三维物体成型装置的制作方法
1.本技术涉及3d打印技术领域,具体涉及一种三维物体成型装置。
背景技术:
2.三维物体的成型方法主要是获取三维物体的数字模型,并对该数字模型进行切片分层,以及对每个切片层进行数据处理和转换从而得到每个切片层的打印数据,打印装置根据切片层的打印数据进行逐层打印并叠加制造出三维物体。
3.现有的三维物体成型方法包括喷墨打印技术和粉末与喷墨打印相结合的技术。粉末与喷墨打印相结合的技术为在粉末材料层上,打印头根据三维物体的层打印数据选择性喷射液体材料形成切片层,逐层叠加形成三维物体。其中,粉末材料层加热时,多个加热元件发出的光线可能会产生重叠,使得加热元件的能量难以均匀地到达粉末材料层,可能出现粉末材料层中心区域的能量较大,边缘部分的能量较小的现象,导致粉末材料层温度场分布不均匀,如果温度场梯度过大,导致材料体积收缩不一致,易使三维物体出现变形、翘曲和开裂现象,严重影响三维物体的成型质量。
技术实现要素:
4.为了克服上述现有技术存在的问题,本技术的主要目的在于提供一种能够保证加热组件发出的光线的能量密度均匀、使得被照射的粉末材料层受热均匀、避免三维物体出现变形、翘曲和开裂现象的三维物体成型装置。
5.为了实现上述目的,本技术具体采用以下技术方案:
6.本技术提供一种三维物体成型装置,所述三维物体成型装置包括:
7.成型平台,所述成型平台用于承载粉末材料层;
8.加热组件,所述加热组件包括加热部件、反射罩和半透半反镜,所述加热部件设置于所述成型平台的上方,用于加热所述粉末材料层,所述反射罩设于所述加热部件的上方,所述半透半反镜设于所述加热部件的下方,所述反射罩和所述半透半反镜用于将所述加热部件发出的光线转为射向所述粉末材料层的平行光线,及控制照射在所述粉末材料层的光线的能量密度。
9.在一些实施例中,所述反射罩的反射面为抛物面,所述加热部件位于所述抛物面的焦点处。
10.在一些实施例中,所述半透半反镜为一种在光学玻璃上镀制半反射膜,以改变入射光束原来的透射和反射比例的光学元件。
11.在一些实施例中,所述半透半反镜为凸透镜,所述加热部件位于所述凸透镜的焦点处。
12.在一些实施例中,所述加热部件为发光二极管、激光二极管、单色灯、紫外灯、红外灯和微波发射器中的一种或多种。
13.在一些实施例中,所述三维物体成型装置还包括供粉组件,所述供粉组件用于向
所述成型平台供应粉末材料。
14.在一些实施例中,所述供粉组件包括储粉器和升降器,所述储粉器用于容纳粉末材料,且所述储粉器包括围板和支撑板,所述支撑板可活动地连接于所述围板,所述升降器连接于所述支撑板,用于驱动所述支撑板在第一方向上移动。
15.在一些实施例中,所述供粉组件还包括铺粉器,所述铺粉器设置于所述储粉器的上部,用于将所述储粉器中的粉末材料铺展至所述成型平台,以形成粉末材料层。
16.在一些实施例中,所述三维物体成型装置还包括升降机构,所述升降机构连接于所述成型平台,用于驱动所述成型平台在第一方向上移动。
17.在一些实施例中,所述三维物体成型装置还包括材料分配部件和固化组件,所述材料分配部件用于根据层打印数据,在所述粉末材料层上施加液体材料,所述固化组件用于加热施加液体材料后的粉末材料层,以形成三维物体的固化层。
18.在一些实施例中,所述三维物体成型装置还包括控制器和温度监控器,所述温度监控器用于监测所述粉末材料层的温度,所述控制器用于根据所述温度监控器反馈的信息控制所述加热组件和/或所述固化组件提供的能量大小。
19.本技术的三维物体成型装置包括成型平台和加热组件,成型平台用于承载粉末材料层,加热组件包括加热部件、反射罩和半透半反镜,加热部件设置于成型平台的上方,用于加热粉末材料层,反射罩设于加热部件的上方,半透半反镜设于加热部件的下方,反射罩和半透半反镜用于将加热部件发出的光线转为射向粉末材料层的平行光线,及控制照射在粉末材料层的光线的能量密度。相比于现有技术,本技术通过改变发出光线的照射方向和角度,使得漫反射光线变成平行光线,减少或消除发出的光线重叠,且通过调节光线的能量密度,保证加热组件发出的光线的能量密度均匀,使得被照射的粉末材料层受热均匀,从而达到粉末材料层温度均匀分布,避免三维物体出现变形、翘曲和开裂等现象,保证三维物体的成型质量。
附图说明
20.图1为本技术实施例提供的加热组件及成型平台的结构示意图。
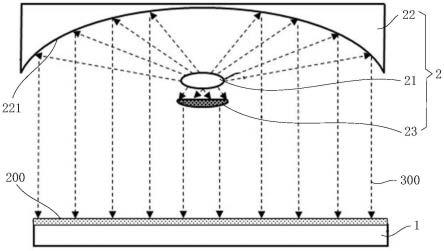
21.图2为本技术另一实施例提供的多个加热组件及成型平台的结构示意图。
22.图3为本技术实施例提供的三维物体成型装置的部分结构示意图。
23.图4为本技术实施例提供的三维物体成型装置的另一部分结构示意图。
24.附图标识:
25.1、成型平台;2、加热组件;21、加热部件;22、反射罩;221、反射面;23、半透半反镜;3、供粉组件;31、储粉器;311、围板;312、支撑板;32、铺粉器;33、升降器;4、升降机构;5、材料分配部件;6、固化组件;7、控制器;8、导轨;100、三维物体成型装置;200、粉末材料;300、光线。
具体实施方式
26.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
27.在本技术的描述中,除非另有明确的规定和限定,术语“第一”、“第二”仅用于描述的目的,而不能理解为指示或暗示相对重要性;除非另有规定或说明,术语“多个”是指两个或两个以上,术语“多种”是指两种或两种以上;术语“连接”、“固定”等均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接,或电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
28.本说明书的描述中,需要理解的是,本技术实施例所描述的“上”、“下”等方位词是以附图所示的角度来进行描述的,不应理解为对本技术实施例的限定。此外,在上下文中,还需要理解的是,当提到一个元件连接在另一个元件“上”或者“下”时,其不仅能够直接连接在另一个元件“上”或者“下”,也可以通过中间元件间接连接在另一个元件“上”或者“下”。
29.参照图1所示,图1为本技术实施例提供的加热组件及成型平台的结构示意图。该三维物体成型装置100包括成型平台1和加热组件2,成型平台1用于承载粉末材料层,加热组件2设置于成型平台1的上方,用于加热粉末材料层。具体地,加热组件2包括加热部件21、反射罩22和半透半反镜23,加热部件21设置于成型平台1的上方,用于加热粉末材料层。反射罩22罩设于加热部件21的上方,半透半反镜23设于加热部件21的正下方,反射罩22和半透半反镜23用于将加热部件21发出的光线转为射向粉末材料层的平行光线300,且半透半反镜23还能调节加热部件21发出的至少部分光线的能量密度,从而控制照射在粉末材料层的光线的能量密度。
30.在该三维物体成型装置100的工作过程中,加热部件21发出的一部分光线经过反射罩22的反射后平行地射向成型平台1,加热部件21发出的另一部分光线则避开反射罩22而直接经过半透半反镜23的透射后平行地射向成型平台1。即,从加热部件21发出的各个方向的光束最终均能够平行地射向成型平台1,从而避免射向成型平台1的光线产生发散现象,减少加热部件21发出光线的重叠,大幅提升光线的平行性。
31.进一步地,反射罩22将加热部件21发出的向上的光线反射为照射向成型平台1的平行光线300。半透半反镜23将加热部件21发出的向下的光线透射为照射向成型平台1的平行光线300。其中“向上的光线”并非仅仅包括竖直向上的光线,还可以包括倾斜向上的光线,即“向上的光线”还可以包括具有沿竖直方向上的分量的倾斜光线。“向下的光线”并非仅仅包括竖直向下的光线,还可以包括倾斜向下的光线,即“向下的光线”还可以包括具有沿竖直方向下的分量的倾斜光线。
32.现有技术中,由于加热组件2发射光线可能会产生重叠,粉末材料层中心接收的光线多于边缘区域,从而导致粉末材料层受热不均匀。本技术通过反射罩22和半透半反镜23改变加热部件21发出光线的照射方向和角度,使得漫反射光线变成平行光线300,减少或消除发出的光线重叠,且通过调节光线的能量密度,保证加热组件2发出的光线的能量密度均匀,使被照射的粉末材料层受热均匀,从而达到粉末材料层温度均匀分布,保证三维物体的成型质量。
33.在本实施例中,半透半反镜23是一种在光学玻璃上镀制半反射膜,以改变入射光束原来的透射和反射比例的光学元件,通过镀制膜层可以增强透射,加大光强,也可以增强反射,减少光强。其中,半透半反镜23也可以称为分光镜、分光片或半反半透镜,半透半反指
的是这个膜的透射率和反射率各占50%,当光线经过这个薄膜以后,其透过的光线和被反射回来的光线各占50%。当然,也可以根据具体需要而选择所需的反射率,可以更低或更高,统称为“半透半反”。因此,通过使用半透半反镜23可以控制加热部件21透射的光线,从而控制加热部件21发出的至少部分光线的能量密度。
34.在一些实施例中,半透半反镜23为凸透镜,凸透镜具有汇聚光线的作用,能够将加热部件21发出向下的发散光线经过半透半反镜23汇聚后,相互平行的射向成型平台1上。加热部件21设置在半透半反镜23的焦点处,使得加热部件21发出的向下的光线经过半透半反镜23透射后,能够相互平行的射出,从而保证射向成型平台1的光线的均匀性和平行性。
35.在一些实施例中,半透半反镜23可以为非球面透镜,使得加热部件21发出向下光线中的避让开反射罩22的一部分能够经过非球面透镜的透射后平行射出,且由于非球面透镜具有更佳的曲率半径,能够提高光线的均匀性的优点,因而能够显著地提高射向成型平台1光线的均匀度。在其它可能的实施方式中,非球面透镜还可以用球面透镜替代。
36.反射罩22的反射面221为抛物面,抛物面大体上形成为母线呈抛物线的面状结构,调整抛物面的弧度可以调控所反射的平行光线300的能量密度,因此,在应用中,抛物面的弧度可以根据实际需要的平行光线300的能量密度来设计。
37.加热部件21位于反射罩22的抛物面焦点处,“焦点”是指反射罩22的反射面221以抛物面为基准所形成曲面对应的抛物线焦点。由于抛物线的光学性质为:经过焦点的光线经抛物线反射后的光线平行于抛物线的对称轴,因此,加热部件21设于反射罩22的抛物面焦点处,可以使加热部件21发出的向上的光线经过反射罩22反射后,能够相互平行的射出,从而保证射向成型平台1的光线的均匀性和平行性。
38.在本实施例中,加热部件21可以为一个加热灯,或者是多个加热灯形成一组加热灯阵列,加热部件21可以为发光二极管(led)、激光二极管、单色灯、紫外灯、红外灯、微波发射器中一种或多种。具体选择哪种形式的加热部件21和液体材料的种类相关,当液体材料发生光聚合反应时,此时加热部件21提供辐射能如紫外光辐射,通过紫外光辐射引发液体材料发生光聚合反应;当液体材料发生热聚合反应时,此时加热部件21提供热能如红外灯,通过热能引发液体材料发生热聚合反应。且加热部件21的种类与反射罩22的种类相对应。当加热部件21选择为红外灯时,反射罩22对应选择为红外线反射罩22。
39.参照图2所示,图2为本技术另一实施例提供的多个加热组件及成型平台的结构示意图。在一些实施例中,加热组件2包括多个,多个加热组件2沿水平方向排布于成型平台1的上方,每个加热组件2均包括加热部件21、罩设于加热部件21上方的反射罩22以及位于加热部件21正下方的半透半反镜23,使得每个加热部件21发出的光线经过反射罩22和半透半反镜23作用后,均能相互平行向成型平台1射出。本技术通过多个加热组件2的设置,能够加热更大面积的粉末材料层。
40.参照图3所示,图3为本技术实施例提供的三维物体成型装置的部分结构示意图。该三维物体成型装置100还包括供粉组件3,供粉组件3用于向成型平台1供应粉末材料200。具体地,供粉组件3包括储粉器31、升降器33和铺粉器32。储粉器31包括围板311和支撑板312,支撑板312可活动地连接于围板311,组合形成能够用于容纳粉末材料200的部件。升降器33连接于支撑板312,用于驱动支撑板312在第一方向上(图3中的z方向)移动。铺粉器32设置于储粉器31的上部,用于将储粉器31中的粉末材料200铺展至成型平台1,以形成粉末
材料层。其中,铺粉器32可以为铺粉棍或刮板。
41.在本实施例中,仅设置有一个储粉器31,该储粉器31设置于成型平台1的一侧,以减少三维物体成型装置100的空间占用,不过由于单个储粉器31仅能在单个方向上供粉,因此,可能会降低成型效率。可以理解,在其他实施例中,也可以设置有多个储粉器31,多个储粉器31分别设置于成型平台1的各侧部,以从多个方向向成型平台1供粉,提高成型效率,或者,供粉组件3也可以设置于成型平台1的上方,其包括料斗和落料部件,落料部件设置于成型平台1的上方,料斗设置于落料部件的上方,使料斗输出的粉末材料200能够经落料部件落至成型平台1上,再通过铺粉器32铺平粉末材料200,以形成粉末材料层。
42.进一步地,三维物体成型装置100还包括升降机构4,该升降机构4连接于成型平台1,用于驱动成型平台1在第一方向上移动。
43.参照图4所示,图4为本技术实施例提供的三维物体成型装置的另一部分结构示意图。三维物体成型装置100还包括导轨8、材料分配部件5、固化组件6、温度监控器和控制器7。导轨8设置于成型平台1的上方,材料分配部件5和固化组件6可滑动地设置于导轨8,材料分配部件5为喷墨打印头,喷墨打印头可以为单通道打印头或多通道打印头,用于根据层打印数据,在粉末材料层上施加液体材料。固化组件6用于加热施加液体材料后的粉末材料层,以形成三维物体的固化层。温度监控器用于监测粉末材料层的温度,控制器7用于根据温度监控器反馈的信息控制加热组件2和/或固化组件6提供的能量大小。
44.其中,打印头的数量与所使用的液体材料的种类以及需要施加的液体材料的量有关,例如,液体材料包括不同颜色的功能材料时,不同颜色的液体材料通过不同的打印头或同一打印头的不同通道喷射。例如,当需要施加的液体材料的量较大,单个墨滴的体积不足以满足需求时,为了提高打印效率,可以同时使用多个打印头或多个通道喷射相同种类的材料。
45.在一些实施例中,固化组件6也可以包括反射罩和半透半反镜,使得照射的光线都能平行射向成型平台1。固化组件6可以选自紫外灯、红外灯、微波发射器、加热丝、加热片、加热板中的一种或多种。具体选择哪种形式的固化组件6和液体材料的种类相关。
46.以上所述,仅为本技术较佳的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应该以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1