喷嘴组件的制作方法
1.本实用新型属于用于注塑工艺的衬套技术领域,涉及一种喷嘴组件。
背景技术:
2.模具在注塑时,注塑机通过一个或多个注射喷嘴将熔融材料注入模具内,注塑喷嘴的开启和关闭通过由执行机构控制的阀针控制,现有技术中,为了保证塑料材料具有良好的流动性,需要为熔融材料提供高温的流动环境,因此喷嘴的端部采用具有良好导热性的材料制成,但导热性较好的材料常会存在硬度不够,磨损性差、易变形的问题,另一方面,如果在喷嘴嘴芯使用的材料是高硬度的材料,那么热导性可能会受到负面影响,而采用既具有良好的导热性和高硬度、高耐磨的材料又会对喷嘴的成本造成较大的影响。
3.为了克服现有技术的不足,人们经过不断探索,提出了各种各样的解决方案,如中国专利公开了一种热嘴组件及热流道系统 (公开(公告)号:cn112895334a),[申请号:202110346720.3],包括沿纵轴线延伸的热嘴、阀针、及位于所述热嘴内侧的嘴尖装置,所述热嘴定义了第一流道,所述嘴尖装置定义了与第一流道相连通的第二流道和与所述第二流道相连通的浇口,所述阀针沿纵轴线可移动地设于所述第一流道和第二流道内以打开或关闭所述浇口,所述嘴尖装置包括与所述热嘴相接触的上嘴尖和定义了所述浇口的下嘴尖,所述下嘴尖的硬度大于所述上嘴尖的硬度,所述下嘴尖的热导率小于所述上嘴尖的热导率,所述上嘴尖和下嘴尖不可拆卸地一体设置,但也存在上述问题。
技术实现要素:
[0004]
本实用新型的目的是针对上述问题,提供一种喷嘴组件。
[0005]
为达到上述目的,本实用新型采用了下列技术方案:
[0006]
一种喷嘴组件,包括嘴芯和设置在嘴芯外围的衬套,所述的嘴芯和衬套之间设有由耐磨材料制成的可拆卸的镶件,所述的镶件上设有轴向贯穿镶件的轴向通孔,所述的轴向通孔上端与嘴芯的第一通道连通。
[0007]
在上述的喷嘴组件中,所述的衬套下端设有衬套延伸段,在衬套延伸段上设有第二通道,所述的第二通道与第一通道之间设有所述镶件。
[0008]
在上述的喷嘴组件中,所述的第二通道内端上设有内台阶,所述的镶件下端抵靠在内台阶上,上端抵靠在嘴芯下端上。
[0009]
在上述的喷嘴组件中,所述的镶件外壁上设有能够与内台阶配合的外台阶,且镶件下端向下延伸与衬套延伸段外端平齐或超出衬套延伸段外端。
[0010]
在上述的喷嘴组件中,所述的衬套延伸段与衬套连为一体。
[0011]
在上述的喷嘴组件中,所述的嘴芯下端和/或镶件上端设有环形凸起。
[0012]
在上述的喷嘴组件中,所述的轴向通孔上设有内径由中部至上端逐渐变大的圆锥孔,所述的圆锥孔上端内径大于或等于第一通道下端内径。
[0013]
在上述的喷嘴组件中,所述的圆锥孔上端与镶件上端面之间设有环形倾面。
[0014]
在上述的喷嘴组件中,所述的镶件包括硬质合金、陶瓷或锆中的任意一种材料制成。
[0015]
在上述的喷嘴组件中,所述的第一通道、轴向通孔和第二通道同轴心设置。
[0016]
与现有的技术相比,本实用新型的优点在于:
[0017]
1、注塑机能够将熔融材料注入到第一通道内,第一通道内的熔融材料能通过镶件内的轴向通孔注入模具内,阀针能在镶件内的轴向通孔中滑动从而能够控制喷嘴的开启或关闭,通过设置由耐磨材料制成的镶件能使阀针和衬套无接触从而能够解决现有衬套耐磨性较差的问题,且由于衬套由常规导热材料制成能够为第一通道内的熔融材料提供热量。
[0018]
2、由于衬套能够为熔融材料传递热量,因此对镶件材料的导热性要求较低,且镶件的体积相较于衬套较小,因此不会对喷嘴整体的成本造成较大的影响。
[0019]
3、镶件可拆卸设置能便于对镶件进行更换维护。
[0020]
本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
[0021]
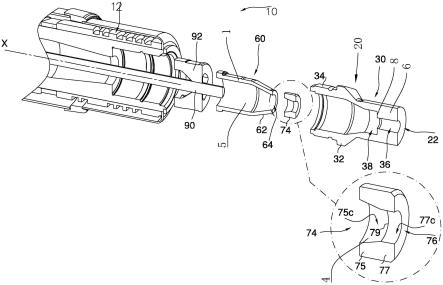
图1是实施例一的局部爆炸示意图;
[0022]
图2是实施例一的装配图;
[0023]
图3是实施例二的局部爆炸示意图;
[0024]
图4是实施例二的装配图。
具体实施方式
[0025]
实施例一
[0026]
如图1和图2所示,一种喷嘴组件,包括嘴芯1和设置在嘴芯1外围的衬套20,所述的嘴芯1和衬套20之间设有由耐磨材料制成的可拆卸的镶件74,所述的镶件74上设有轴向贯穿镶件 74的轴向通孔4,所述的轴向通孔4上端与嘴芯1的第一通道5 连通。
[0027]
本实施例中,注塑机能够将熔融材料注入到第一通道内,第一通道内的熔融材料能通过镶件内的轴向通孔注入模具内,阀针能在镶件内的轴向通孔中滑动从而能够控制喷嘴的开启或关闭,通过设置由耐磨材料制成的镶件能使阀针和衬套无接触从而能够解决现有衬套耐磨性较差的问题,且由于衬套由常规导热材料制成能够为第一通道内的熔融材料提供热量;
[0028]
其次,由于衬套能够为熔融材料传递热量,因此对镶件材料的导热性要求较低,且镶件的体积相较于衬套较小,因此不会对喷嘴整体的成本造成较大的影响。
[0029]
镶件74可拆卸设置能便于对镶件进行更换。
[0030]
优选地,结合图1和图2所示,衬套20下端设有衬套延伸段 6,在衬套延伸段6上设有第二通道7,所述的第二通道7与第一通道5之间设有所述镶件74。由于衬套延伸段6必须经常根据模具型腔形状制造,因此用非常坚硬的材料生产整个衬套不仅不经济,而且制造难度极大。
[0031]
优选地,衬套延伸段6设置在衬套的端部且具有用于输出熔融材料的第二通道,因此,衬套延伸段6有一定的厚度,可以在需要时重新加工有一定的厚度,可以在需要时重新
加工。
[0032]
衬套的另一个优点是,根据需要(这允许根据不同的形状塑造前表面),衬套延伸段保持使用易于加工的材料。
[0033]
具体地说,结合图1-图2所示,第二通道7内端上设有内台阶8,所述的镶件74下端抵靠在内台阶8上,上端抵靠在嘴芯1 下端上。
[0034]
优选地,结合图1-图2所示,轴向通孔4上下两端分别与第一通道5和第二通道7连通。
[0035]
喷嘴10通常组装在组成模具的一个或多个模板内,它被固定在一个用于熔融塑料的分流板上(未显示),它由一个以尾部安装衬套20的主体12组成。在另一端,喷嘴固定在一个分流板上。
[0036]
在喷嘴10内,阀针90可以沿x轴向移动,用于打开和关闭衬套20的喷嘴22,允许或限制熔融材料流向模具型腔。为了更好地引导阀针90,在喷嘴体12内有一个可选的定心环92。
[0037]
衬套20由两个同轴组装的件组成:一个外部元件(或衬套)30 和一个内部元件60。外部元件30有一个圆锥形的空腔(沿x轴方向),并由一个圆柱体32组成,在它的末端有螺纹34与喷嘴12 配合,它的头部是喷嘴孔36,用于通过熔融材料。喷嘴36的通孔的端部优选为圆柱形,以便更好地与模具接触,并具有更多的质量(更好的消散)。
[0038]
第一通道5具有锥形形状,并且它由一个锥形点62与一个孔 64组成,用于将熔融材料导向中心贯穿孔36。镶件74装配对齐到通孔36,它被放置在锥形点62和通孔36的入口之间。
[0039]
所述镶件74由朝向孔64的部分75和与前一部分同轴的第二部分77的连接组成,第二部分77朝向通孔36,其内部有圆柱形空腔
[0040]
第一部件75定义了一个圆锥形的内腔75c,而第二部件77 拥有一个圆柱形的内腔77c,与腔75c同轴。腔76是两个腔 75c-77c之间的连接,因此它是锥形的,并且有一个环形边缘79 对应于两个腔之间的连接。
[0041]
在衬套20中,镶件74占据了在外部元件30的一端制作的内框38和通孔36的入口。所述内框38的直径大于所述通孔36,从而所述通孔76形成通孔36的一部分。特别是,镶件74的部分 75,即具有腔75c的部分,是最接近(并且最好与)锥形点62接触的部分。这样,孔64可以与锥形腔75c相通,圆柱形腔77c可以直接与中心孔36相同。
[0042]
装配的衬套(图2)需要表面62接触镶件74的部件75,都安装在外部元件30。此外,镶件74被放置在内框38内,并使面62 与外部组件30的内表面之间绝缘。具体地说,所述部分75可以以腔75c和所述孔64具有光滑接触的方式与所述点62配合。
[0043]
这种结构使得在硬化材料中,衬套的区域更容易受到磨损的影响.当阀销90向关闭位置移动时,受塑料材料对内壁挤压影响最大的区域确实是与边缘79相对应的圆锥形和圆柱形之间的通道区域。一段时间后,紧靠边缘79后,有损伤内表面75c(圆锥形)和77c(圆柱形)的风险,以后的磨损可以延伸更多。表面77c 非常重要,因为它会影响衬套20的正确封胶(避免塑料材料向模腔泄漏)。确实,当喷嘴关闭时(见图2),阀针90的末端占据腔体的整个圆柱形截面,直到通过(受限制的部分)镶件74。内孔 36没有被阀针90完全占据,而是被熔融的塑料材料填充。
[0044]
如果塑料材料中含有添加剂(如玻璃纤维、碳纤维等),则会增加磨损。
[0045]
有包括边缘79的镶件74,在过度磨损的情况下,可以只更换这个嵌件。此外,用非常坚硬的材料生产整个衬套20不仅不经济,而且是不可能的,因为末端22必须经常根据模具型腔形状制造,如果没有镶件74,就必须更换整个衬套20。
[0046]
实施例二
[0047]
实施例二和实施例一的结构和工作原理基本相同,其不同之处如图3和图4所示:
[0048]
具体地说,镶件74外壁上设有能够与内台阶8配合的外台阶 9,且镶件74下端向下延伸与衬套延伸段6外端平齐或超出衬套延伸段6外端。
[0049]
具体地说,衬套延伸段6与衬套连为一体。
[0050]
优选地,结合图3和图4所示,嘴芯1下端和/或镶件74上端设有环形凸起10。环形凸起能够提高嘴芯和镶件连接处的密封效果。
[0051]
具体地说,结合图3和图4所示,轴向通孔4上设有内径由中部至上端逐渐变大的圆锥孔11,所述的圆锥孔11上端内径大于或等于第一通道5下端内径。
[0052]
圆锥孔11上端与镶件74上端面之间设有环形倾面12。
[0053]
优选地,镶件74包括碳化钨、硬质合金、陶瓷或锆中的任意一种材料制成。如果塑料材料中含有添加剂(如玻璃纤维、碳纤维等),则会增加磨损。
[0054]
第一通道5、轴向通孔4和第二通道7同轴心设置。
[0055]
优选地,结合图3和图4所示,衬套上端抵靠在嘴芯1上端的限位环13上,所述的嘴芯上端连接有喷嘴15,喷嘴15外壁上设有能够与注塑机相连的外螺纹14。如前所述,衬套200由内部轴向组装的2个部件组成,其中包括外部元件230和内部元件 260。内部元件260基本上与内部元件60相似,除了锥形尖端262,它以一个近似不变(厚度)的部分266。外部元件230有一个孔(沿着x),它由圆柱形的232主体组成,该主体的末端为236。外部元件230与外部元件30因在末端部分236中获得的内框238的形状不同。这里腔238穿过塑料入口236它由互相紧挨的表面240 和242这两部分组成,彼此紧密相连,有递减的部分,在它们之间形成一个台阶。
[0056]
此外,在衬套200的内部,有一个环形或环形部分的镶件 274,按照镶件74用抗磨材料制成,该镶件具有一个贯穿腔276,阀针可以在其中滑动。所述镶件274由2部分275、277组成,其中275、277具有递减段,并在其外部形成一个台阶280。在内部,部件275具有一个圆锥腔275c,而部件277具有一个圆柱腔 277c,类似于镶件74。型腔275c、277c形成边缘279,类似于镶件74的边缘79。
[0057]
如图4所示,镶件274装配在内框238内靠近末端236处。装配的套管200要求部件266与镶件274的275部分的接触面相接触,两者都置于外部元件230的内部。所述镶件274置于所述内框238内,并将所述面262(即所述部件266)与所述外部组件230的内表面隔离开来。
[0058]
两个部分275,277具有相对于部分240,242的互补形状,而台阶244可以与台阶280相匹配。以这种方式,腔277构成了贯穿36的内壁,具体来说,275部分是最接近(和接触)点262的末端的元件。这样,266部分的64孔就可以与275c腔直接贯通。具体来说,通过在275c腔与64孔之间有平滑通道的方式,可以将275部分与266部分平滑连接。
[0059]
第一类所描述的优点也适用于第二类。另一个优点是,在第二种类型中,可以直接
向腔内注射,而不需要在通道的末端制造浇口36。如果边缘79,279不是锋利的边缘,也可能获得耐磨性,实际上,它们可以在腔体76,276之间平滑过渡。
[0060]
在这两种类型中,阀销90的点具有77c,277c腔的相同截面,以对应于这些腔的方式,阀销90可以密封,因此停止从中心孔 36的材料流动。75c和27c的腔更大,并且是锥形的,这样当阀针向后移动时,熔融的塑料就可以在77c、277c的腔内流动。
[0061]
更好的是,在这两种类型中,为了更好的稳定性,可以使外部元件30,230包括一个外表面圆柱形300,而内部元件60,260 具有一个外表面圆柱形310,并且这个圆柱形表面310与基本上是圆柱形300的内表面接触。
[0062]
本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1