PU发泡模具的制作方法
pu发泡模具
技术领域
1.本实用新型涉及模具技术领域,特别涉及一种pu发泡模具。
背景技术:
2.目前,随着人们生活水平的不断提高,pu发泡材料(聚氨酯发泡材料)普遍应用于生产生活等诸多领域内,比如,聚氨酯保温材料、聚氨酯卷帘门窗、聚氨酯瓷砖、聚氨酯复合玻璃、聚氨酯家具、聚氨酯花盆和聚氨酯护栏等。
3.pu发泡材料的生产,现有的模具是由可以启闭的上模和下模组成,关闭模具后形成注塑腔,pu发泡产品是pu发泡材料注入注塑腔中,关闭模具后,pu发泡材料进行发泡反应,得到pu发泡产品。目前的pu发泡模具需用刀片依合模线部位划开,再取出pu芯模,存在取模难度大,工作效率低的问题。
技术实现要素:
4.本实用新型的主要目的是提出一种pu发泡模具,旨在提高降低取出芯模的难度,提高工作效率。
5.为实现上述目的,本实用新型提出的pu发泡模具,包括:
6.模具,所述模具包括上模和下模,所述上模和所述下模围合形成有模腔;和
7.芯模,所述芯模设于所述模腔内,并与模腔的腔壁形成有注塑腔,所述芯模包括上芯模、下芯模和分离片,所述分离片夹设于所述上芯模和所述下芯模之间,并部分凸出于所述上芯模和所述下芯模。
8.可选地,所述分离片包括主体部和分离部,所述分离部由所述主体部向外凸出形成,所述主体部设于所述上芯模和所述下芯模之间,所述分离部裸露于所述上芯模和所述下芯模。
9.可选地,所述分离部的数量为多个,多个所述分离部设于所述主体部的相对两侧。
10.可选地,所述分离片的厚度为0.4mm至0.6mm。
11.可选地,所述分离部的宽度为0.5cm至0.7cm。
12.可选地,所述分离片为不锈钢材质。
13.可选地,所述上模开设有注塑孔,所述注塑孔贯穿所述上模,并连通所述注塑腔。
14.可选地,所述上模靠近所述下模的一侧设有凸起,所述下模靠近所述上模的一侧设有第一凹槽,所述凸起卡合于所述第一凹槽内。
15.可选地,所述下模靠近所述上模的一侧设有第二凹槽,所述第二凹槽连通所述下模的边缘和所述模腔。
16.可选地,所述模具还包括合页,所述合页的一端连接所述上模,另一端连接所述下模,以使所述上模和所述下模转动打开。
17.本实用新型技术方案通过采用上芯模和下芯模之间设置分离片,模具内形成有模腔,芯模与模腔的腔壁之间形成有注塑腔,通过向注塑腔内注入pu发泡材料即可形成有发
泡产品,完成发泡产品后通过拆开分离片与上芯模和下芯模,进而撕开发泡产品,分离出芯模和发泡产品,通过分离片分离芯模和发泡产品的改进结构,降低了取模难度,提高了工作效率。
附图说明
18.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
19.图1为本实用新型pu发泡模具一实施例的结构示意图;
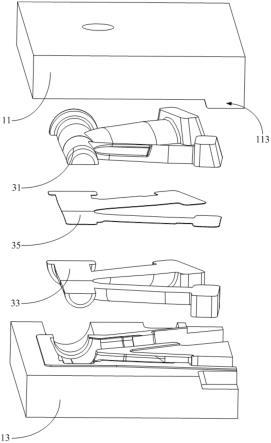
20.图2为图1所示pu发泡模具的爆炸图;
21.图3为图1所示pu发泡模具中下模和芯模的结构示意图;
22.图4为图3所示pu发泡模具安装合页和锁扣的结构示意图;
23.图5为本实用新型pu发泡模具中下模的结构示意图;
24.图6为本实用新型pu发泡模具中芯模的爆炸图。
25.附图标号说明:
26.标号名称标号名称1pu发泡模具10模具11上模111注塑孔113凸起13下模131第一凹槽133第二凹槽15a模腔15b注塑腔17合页19锁扣30芯模31上芯模33下芯模35分离片351主体部353分离部
27.本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
28.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
29.需要说明,若本实用新型实施例中有涉及方向性指示(诸如上、下、左、右、前、后
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
30.另外,若本实用新型实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一
个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
31.本实用新型提出一种pu发泡模具1。
32.在本实用新型实施例中,如图1至图5所示,该pu发泡模具1包括模具10和芯模30;所述模具10包括上模11和下模13,所述上模11和所述下模13围合形成有模腔15a;所述芯模30设于所述模腔15a内,并与模腔15a的腔壁形成有注塑腔15b,所述芯模30包括上芯模31、下芯模33和分离片35,所述分离片35夹设于所述上芯模31和所述下芯模33之间,并部分凸出于所述上芯模31和所述下芯模33。
33.上模11和下模13内围合形成有模腔15a,模腔15a内可以放入芯模30,芯模30成“π”形状,模腔15a一端的剖面积大小与芯模30的一端纵截面积大小相同,因而芯模30的一端外表面与腔模的腔壁紧贴,用于固定芯模30于模腔15a内,模腔15a另一端的剖面积大于芯模30的纵截面积,因而芯模30与模腔15a的腔壁之间具有一定的距离即形成有一定的空间,该空间则为注塑空间(注塑腔15b),注塑空间的形状为发泡产品的成型形状,通过朝注塑腔15b内注射有发泡材料进而形成发泡产品。
34.进一步地,注塑腔15b内形成有发泡产品,首先将芯模30从模具10中分离出来,芯模30外包覆有发泡产品,分离片35夹设于上芯模31和下芯模33之间,发泡产品同时包覆于上芯模31和下芯模33。发泡产品分为连接处与不连接处,不连接处用于发泡产品从芯模30上取下的缺口,分离片35不凸出上芯模31和下芯模33的部分对应发泡产品的连接处,分离片35凸出上芯模31和下芯模33的部分对应发泡产品的不连接处,因为分离片35凸出于芯模30,发泡材料发泡时成型的产品会附着于分离片35上,分离片35为粘着性低的材料,通过一定力度的撕扯即可将发泡产品从分离片35上脱离,进而形成缺口,芯模30即可从缺口中取出完成取模工序。分离片35的设置,代替了利用刀片对于发泡产品模线部位划开取模的工序,简化了取模工序,降低了取模难度,提高了生产效率,并且保持了发泡产品模线的工整,提高了发泡产品的外观。
35.本实用新型技术方案通过采用上芯模31和下芯模33之间设置分离片35,模具10内形成有模腔15a,芯模30与模腔15a的腔壁之间形成有注塑腔15b,通过向注塑腔15b内注入pu发泡材料即可形成有发泡产品,完成发泡产品后通过拆开分离片35与上芯模31和下芯模33,进而撕开发泡产品,分离出芯模30和发泡产品,通过分离片35分离芯模30和发泡产品的改进结构,降低了取模难度,提高了工作效率。
36.在本实用新型一实施例中,如图6所示,所述分离片35包括主体部351和分离部353,所述分离部353由所述主体部351向外凸出形成,所述主体部351设于所述上芯模31和所述下芯模33之间,所述分离部353裸露于所述上芯模31和所述下芯模33。
37.主体部351的形状与芯模30的截面形状和大小相同,主体部351夹设于上芯模31和下芯模33之间,用于间隔上芯模31和下芯模33,有助于上芯模31和下芯模33的分离,分离部353向外凸出于主体部351,即分离部353裸露于上芯模31和下芯模33夹设空间之外,发泡材料发泡时成型的产品会附着于分离片35上,分离片35为粘着性低的材料,通过一定力度的撕扯即可将发泡产品从分离片35上脱离,进而形成缺口,芯模30即可从缺口中取出完成取模工序。分离片35的设置,代替了利用刀片对于发泡产品模线部位划开取模的工序,简化了
取模工序,降低了取模难度,提高了生产效率,并且保持了发泡产品模线的工整,提高了发泡产品的外观。
38.进一步地,主体部351可以由多个部分组件,即主体部351可以由多个连接部组成,多个连接部可拆卸连接,可拆卸连接的方式可以为粘接、磁吸连接等,主体部351分成多个连接部,可便于分离片35的拆卸和安装,便于操作者的操作。
39.在本实用新型一实施例中,如图3、图4、图6所示,所述分离部353的数量为多个,多个所述分离部353设于所述主体部351的相对两侧。
40.分离部353的数量为多个,分离部353相对设置于主体部351的两侧,分离部353设置为多个,可以增加发泡产品与分离部353形成的缺口,方便发泡产品与芯模30的分离,在不损坏发泡产品的前提下降低了取模难度,提高了取模效率,并保持了发泡产品的完整性。
41.在本实用新型一实施例中,所述分离片35的厚度为0.4mm至0.6mm。
42.分离片35的厚度为0.4mm至0.6mm,若分离片35的厚度小于0.4cm,发泡产品的连接处与分离片35之间的间隙太小,位于分离片35两侧的发泡材料容易接触,影响发泡产品位于分离片35的形成效果,进而提高了分离片35与发泡产品的分离难度,并且分离片35厚度过小即增加了生产工艺,提高了生产成本,不利于批量生产。若分离片35的厚度大于0.5cm,发泡产品连接处的的间隙过大,影响发泡产品的成型效果,进而降低了产品的质量,空气中颗粒灰尘也容易进入发泡产品内部。本实施例中,支撑件高度可选为0.4mm、0.5mm、0.6mm。
43.在本实用新型一实施例中,所述分离部353的宽度为0.5cm至0.7cm。
44.分离部353的宽度为0.5cm至0.7cm,若分离部353的宽度小于0.5cm,分离部353贴近芯模30的外表面,一方面不利于发泡产品附着于分离部353上,影响了发泡产品的质量以及分离片35的分离效果;另一方面分离部353过小不利于操作者的手部抓取,进而影响了操作者的发力,提高了将分离片35与发泡产品分离的难度,也会出现操作者手部触碰分离片35的情况,影响了发泡产品的外观和质量。若分离部353的宽度大于0.7cm,则会产生多余的分离部353长度,一方面提高了生产成本,不利于批量生产,另一方面过多的分离部353长度则需要增大模腔15a的面积,也不利于模具10的生产。本实施例中,支撑件高度可选为0.5cm、0.6cm、0.7cm。
45.在本实用新型一实施例中,所述分离片35为不锈钢材质。
46.不锈钢具有耐腐蚀、耐高温和抵抗结垢并在高温下保持强度的优点,分离片35需要接触发泡材料,耐腐蚀、耐高温的特点可以保持分离片35的结构和外观。耐酸性介质、抗高温氧化的特点可以使得分离片35适应大多数不同的生产环境,保证了分离片35的使用寿命和使用强度。
47.在本实用新型一实施例中,如图1所示,所述上模11开设有注塑孔111,所述注塑孔111贯穿所述上模11,并连通所述注塑腔15b。
48.注塑孔111连通注塑腔15b,注塑孔111贯穿上模11,发泡材料可从注塑孔111注入到注塑腔15b内,进而形成发泡产品,如此设置,方便了发泡材料的注入,提高了生产效率。
49.进一步地,注塑孔111位于上模11外侧的开口端部呈扩口状,扩口状的开口有利于注塑孔111与注塑机的对接,可以起到导向的作用,提高了注塑孔111与注塑机对接的效率,进而提高了生产效率
50.在本实用新型一实施例中,如图1、图2所示,所述上模11靠近所述下模13的一侧设
有凸起113,所述下模13靠近所述上模11的一侧设有第一凹槽131,所述凸起113卡合于所述第一凹槽131内。
51.上模11上设有凸起113,下模13上设有第一凹槽131,凸起113卡合于第一凹槽131,凸起113与第一凹槽131的卡合,一方面起到了紧密连接的作用,保证了上模11和下模13的紧密连接,防止了二者之间的相对移动;另一方面起到了导向的作用,当上模11与下模13连接时,第一凹槽131对于凸起113起到了引导的作用,引导凸起113与第一凹槽131的对接,进而引导上模11和下模13的连接,达到了上模11和下模13快速对接以及精准对接的效果,提高了上模11和下模13的连接效率,并且防止二者对接偏移引起的模腔15a的变形,提高了发泡产品的质量。
52.进一步地,凸起113和第一凹槽131的数量可以为多个,多个凸起113和第一凹槽131分别设于上模11和下模13的不同边缘,一凸起113与一第一凹槽131对应卡合,多个凸起113和第一凹槽131的设置,增强了上模11和下模13快速对接以及精准对接的效果,提高了上模11和下模13的连接效率,并且防止二者对接偏移引起的模腔15a的变形,提高了发泡产品的质量。
53.在本实用新型一实施例中,如图1、图3、图4所示,所述下模13靠近所述上模11的一侧设有第二凹槽133,所述第二凹槽133连通所述下模13的边缘和所述模腔15a。
54.下模13靠近上模11的一侧设置有第二凹槽133,第二凹槽133的底部呈阶梯状设置,第二凹槽133从下模13的边缘延伸至模腔15a,第二凹槽133的设置,操作者可以利用工具伸入第二凹槽133内,翘起芯模30进而实现芯模30和模具10的分离,添加了模具10对于芯模30分离的受力点,方便了芯模30与模具10的分离,提高了分离效率。
55.进一步地,第二凹槽133的数量为多个,一第二凹槽133对应设置与芯模30的一端向连接,多个不同方向对应连接模腔15a,更加提高了分离效率,提高了生产效率。
56.在本实用新型一实施例中,如图4所示,所述模具10还包括合页17,所述合页17的一端连接所述上模11,另一端连接所述下模13,以使所述上模11和所述下模13转动打开。
57.合页17一边固定在上模11上,另一边固定在下模13上,使得上模11和下模13可以转动开启,一方面可以保持上模11和下模13的对接位置,保证了上模11和下模13的精准对接,另一方面保持上模11和下模13一直与合页17连接,固定了上模11或下模13的转动位置,能快速地将上模11盖合于下模13上,提高了生产效率,能适应批量工作。
58.进一步地,合页17可以为不锈钢材质,合页17用不锈钢制成,耐锈耐磨,拆卸方便。合页17具有适应性强、耐用性强、便捷性高的优点,提高了合页17的使用寿命。
59.进一步地,如图1所示,模具10还包括有锁扣19,锁扣19是用来扣紧两个物品的物件。锁扣19一般指扣式固件,一般由活动部分和固定部分构成,在本实施例中,配合合页17的使用,活动部分设于上模11上,固定部分设于下模13上,通过活动部分与固定部分的结合与分离达到上模11和下模13的关闭与开启,使得上模11和下模13连接具有良好的紧密性,保证上模11和下模13的连接紧密以及模腔15a的密封性,提高了发泡产品的质量和外观完整性。
60.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的发明构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1