一种防水卷材加工用覆膜装置的制作方法
1.本技术涉及防水卷材加工装置的技术领域,尤其是涉及一种防水卷材加工用覆膜装置。
背景技术:
2.防水卷材是一种以沥青材料为基层、由多种层结构和保护膜组成的复合材料。防水卷材的覆膜工序是防水卷材生产的重要步骤之一,防水卷材的覆膜工序的加工质量将会对防水卷材的整体质量产生较大影响。
3.目前,常见的防水卷材覆膜机在对防水卷材进行覆膜作业时,有时会出现保护膜与卷材本体脱离的现象,这导致防水卷材的防水性能受到了影响。
4.针对上述中的相关技术,发明人发现现有的覆膜机生产的防水卷材可能会出现保护膜与卷材本体脱离,存在着防水卷材覆膜品质不佳的缺陷。
技术实现要素:
5.为了提高防水卷材的覆膜品质,本技术提供一种防水卷材加工用覆膜装置。
6.本技术提供的一种防水卷材加工用覆膜装置采用如下的技术方案:
7.一种防水卷材加工用覆膜装置,包括固定安装在地面上的机座、设在机座上的薄膜辊、设在机座一端的卷材辊、设在机座上位于薄膜辊下方的压紧机构、设在机座上位于压紧机构和卷材辊之间的加热板、设在机座上远离卷材辊一端的收料辊和设在机座上位于薄膜辊和压紧机构之间的限位机构;所述限位机构包括设在机座上的支撑架和设在支撑架上的限位杆;所述支撑架与机座转动连接。
8.通过采用上述技术方案,机座对本技术其他部分结构起到支撑和限位的作用,为部分结构提供了安装位置,并能够将装置整体固定在了地面上,薄膜辊用于装载成卷的保护膜材料,卷材辊用于装载成卷的防水卷材,压紧机构用于将保护膜与防水卷材压紧,收料辊用于加工完毕的防水卷材的收集,加热板用于对防水卷材进行预加热,提高保护膜与卷材本体的贴合结构强度,限位机构用于调整保护膜相对位置,减小了保护膜在进入压紧机构前的与防水卷材的夹角,提升了覆膜质量。
9.可选的,限位杆上套设有软套筒,所述软套筒与限位杆转动连接。
10.通过采用上述技术方案,套设在限位杆上的软套筒能够有效减少保护膜与限位杆之间的摩擦,降低了保护膜在生产过程中的磨损消耗,提升了覆膜质量。
11.可选的,机座远离卷材辊的一端设有导向辊。
12.通过采用上述技术方案,机座上远离卷材辊一端设置的导向辊对经过压紧机构加工完毕的防水卷材起到导向和减少磨损的作用,进一步提升了防水卷材覆膜加工的质量。
13.可选的,压紧机构包括设在机座的固定辊、设在机座上的气缸和辊架与气缸伸缩端相连的压紧辊;所述压紧辊位于固定辊上方。
14.通过采用上述技术方案,固定辊和压紧辊能够配合并将保护膜压紧在防水卷材的
表面上,压紧辊辊架安装在气缸的伸缩端的结构设计使得使用者可以通过调节气缸伸缩的方式改变压紧机构的辊缝大小,以适应不同型号不同厚度的防水卷材的覆膜加工。
15.可选的,机座上设有张紧轮,所述张紧轮位于固定辊和加热板之间。
16.通过采用上述技术方案,安装在机座上的张紧轮对未经加工的防水卷材起到支撑和导向的作用,同时能够减小防水卷材与保护膜之间的夹角,提升了防水卷材覆膜质量。
17.可选的,加热板上设有防尘罩。
18.通过采用上述技术方案,加热板上的防尘罩对灰尘渣土起到阻挡作用,有利于避免经过加热的防水卷材上粘附灰尘,避免其对保护膜与防水卷材本体的贴合强度造成影响,进一步提升了防水卷材的覆膜质量。
19.可选的,薄膜辊包括穿设在机座上的辊轴和设在机座上的支撑板;所述支撑板与辊轴贴合,所述支撑板与机座铰接。
20.通过采用上述技术方案,辊轴用于装载保护膜卷,支撑板对辊轴提供了稳定的支撑,支撑板与机座铰接的结构设计令使用者可以将支撑板翻转至水平状态从而方便将保护膜卷装载到卷轴上,支撑板与机座铰接的结构设计对上料过程进行了优化,提高了整个覆膜工序的加工效率。
21.可选的,卷材辊上套设有限位套筒,所述限位套筒与卷材辊转动连接,所述限位套筒的内壁与卷材辊贴合,所述限位套筒的外径大于卷材外径。
22.通过采用上述技术方案,限位套筒安装在卷材辊上的防水卷材起到定位、限位的作用,降低了防水卷材的位置偏差,有利于避免保护膜与防水卷材错位的情况,限位套筒外径大于卷材外径的结构设计增大了限位套筒与防水卷材侧面的接触面积,有利于避免限位套筒对防水卷材造成挤压损坏,从而进一步提升了防水卷材的覆膜质量。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.本技术中的机座对本技术其他部分结构起到支撑和限位的作用,为部分结构提供了安装位置,并能够将装置整体固定在了地面上,薄膜辊用于装载成卷的保护膜材料,卷材辊用于装载成卷的防水卷材,压紧机构用于将保护膜与防水卷材压紧,收料辊用于加工完毕的防水卷材的收集,加热板用于对防水卷材进行预加热,提高保护膜与卷材本体的贴合结构强度,限位机构用于调整保护膜相对位置,减小了保护膜在进入压紧机构前的与防水卷材的夹角,提升了覆膜质量;
25.2.本技术中的辊轴用于装载保护膜卷,支撑板对辊轴提供了稳定的支撑,支撑板与机座铰接的结构设计令使用者可以将支撑板翻转至水平状态从而方便将保护膜卷装载到卷轴上,支撑板与机座铰接的结构设计对上料过程进行了优化,提高了整个覆膜工序的加工效率;
26.3.本技术中的限位套筒安装在卷材辊上的防水卷材起到定位、限位的作用,降低了防水卷材的位置偏差,有利于避免保护膜与防水卷材错位的情况,限位套筒外径大于卷材外径的结构设计增大了限位套筒与防水卷材侧面的接触面积,有利于避免限位套筒对防水卷材造成挤压损坏,从而进一步提升了防水卷材的覆膜质量。
附图说明
27.图1是本技术实施例公开的一种防水卷材加工用覆膜装置的正向视角结构示意
图。
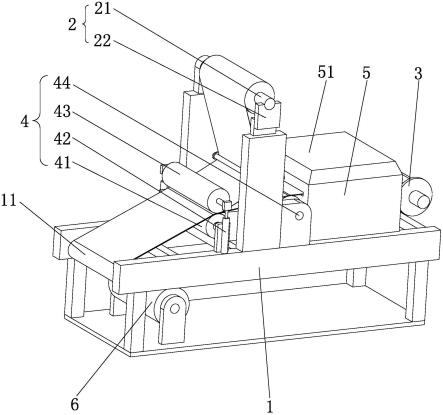
28.图2是本技术实施例公开的一种防水卷材加工用覆膜装置的侧向视角结构示意图。
29.图3是本技术实施例中限位机构的内部结构示意图。
30.附图标记说明:1、机座;11、导向辊;2、薄膜辊;21、辊轴;22、支撑板;3、卷材辊;31、限位套筒;4、压紧机构;41、固定辊;42、气缸;43、压紧辊;44、张紧轮;5、加热板;51、防尘罩;6、收料辊;7、限位机构;71、支撑架;72、限位杆;721、软套筒。
具体实施方式
31.以下结合附图1-3对本技术作进一步详细说明。
32.防水卷材覆膜是防水卷材生产工序的重要组成部分。实际生产中发现,防水卷材的保护膜与防水卷材本体脱离的情况时有发生,这对防水卷材的防水性能造成了一定影响。经过研究发现,在进行压紧之前,防水卷材保护膜与防水卷材的夹角过大造成了压紧力不足。防水卷材本身附着杂质也是影响贴合质量的因素之一。为了提升防水卷材的覆膜质量,本技术实施例提出了一种防水卷材加工用覆膜装置。
33.本技术实施例公开了一种防水卷材加工用覆膜装置。参照图1和图2,防水卷材加工用覆膜装置包括机座1、薄膜辊2、卷材辊3、压紧机构4、加热板5、收料辊6和限位机构7。其中,薄膜辊2、卷材辊3、压紧机构4、加热板5、收料辊6和限位机构7均安装在机座1上。卷材辊3位于机座1的一端,收料辊6位于机座1远离卷材辊3一端的下方,压紧机构4位于卷材辊3和收料辊6之间,薄膜辊2位于压紧机构4上方,加热板5位于压紧机构4和卷材辊3之间。
34.参照图1和图2,机座1通过多个地脚螺栓固定安装在地面上,机座1上远离卷材辊3的一端沿水平方向安装有一个导向辊11,导向辊11对经过加工的防水卷材起到了导向作用,减少了防水卷材与机座1之间的摩擦,同时增加了防水卷材经收料辊6收集前与空气的接触面积,优化了防水卷材的冷却效果,避免其在收料辊6上因热量堆积而熔化损坏。
35.参照图1和图2,薄膜辊2包括辊轴21和支撑板22。其中,辊轴21是一根穿设在机座1上的金属转轴,辊轴21与机座1转动连接。支撑板22可以是一块开设有半圆形缺口的金属板,缺口的直径大小与辊轴21的轴径一致。支撑板22与机座1铰接,当支撑板22处于垂直状态时,可以通过螺栓连接角铁的方式进行位置固定,从而对辊轴21提供支撑。
36.参照图1和图2,卷材辊3通过焊接的方式固定安装在机座1的一端,卷材辊3上还套设有一个限位套筒31。限位套筒31可以是一个空心金属圆筒,限位套筒31与卷材辊3转动连接。限位套筒31的内径与卷材辊3的外径一致,限位套筒31的外径大于卷材外径。
37.参照图1和图2,压紧机构4包括固定辊41、气缸42、压紧辊43和张紧轮44。其中,固定辊41和气缸42通过螺栓连接的方式固定安装在机座1上,压紧辊43的辊架与气缸42的伸缩端通过焊接或螺栓连接的方式固定连接,且压紧辊43位于固定辊41的正上方,张紧轮44位于机座1上固定辊41靠近加热板5的一侧,张紧轮44对经过加热的防水卷材起到了导向和支撑的作用。
38.参照图1和图2,加热板5通过螺栓连接的方式固定安装在机座1上,加热板5的正上方通过螺栓连接的方式安装有一个防尘罩51,防尘罩51对灰尘渣土起到阻隔作用,能够有效避免灰尘渣土附着在经过加热的防水卷材上。
39.参照图1和图2,收料辊6通过焊接的方式固定安装在机座1远离卷材辊3一端的下方,收料辊6的安装位置设计能够增加经过压紧的防水卷材与空气的接触面积,有利于防水卷材的散热和凝固硬化。
40.参照图2和图3,限位机构7包括支撑架71和限位杆72。其中,支撑架71是一个u形金属支架,支撑架71与机座1转动连接并通过螺母进行位置固定,限位杆72是一个实心金属圆杆,限位杆72固定安装在支撑架71上。限位杆72上套设有软套筒721,软套筒721可以是一个橡胶材质的空心圆柱套筒。软套筒721与限位杆72转动连接。
41.本技术实施例的一种防水卷材加工用覆膜装置的实施原理为:工作人员首先将待加工的防水卷材装载到卷材辊3上,并使防水卷材的一侧与限位套筒31紧密贴合,然后拉动防水卷材的一端从张紧轮44上方进入压紧辊43与固定辊41之间的辊缝中。然后将支撑板22翻转到水平位置,将保护膜卷装载到辊轴21上,再将支撑板22恢复至初始位置并使用螺栓连接角铁进行固定,拉动保护膜的一端从支撑架71和限位杆72之间的缝隙穿过并进入压紧辊43与固定辊41之间的辊缝中。开启加热板5进行一段时间的预加热后即可开启电机电源,然后将经过覆膜加工完成的防水卷材通过导向辊11的外侧固定在收料辊6上,即可开始对防水卷材进行覆膜加工。
42.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1