轮一侧,所述夹紧弹性件处于自然压缩状态,用于使所述夹紧轴承向所述齿轮凸伸。
15.在一种可能的实施方式中,还包括导向管,所述导向管沿耗材传输方向设置,所述导向管用于传输耗材过程的导向,所述夹紧元件及所述齿轮设于所述导向管相背的两侧。
16.在一种可能的实施方式中,所述导向管包括第一导向管及第二导向管,所述第一导向管及所述第二导向管间隔设置,所述齿轮与所述夹紧轴承之间距离最小的点位于所述第一导向管与所述第二导向管的间隔处。
17.在一种可能的实施方式中,还包括壳体,所述夹紧元件及所述齿轮设于所述壳体内并与所述壳体连接。
18.本技术实施例还提供一种3d打印机,包括如前述任意一种的3d打印耗材监测装置,以及与所述3d打印耗材监测装置配合的所述挤出装置。
19.相较于现有技术,本技术的3d打印耗材监测装置及应用其的3d打印机,通过设置相邻的夹紧元件及齿轮,使夹紧轴承推压耗材使耗材与齿轮咬合,耗材传输过程则带动齿轮旋转;进一步的,通过设置角度传感器检测齿轮的旋转实现对耗材移动速率的监测,进而可以及时监控耗材传输的速率,监测是否堵头,监测耗材是否送入到喷头。本技术的3d打印耗材监测装置装在挤出装置后方,并紧挨挤出装置,能有效避免其他因素的影响,挤出装置有送料、回抽等动作都能被准确地检测到相关变化,并且耗材打滑、回抽不足、松料不足都可以被准确地被检测到,从而就能通过数值变化检测到是否堵头,并通知用户检查,避免出现打印失败但还在继续工作的情况,避免浪费耗材、浪费时间。
附图说明
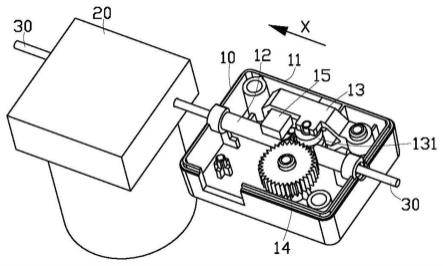
20.图1为本技术实施例提供的3d打印耗材监测装置的立体示意图。
21.图2为本技术实施例提供的3d打印耗材监测装置的立体分解示意图。
22.图3为本技术实施例提供的一种3d打印耗材监测装置的示意图。
23.图4为本技术实施例提供的另一种3d打印耗材监测装置的示意图。
24.图5为本技术实施例提供的再一种3d打印耗材监测装置的示意图。
25.图6为本技术实施例提供的3d打印机。
26.主要元件符号说明
27.3d打印耗材监测装置10
28.壳体11
29.第一固定轴111
30.第二固定轴112
31.导向管12
32.第一导向管121
33.第二导向管122
34.夹紧元件13
35.夹紧轴承131
36.套筒结构132
37.夹紧弹性件133
38.齿轮14
39.刻度140
40.角度传感器15
41.磁性元件16
42.挤出装置20
43.耗材30
44.耗材传输方向x
45.3d打印机1
46.如下具体实施方式将结合上述附图进一步说明本技术。
具体实施方式
47.以下描述将参考附图以更全面地描述本技术内容。附图中所示为本技术的示例性实施例。然而,本技术可以以许多不同的形式来实施,并且不应该被解释为限于在此阐述的示例性实施例。提供这些示例性实施例是为了使本技术透彻和完整,并且将本技术的范围充分地传达给本领域技术人员。类似的附图标记表示相同或类似的组件。
48.本文使用的术语仅用于描述特定示例性实施例的目的,而不意图限制本技术。如本文所使用的,除非上下文另外清楚地指出,否则单数形式“一”,“一个”和“该”旨在也包括复数形式。此外,当在本文中使用时,“包括”和/或“包含”和/或“具有”,整数,步骤,操作,组件和/或组件,但不排除存在或添加一个或多个其它特征,区域,整数,步骤,操作,组件,组件和/或其群组。
49.除非另外定义,否则本文使用的所有术语(包括技术和科学术语)具有与本技术所属领域的普通技术人员通常理解的相同的含义。此外,除非文中明确定义,诸如在通用字典中定义的那些术语应该被解释为具有与其在相关技术和本技术内容中的含义一致的含义,并且将不被解释为理想化或过于正式的含义。
50.以下内容将结合附图对示例性实施例进行描述。须注意的是,参考附图中所描绘的组件不一定按比例显示;而相同或类似的组件将被赋予相同或相似的附图标记表示或类似的技术用语。
51.下面参照附图,对本技术的具体实施方式作进一步的详细描述。
52.如图1及图2所示,图1为本技术实施例提供的3d打印耗材监测装置10的立体示意图,图2为本技术实施例提供的3d打印耗材监测装置10的立体分解示意图。
53.本技术实施例提供一种3d打印耗材监测装置10,3d打印耗材监测装置10用于与耗材挤出装置20配合,使耗材30经由3d打印耗材监测装置10传输至挤出装置20。
54.3d打印耗材监测装置10包括壳体11、导向管12、夹紧元件13、齿轮14以及角度传感器15。夹紧元件13、齿轮14以及角度传感器15设于壳体11内,导向管12贯穿壳体11。
55.夹紧元件13包括朝向耗材传输方向x所在路径凸伸设置的夹紧轴承131;齿轮14与夹紧元件13间隔设置于耗材传输方向x所在路径的两侧,齿轮14与夹紧轴承131配合以挤压
耗材;角度传感器15用于检测齿轮14的旋转角度θ,以监测耗材30的传输。
56.本技术的3d打印耗材监测装置10,通过设置相邻的夹紧元件13及齿轮14,使夹紧轴承131推压耗材30使耗材30与齿轮14咬合,耗材30在传输过程中通过咬合产生齿印实现与齿轮14的传动连接,进而带动齿轮14旋转。通过设置角度传感器15检测齿轮的旋转实现对耗材30移动速率的监测,进而可以及时监控耗材30传输的速率,监测是否堵头,监测耗材是否送入到喷头。
57.于一实施例中,耗材30的移动速率满足公式v=s/t,其中,v表示耗材30的移动速率,s表示耗材30移动的距离,t表示耗材30移动距离s所对应的时间。距离s可通过3d打印耗材监测装置10通过侦测角度传感器15的检测数据测算获得,时间t可通过设于3d打印耗材监测装置10内的计时器记录获得,例如,齿轮14开始旋转之前的时间为t1,旋转角度θ后的时间为t2,齿轮14旋转角度θ所消耗的时间即为t=t2-t1。
58.于一实施例中,夹紧元件13及齿轮14设于壳体11内,夹紧元件13及齿轮14与壳体11连接。
59.在本实施例中,壳体11包括第一固定轴111及第二固定轴112,第一固定轴111和第二固定轴112分别设于耗材传输方向x所在路径的两侧,夹紧元件13通过一套筒结构132与第一固定轴111固定进而与壳体11固定,齿轮14的轴心与第二固定轴112可活动地连接,使齿轮14与壳体11连接但齿轮14依然可以转动。
60.于一实施例中,导向管12沿耗材传输方向x设置,导向管12用于传输耗材过程的导向,夹紧元件13及齿轮14设于导向管12相背的两侧。
61.在本实施例中,导向管12包括第一导向管121及第二导向管122,第一导向管121及第二导向管122间隔设置,齿轮14与夹紧轴承131之间距离最小的点位于第一导向管121与第二导向管122的间隔处。
62.在其他实施例中,导向管12也可以为连续的,导向管12上开设有至少一个贯穿的开口,夹紧轴承131及齿轮14通过该开口延伸进导向管12内以挤压耗材30。
63.于一实施例中,夹紧元件13还包括夹紧弹性件133,夹紧弹性件133与夹紧轴承131连接,夹紧弹性件133设于夹紧轴承131远离齿轮14一侧,夹紧弹性件133处于自然压缩状态,用于使夹紧轴承131向齿轮14凸伸。夹紧弹性件133可以为弹簧、弹性塑胶件等。
64.在本实施例中,夹紧轴承131可以为夹紧元件13上伸出的两个可活动地小凸块,夹紧元件13远离齿轮14一侧存在空腔或容置结构使夹紧轴承131远离齿轮14的一侧暴露。夹紧弹性件133设于夹紧轴承131与壳体11之间并被压缩,使夹紧弹性件133给夹紧轴承131施加一个至少包括垂直于耗材传输方向x的分力的压力,使夹紧元件13可将耗材30压在齿轮14表面以产生齿印。
65.可以理解的,耗材30为用于融化打印的耗材,比如为具备可形变能力的棒状或条状材料。一方面,当耗材30经过夹紧元件13与齿轮14之间时,夹紧元件13推压耗材30使齿轮14的齿嵌入耗材30内,即,耗材30表面形成与齿轮14的齿形相匹配的凹槽;耗材30与齿轮14通过齿和凹槽实现咬合,进而,耗材30沿耗材传输方向x运动时可带动齿轮14转动。另一方面,带有齿印的耗材30由于需要被融化使用,因此耗材30上的齿印不会对3d打印装置的打印造成负面影响。
66.角度传感器15通过检测齿轮14的转动角度θ可实现对耗材30移动速度的监测:
67.挤出装置20向前拉耗材30,耗材30正向拉动齿轮14旋转,角度传感器15检测齿轮14的转动角度θ1,齿轮14直径为d,计算可得耗材先前移动长度:l1=(θ1*π*d)/360
°
。
68.挤出装置20向后回抽耗材30,耗材30反向推动齿轮14旋转,角度传感器15检测齿轮14的转动角度θ2,齿轮14直径为d,计算可得耗材向后移动长度:l2=(θ2*π*d)/360
°
。
69.其中,在本实施例中,耗材30被压在齿轮14表面,齿轮14的齿完全嵌入耗材30中,d可表示齿轮14内圆的直径;可以理解的,在其他实施例中,齿轮14的齿并未完全嵌入耗材30中,d最大可为齿轮14包含齿高的直径da(内圆的直径d+齿高dh),可根据夹紧元件13所调的压力及实际工作过程中耗材30与齿轮14的实际咬合情况调整上述参数d的数值。
70.其中,l1及l2对应可以为前述公式v=s/t中的距离s。
71.如图3所示,为本技术实施例提供的一种3d打印耗材监测装置10的示意图。
72.于一实施例中,3d打印耗材监测装置10还包括磁性元件16,磁性元件16与齿轮14固定连接,磁性元件16与齿轮14同步旋转,角度传感器15用于通过感测磁性元件16旋转的角度检测齿轮14的旋转角度。磁性元件16与齿轮14相对于角度传感器15旋转,齿轮14的旋转角度通过角度传感器15被感测。
73.在本实施例中,角度传感器15设于磁性元件16远离齿轮一侧,磁性元件16可以为径向磁铁,角度传感器15具备磁性感测功能。角度传感器15通过感测径向磁铁旋转的角度进而确定齿轮14的旋转角度。
74.如图4所示,为本技术实施例提供的另一种3d打印耗材监测装置10的示意图。
75.角度传感器15与齿轮14可活动地连接,齿轮14包括刻度140,刻度140设于齿轮14朝向角度传感器15的表面,角度传感器15通过统计刻度140检测齿轮14的旋转角度。
76.在本实施例中,刻度140可以为刻画有标准刻度的刻度盘,角度传感器15通过对刻度盘进行读数实现对角度的监测。在其他实施例中,刻度140还可以为特定的标记点,角度传感器15为接触式传感器,通过接触均匀间隔设置的刻度并换算获取齿轮14的旋转角度。
77.如图5所示,为本技术实施例提供的再一种3d打印耗材监测装置10的示意图。
78.角度传感器15与齿轮14固定连接,齿轮14带动角度传感器15同步旋转,角度传感器15包括陀螺仪,角度传感器15通过跟随齿轮14旋转而检测齿轮14的旋转角度。
79.通过角度传感器15确定齿轮14的旋转角度θ,并进一步根据前述的公式确定耗材30的移动方向及移动距离。
80.本技术的3d打印耗材监测装置10设置于挤出装置20后方,并紧挨挤出装置20,能有效避免其他因素的影响,挤出装置20的送料、回抽等动作都能被准确地检测到相关变化,并且耗材30打滑、回抽不足、松料不足都可以准确地被检测到,从而可通过数值的变化检测到是否堵头,并通知用户检查,避免出现打印失败但还在继续工作的情况,避免浪费耗材、浪费时间。
81.如图6所示,为本技术实施例提供的3d打印机1。3d打印机1包括如前述任一实施例提供的3d打印耗材监测装置10,以及与3d打印耗材监测装置10配合的挤出装置20。
82.上文中,参照附图描述了本技术的具体实施方式。但是,本领域中的普通技术人员能够理解,在不偏离本技术的精神和范围的情况下,还可以对本技术的具体实施方式作各种变更和替换。这些变更和替换都落在本技术所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1