一种具有新型冷却机构的模具的制作方法
1.本实用新型涉及模具技术领域,更具体讲的是一种具有新型冷却机构的模具。
背景技术:
2.模具是工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需制件的各种模子和工具,模具是精密工具,形状复杂,承受坯料的胀力,对结构强度、刚度、表面硬度、表面粗糙度和加工精度都有较高要求,模具生产的发展水平是机械制造水平的重要标志之一,模具一般包括包括动模和定模两个部分,动模和定模可相互分合,当二者合拢时,可使坯料注入模具型腔成型为制件,在分离时,则可取出其中的制件。
3.在成型制件的过程中,模具中冷却机构包含的冷却水路用于控制型腔的温度,使得熔融状态的坯料能够快速成型,不仅起到缩短成型周期的作用,还能够减少制件毛边的产生,并防止制件的变形,如公开号为cn209036952u,专利名称为“一种环型冷却水路加冷却水井的模具冷却机构”的中国专利所示,其记载了包括定模侧在a板上设置多条第一c形水路。在每个第一c形水路的下方全周均匀分布多个第一冷却水井,每个第一c形水路的两个端头分别设有第一进水路和第一出水路。第一进水路和第一出水路穿出a板。动模侧在动模镶件上设置多条第二c形水路。在每个第二c形水路的上方全周均匀分布多个第二冷却水井,每个第二c形水路的两个端头分别设有第二进水路和第二出水路。第二进水路和第二出水路穿出b板。动模镶件设在a板的下方,此种方式布置的冷却水路虽能均匀分布在产品周围,起到很好的冷却效果,防止产品收缩变形,增加尺寸稳定性,但该结构在实际使用过程中,难以得到普及,由于部分模具的形腔中还设有镶件,镶件的位置根据制件而定,因此,镶件的存在使得冷却水路往往难以以环形的方式布置,临近镶件的位置处的冷却水路或需改道,或截断,进而造成型腔难以得到均匀的冷却,影响成型后制件的品质,因此急需发明一种能够解决上述问题的模具。
技术实现要素:
4.针对以上情况,为解决上述现有模具的冷却水路容易受到镶件设置方位的影响,造成冷却水路无法对型腔进行均匀的冷却,进而容易影响成型后制件的品质的问题,本实用新型的目的是提供一种能够消除镶件位置对冷却水路排布造成干涉的,使冷却水路能够对型腔进行充分冷却的,保证制件成型时不易变形,成型后表面光洁的模具。
5.为了实现上述目的,本实用新型的技术解决方案是:
6.一种具有新型冷却机构的模具,它包括上模座、下模座、上模芯、下模芯以及依次设置的浇注机构、导向机构、冷却机构和顶出机构,上模芯和下模芯中分别形成构成型腔的上型腔和下型腔,型腔中设有镶件,冷却机构包括上冷却系统和下冷却系统,上冷却系统和下冷却系统分别布置于上模芯和下模芯中,上冷却系统和下冷却系统均包括多段外围管网,外围管网位于镶件周侧的部分通过桥接构件连通。
7.作为优选的是,上冷却系统和下冷却系统所包含的外围管网数量分别为三组和两
组。
8.作为优选的是,外围管网包括入水管、出水管、导水管和冷却主管,入水管与上模座/下模座上的入水口连接,出水管与出水口连接,导水管垂直设置于上模芯/下模芯中,并与入水管和出水管连接,冷却主管设于上模芯/下模芯中,并与连接入水管和出水管的导水管连接。
9.作为优选的是,外围管网包括冷却支管,冷却支管与冷却主管连通,冷却支管斜向布置,并延伸至相邻两镶件之间的垂直位上,且冷却支管通过桥结构件与同一外围管网的冷却主管连接。
10.作为优选的是,桥接构件包括与冷却主管连接的第一供水支管和与冷却支管连通的第二供水支管,第一供水支管和第二供水支管通过主供水管连通。
11.作为优选的是,冷却主管包括多段,各段冷却主管间连接有水井。
12.作为优选的是,各水井根据成型后制件外表面的起伏配置为不同的深度。
13.作为优选的是,上模芯/下模芯与导水管间设有防渗水的第一密封圈。
14.作为优选的是,上模芯/下模芯与水井间设有防渗水的第二密封圈。
15.与现有技术相比,本实用新型的优点在于:
16.外围管网位于镶件周侧的部分通过桥接构件连通,冷却水注入外围管网后,即可自镶件一侧的外围管网部分通过桥接构件流向另一侧的外围管网部分,不仅消除了镶件的影响,保证了冷却水在外围管网中能够得到循环,还能够使两镶件之间的形腔部分得到冷却,避免成型后该区域所对应的制件部分产生毛边和形变,保证成型后制件外表面的光洁度,使得所得制件的品质大大提高。
附图说明
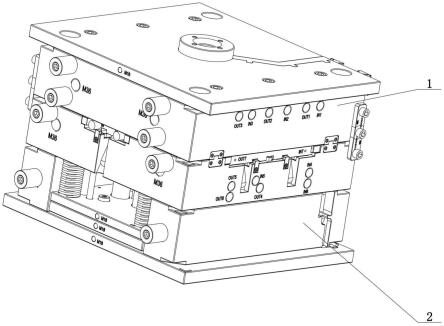
17.图1是本实用新型模具的整体结构示意图;
18.图2是本实用新型模具上模的整体结构示意图;
19.图3是本实用新型模具下模的整体结构示意图;
20.图4是本实用新型模具上冷却系统位于上模芯外的结构示意图;
21.图5是本实用新型模具上冷却系统的结构示意图;
22.图6是本实用新型模具冷却机构中桥结构件及其附近管路的放大结构示意图;
23.图7是本实用新型模具上冷却系统的俯视状态结构示意图;
24.图8是本实用新型模具下冷却系统位于下模芯外的结构示意图;
25.图9是本实用新型模具下冷却系统的结构示意图。
26.如图所示:
27.1、上模座;2、下模座;3、上模芯;301、上型腔;4、下模芯;401、下型腔;5、镶件;6、入水管;7、出水管;8、导水管;9、冷却主管;10、冷却支管;11、第一供水支管;12、第二供水支管;13、主供水管;14、水井;15、第一密封圈;16、第二密封圈。
具体实施方式
28.下面结合附图和具体实施例对本实用新型作进一步详细说明。
29.在本实用新型的描述中,需要说明的是,术语“上”,“下”,“左”,“右”,“内”,“外”等
指示的方位或位置关系为基于附图所示的方位或位置关系,或是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于简化描述,而不是指示或暗示该方位是必须具有的特定的方位以及特定的方位构造和操作,因此不能理解为对本实用新型的限制。
30.如图1至图5,以及图8和图9所示,一种具有新型冷却机构的模具,它包括上模座1、下模座2、上模芯3、下模芯4以及依次设置的浇注机构、导向机构、冷却机构和顶出机构,要提及的是,上述的浇注机构、导向机构、冷却机构和顶出机构均为现有模具中所有的机构,故具体结构不再一一赘述,上模芯3和下模芯4中分别形成构成型腔的上型腔301和下型腔401,型腔中设有镶件5,上模座1和上模芯3共同构成本实用新型模具的上模,下模座2和下模芯4则对应构成本实用新型模具的下模,上模芯3下模芯4中分别形成构成成型制件型腔的上型腔301和下型腔401,型腔中还设有镶件5,冷却机构包括上冷却系统和下冷却系统,上模芯3和下模芯4中均开设有纵横交错的冷却流道,上冷却系统和下冷却系统分别布置于上模芯3和下模芯4中的冷却流道中,在制件成型的过程中能够分别对上模芯3和下模芯4进行降温,进而降低上型腔301和下型腔401中的温度,即降低整个型腔的温度,上冷却系统和下冷却系统均包括多段外围管网,外围管网中供冷却水通过,冷却水通过外围管网时,温度较高的上模芯3和下模芯4将温度传递至冷却水,使冷却水的温度升高,同时使型腔中的温度降低,受到镶件5位置的影响,使得外围管网需要避开镶件5布置,即布设于镶件5的外侧,故使得外围管网无法按照特定的走向布置,特别对于距离较近的相邻两个镶件5之间所对应的型腔部分则难以得到冷却,故容易使该区域中的制件部分发生形变,本实用新型中,外围管网位于镶件5周侧的部分通过桥接构件连通,冷却水注入外围管网后,即可自镶件5一侧的外围管网部分通过桥接构件流向另一侧的外围管网部分,不仅消除了镶件5的影响,保证了冷却水在外围管网中能够得到循环,还能够使两镶件5之间的形腔部分得到冷却,避免成型后该区域所对应的制件部分产生毛边和形变,保证成型后制件外表面的光洁度,使得所得制件的品质大大提高。
31.进一步的,上冷却系统和下冷却系统所包含的外围管网数量分别为三组和两组,同时将上冷却系统和下冷却系统中的外围管网数量布置多组,可使得上型腔301和下型腔401能够得到充分的冷却。
32.如图4至图9所示,外围管网包括入水管6、出水管7和导水管8和冷却主管9,上模座1和下模座2的外表面上均开设有与入水管6和出水管7等数的入水口和出水口,每一组外围管网均包括一个入水口和一个出水口,基于上冷却系统和下冷却系统分别包括的外围管网数量,上模座1的外表面上开设有三个入水口和三个出水口,相应的,下模座2的外表面上则开两个入水口和两个出水口,外围管网包括的入水管6和出水管7分别与入水口和出水口连接,入水管6和出水管7背离入水口和出水口的一端则均连接有导水管8,导水管8以垂直的方式设置,导水管8的另一端则进入上模芯3/下模芯4的冷却流道中,冷却主管9设于上模芯3/下模芯4中的冷却流道中,并与连接入水管6和出水管7的导水管8连接,从而将冷却水自上模座1/下模座2的入水口通入后,冷却水依次进过入水管6、导水管8、冷却主管9并经过出水管7和出水口向外排出,使得温度升高后的冷却水能够被及时的排出至上模芯3和下模芯4外,进而使新的冷却水能够再次经入水口进入至上模芯3和下模芯4中。
33.如图5至图7所示,外围管网包括冷却支管10,冷却支管10与冷却主管9连通,冷却支管10斜向布置,并延伸至相邻两镶件5之间的垂直位上,斜向布置的冷却支管10能够自两
镶件5的一侧径直穿过之间的部分至另一侧,之后通过桥结构件与镶件5外围的同一外围管网的冷却主管9连接,从而使得布置于镶件5周围的外围管网能够构成循环的水路。
34.如图5至图7所示,桥接构件包括与冷却主管9连接的第一供水支管11和与冷却支管10连通的第二供水支管12,第一供水支管11和第二供水支管12均与所连的冷却主管9垂直布置,第一供水支管11和第二供水支管12通过主供水管13连通,从而使镶件5两侧的冷却主管9连通,当冷却水通过一侧的主供水管13后,能够依次通过第一供水支管11、主供水管13和第二供水支管12至另一侧的主供水管13,并最终至出水管7和出水管7中通出上模芯3和下模芯4外,实现冷却水的循环。
35.如图4至图9所示,冷却主管9包括多段,各段冷却主管9间连接有水井14,水井14的设置能够增加整个外围管网的储水量,即能够存储到更多的冷却水,同时水井14也能够对位于其下方/上方区域的形腔进行冷却,进而提高整个冷却机构的冷却效果。
36.进一步的,各水井14根据成型后制件外表面的起伏配置为不同的深度,由于制件的外表面并非平直面,基于上述设置,能够保证制件各个区域均能够得到有效的冷却。
37.如图4至图9所示,上模芯3/下模芯4与导水管8间设有防渗水的第一密封圈15,第一密封圈15的设置,能够防止因进水和出水时的水压过大,造成导水管8和上模芯3/下模芯4之间渗水,提高整个冷却机构的密封效果。
38.如图4至图9所示,上模芯3/下模芯4与水井14间设有防渗水的第二密封圈16,第二密封圈16的设置,则能够避免水压冲破水井14造成外泄,进一步提高整个冷却机构的密封效果。
39.结合图1至图9,本实用新型的模具在成型制件的过程中,可以通过冷却水有效地降低型腔的温度,冷却水首先通过上模座1/下模座2上的入水口进入上冷却系统/下冷却系统外围管网的入水管6中,冷却水之后经过导水管8进入冷却主管9中,之后进一步通过各水井14和冷却主管9,再进入与出水管7连接的导水管8中,最终自出水管7和出水口向外排出,布设于镶件5周围的外围水网,在冷却水通过镶件5一侧的冷却主管9后,能够自冷却支管10中通过,并进一步通过桥接构件至另一侧的冷却主管9中,最后再次经过与出水管7连接的导水管8,并自出水管7和出水口向外排出,从而对整个型腔进行全面的冷却,保证制件能够按照预定周期成型,并且有效的避免成型后的制件表面出现毛边和变形,使得制件具有较高的品质。
40.上述实施例和说明书中描述的只是说明本实用新型的原理和最佳实施例,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1