一种具有镂空结构的成型模具的制作方法
1.本实用新型涉及成型模具技术领域,主要涉及一种具有镂空结构的成型模具。
背景技术:
2.现有的汽车配件只通过一组模具进行制造,一组模具只包括上模和下模,利用上模与下模之间形成的间隙注塑模具;在长久使用了之后,容易造成上模与下模之间连接不稳固、定位不精准,间隙容纳腔的位置尺寸出现误差,最后造成产品不合格,增加生产制造成本。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种汽车配件外形制造精准,整体刚度强的具有镂空结构的成型模具。
4.本实用新型所要解决的技术问题可以采用如下技术方案来实现:
5.一种具有镂空结构的成型模具,其特征在于,包括用于汽车配件一次注塑的第一模具、用于汽车配件二次定形的第二模具;所述第一模具的内部设置有多层镂空结构;所述第二模具包括内侧面形状与汽车配件外形相一致的上模组件、下模组件、设置在所述上模组件与下模组件之间的中模组件、卡设在所述上模组件的中内部的卡接组件;中内部卡接有所述卡接组件的所述上模组件、内侧表面与汽车配件的侧面形状相一致,所述上模组件、卡接组件、中模组件、下模组件一一紧密压合形成的间隙容纳腔,所述间隙容纳腔的外形与汽车配件的外形相一致。
6.在本实用新型的一个优选实施例中,所述第一模具包括内部具有双层镂空结构的第一模具主体、若干沿所述第一模具主体的上表面中部的长度方向均匀间隔竖直设置的定位块、若干设置在所述第一模具主体的两端周边的定位塔、设置在所述第一模具主体的长度方向两端上方的定位钩。
7.在本实用新型的一个优选实施例中,所述上模组件包括内部具有镂空结构的上模主体、一对设置在所述上模主体的上端面中部的长条凸模、一对设置在所述长条凸模的宽度方向两侧的上凹型腔、设置在所述上模主体周边的上安装件、设置在所述上凹型腔内的上定位件;
8.所述卡接组件整体呈一长方体状,所述卡接组件卡设在一对所述长条凸模之间;所述中模组件包括中模主体、设置在所述中模主体周边的中定位件、设置在所述中模主体的上中部的中长条凸模;所述中长条凸模与一对所述长条凸模、卡接组件的下表面互相匹配,所述中定位件与上定位件之间互相匹配连接、进而将所述中模组件固定在所述上模组件上;
9.所述下模组件包括下模主体、设置在所述下模主体的中部的下凹型腔、设置在所述下模主体周边的下安装件、设置在所述下凹型腔内的下定位件;所述下定位件与上定位件的互相匹配连接,所述下安装件与上安装件之间互相匹配连接、进而将所述上模组件固
定在所述下模组件上。
10.在本实用新型的一个优选实施例中,所述成型模具还包括用于汽车配件三次定形的第三模具,所述第三模具包括上表面形状与汽车配件一侧面相一致的第三下模组件、第三上模组件、设置在所述第三上模组件与第三下模组件之间的第三中模组件;所述第三中模组件的上表面与汽车配件的另一侧面形状相一致,所述第三上模组件、第三中模组件、第三下模组件一一紧密压合形成的间隙容纳腔,所述间隙容纳腔与汽车配件的厚度和外形相一致。
11.在本实用新型的一个优选实施例中,所述第三上模组件包括细腰型的第三上模主体、设置在所述第三上模主体的下端面中部的第三长条凹模、设置在所述第三上模主体周边的第三上安装件、若干设置在所述第三长条凹模的宽度方向两侧的第三上定位孔;
12.所述第三中模组件包括整体呈十字形的第三中模主体、若干竖直设置在所述第三中模主体上的第三中定位柱;若干所述第三中定位柱与第三上定位孔之间互相匹配连接、进而将所述第三中模组件固定在所述第三上模组件上;
13.所述第三下模组件包括细腰型的第三下模主体、设置在所述第三下模主体的上端面中部的第三长条凸模、设置在所述第三长条凸模的宽度方向两侧的第三下凹型腔、设置在所述第三下模主体周边的第三下安装件;所述第三下安装件与第三上安装件之间互相匹配连接、进而将所述第三上模组件固定在所述第三下模组件上。
14.本实用新型的有益效果是:一种具有镂空结构的成型模具,通过第一模具、第二模具逐渐注塑冲压成汽车配件,成型后的汽车配件的外形轮廓、尺寸等细节方面更加精准,防止中间部位出现小气泡、不结实的现象;第一模具的中部设置有双层镂空结构,方便在制造汽车配件时、均匀间隔向外流出注塑液,适用于总高度较高的汽车配件。
15.第二模具的上模组件通过在一对长条凸模之间卡设长方体状的卡接组件,使得上模组件的下表面与汽车配件的一侧面外形相一致,防止上模组件的中部因为长久使用出现有磨损塌陷的情况,提高了上模组件的整体刚度,保证了汽车配件外形制造精准。
16.第三模具通过先将第三中模组件固定在第三上模组件的内侧中部,再由第三中模组件的下表面与第三下模组件的上表面之间形成一与汽车配件外表面形状相一致的间隙容纳腔,模具组件之间的连接更加稳固。
附图说明
17.图1是本实用新型第一模具的结构示意图。
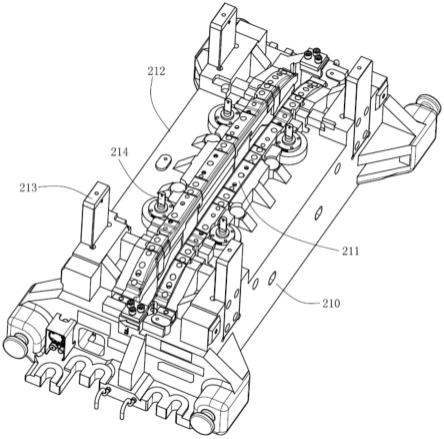
18.图2是本实用新型第二模具的上模组件的结构示意图。
19.图3是本实用新型第二模具的中模组件和卡接组件的结构示意图。
20.图4是本实用新型第二模具的下模组件的结构示意图。
21.图5是本实用新型第二模具的氮气压力组件的结构示意图。
22.图6是本实用新型第三模具的第三上模组件的结构示意图。
23.图7是本实用新型第三模具的第三中模组件和第三卡接组件的结构示意图。
24.图8是本实用新型第三模具的第三下模组件的结构示意图。
具体实施方式
25.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本实用新型。
26.参见图1至图8,图中给出的是一种具有镂空结构的成型模具,包括用于汽车配件一次注塑的第一模具100、用于汽车配件二次定形的第二模具;第一模具100的内部设置有多层镂空结构;第二模具包括内侧面形状与汽车配件外形相一致的上模组件210、下模组件230、设置在上模组件210与下模组件230之间的中模组件220、卡设在上模组件210的中内部的卡接组件240;中内部卡接有卡接组件240的上模组件210、内侧表面与汽车配件的侧面形状相一致,上模组件210、卡接组件240、中模组件220、下模组件230一一紧密压合形成的间隙容纳腔,间隙容纳腔的外形与汽车配件的外形相一致。通过第一模具、第二模具逐渐注塑冲压成汽车配件,成型后的汽车配件的外形轮廓、尺寸等细节方面更加精准,防止中间部位出现小气泡、不结实的现象。
27.第一模具100包括内部具有双层镂空结构的第一模具主体、若干沿第一模具主体的上表面中部的长度方向均匀间隔竖直设置的定位块110、若干设置在第一模具主体的两端周边的定位塔120、设置在第一模具主体的长度方向两端上方的定位钩130。第一模具的中部设置有双层镂空结构,方便在制造汽车配件时、均匀间隔向外流出注塑液,适用于总高度较高的汽车配件。第一模具的定位块110的纵截面呈一等腰梯形,在定位块110的中部沿第一模具长度方向设置有一方形定位孔,可用于吊装;定位塔120包括方形定位台、纵截面呈直角梯形的支撑块、下部竖立在支撑块的直角处的定位柱,定位柱的顶端向外倾斜;定位钩130的纵截面呈5字形,开口朝上。
28.上模组件210包括内部具有镂空结构的上模主体、一对设置在上模主体的上端面中部的长条凸模211、一对设置在长条凸模211的宽度方向两侧的上凹型腔212、设置在上模主体周边的上安装件213、设置在上凹型腔212内的上定位件214。长条凸模211的侧面呈一月牙形;上安装件213整体为一长方体块;上定位件214包括中部的长方体块、若干设置在长方体块侧边的三角形支撑块、设置在长方体块两端的圆盘、设置在圆盘上的半圆柱。
29.卡接组件240整体呈一长方体状,卡接组件240的宽度略小于一对长条凸模211之间的距离,卡接组件240卡设在一对长条凸模211之间;在卡接组件240的长方体两侧设置有若干长方片状的固定件。
30.中模组件220包括中模主体、设置在中模主体周边的中定位件222、设置在中模主体的上中部的中长条凸模221;中长条凸模221与一对长条凸模211、卡接组件240的下表面互相匹配,中定位件222与上定位件214之间互相匹配连接、进而将中模组件220固定在上模组件210上。长条凸模211的侧面形状呈一m字形,在长条凸模211的表面设置有若干依次连接的葫芦状的加强筋,在最两端的加强筋上垂直设置有圆锥台;中定位件222包括4组对称设置在角落的高空心圆柱、矮空心圆柱、矮圆柱。
31.下模组件230包括下模主体、设置在下模主体的中部的下凹型腔231、设置在下模主体周边的下安装件232、设置在下凹型腔231内的下定位件233;下定位件233与上定位件214的互相匹配连接,下安装件232与上安装件213之间互相匹配连接、进而将上模组件210固定在下模组件230上。下模主体的内部具有一层镂空结构;下安装件232为一长方体槽,在下模主体的下安装件232外侧边竖直设置有长方片,在下模主体的长度方向两端于下凹型
腔231外侧设置有一安装台,安装台的截面呈三角形、斜边向内倾斜;下定位件233包括若干长方体块、若干个大圆柱、竖直设置在大圆柱上的半小圆柱。
32.第二模具的上模组件通过在一对长条凸模之间卡设长方体状的卡接组件,使得上模组件的下表面与汽车配件的一侧面外形相一致,防止上模组件的中部因为长久使用出现有磨损塌陷的情况,提高了上模组件的整体刚度,保证了汽车配件外形制造精准。
33.在上模组件210或下模组件230内部的镂空结构内设置有氮气压力组件400,氮气压力组件400用于保持模具内部结构刚度;氮气压力组件400包括氮气安装板410、若干均匀间隔垂直设置在氮气安装板410上的氮气缸420、穿设并连接在若干氮气缸420的氮气管路430。氮气缸420并排设置有8个,在氮气安装板410上于两端2个氮气缸420内侧竖直设置有一压力气缸;其他的每两个氮气缸420之间的上部设置有正方块。
34.成型模具还包括用于汽车配件三次定形的第三模具,第三模具包括上表面形状与汽车配件一侧面相一致的第三下模组件330、第三上模组件310、设置在第三上模组件310与第三下模组件330之间的第三中模组件320;第三中模组件320的上表面与汽车配件的另一侧面形状相一致,第三上模组件310、第三中模组件320、第三下模组件330一一紧密压合形成的间隙容纳腔,间隙容纳腔与汽车配件的厚度和外形相一致。
35.第三上模组件310包括细腰型的第三上模主体、设置在第三上模主体的下端面中部的第三长条凹模311、设置在第三上模主体周边的第三上安装件312、若干设置在第三长条凹模311的宽度方向两侧的第三上定位孔313。在第三长条凹模311内竖直设置有若干小圆柱、高方块;第三上安装件312整体为一圆柱;第三上定位孔313为圆柱孔。
36.第三中模组件320包括整体呈十字形的第三中模主体、若干竖直设置在第三中模主体上的第三中定位柱321;若干第三中定位柱321与第三上定位孔313之间互相匹配连接、进而将第三中模组件320固定在第三上模组件310上。第三中定位柱321整体为一空心圆柱。
37.第三下模组件330包括细腰型的第三下模主体、设置在第三下模主体的上端面中部的第三长条凸模331、设置在第三长条凸模331的宽度方向两侧的第三下凹型腔、设置在第三下模主体周边的第三下安装件332;第三下安装件332与第三上安装件312之间互相匹配连接、进而将第三上模组件310固定在第三下模组件330上。第三长条凸模331的侧面形状呈一m字形,在第三长条凸模331的表面设置有若干依次连接的葫芦状的加强筋;第三下安装件332为空心矮圆柱。
38.在第三上模主体的第三上定位孔313之间设置有一对第三上定位块314,一对第三上定位块314设置在第三长条凹模311的中部两侧;在第三中模主体的中部纵向贯穿有若干一对第三中定位孔322,一对第三上定位块314分别插入一对第三中定位孔322内进行配合。第三上定位块314为一长方块;第三中定位孔322为一方块槽。第三模具通过先将第三中模组件固定在第三上模组件的内侧中部,再由第三中模组件的下表面与第三下模组件的上表面之间形成一与汽车配件外表面形状相一致的间隙容纳腔,模具组件之间的连接更加稳固。
39.第三模具还包括一对第三卡接组件,第三卡接组件包括一对设置在第三下模组件330的第三长条凸模331的长度方向两端的第三支撑座510、由内向外倾斜设置在第三支撑座510内的第三支撑孔520、纵截面呈凵字形的第三卡接座530、倾斜设置在第三卡接座530的凵字形槽内的第三卡接柱540;第三卡接柱540卡接在第三支撑座530的第三支撑孔520
内。
40.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及同等物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1