热流道系统及用于热流道系统的热嘴组件的制作方法
1.本实用新型涉及热流道模具领域,尤其涉及一种热流道系统及用于热流道系统的热嘴组件。
背景技术:
2.目前在注塑行业普遍采用的注塑模具为热流道注塑模具,较普通模具而言,通过热流道系统注塑的塑胶产品质量更高,且热流道系统具有节约原料,提高生产效率、自动化程度高等优点。
3.热流道系统包括模板、分流板、设于模板和分流板的热嘴组件,热嘴组件包括热嘴及设于热嘴内的嘴头、设于热嘴外周的加热器,热嘴相对于模板和分流板刚性固定设置,当系统加热升温后,由于热膨胀的因素,热嘴会出现漏胶等现象。
技术实现要素:
4.本实用新型的目的在于提供一种热流道系统及用于热流道系统的热嘴组件,保证了热嘴与分流板之间更紧密贴合,降低了热流道系统漏胶风险,且能更好地定位热嘴。
5.为实现上述实用新型目的之一,本实用新型一实施方式提供一种热流道系统,所述热流道系统包括分流板、下模板、相对于所述下模板固定设置的热嘴组件,所述分流板上设有分流板流道,所述热嘴组件具有与所述分流板流道相贯通的热流道,其中,所述热嘴组件包括沿纵轴线延伸的热嘴、套设于所述热嘴的外周的至少一层弹簧圈,在纵轴线的延伸方向上,弹簧圈的一端将所述热嘴抵接于分流板,弹簧圈的另一端抵接于所述下模板,且所述弹簧圈的中心孔的半径均保持一致。
6.作为本实用新型一实施方式的进一步改进,在与所述纵轴线相垂直的方向上,所述弹簧圈的整个外周未接触任何零部件。
7.作为本实用新型一实施方式的进一步改进,所述热嘴组件还包括热嘴定位圈,在纵轴线的延伸方向上,所述热嘴定位圈位于所述下模板与所述弹簧圈之间。
8.作为本实用新型一实施方式的进一步改进,所述热嘴定位圈包括支撑部和自支撑部向所述支撑部的内圈延伸的抵靠部,在纵轴线的延伸方向上,所述支撑部与所述下模板相抵靠,在与所述纵轴线相垂直的方向上,所述抵靠部与所述热嘴的外周相抵靠。
9.作为本实用新型一实施方式的进一步改进,在与所述纵轴线相垂直的方向上,部分支撑部与下模板相抵靠,另一部分支撑部与所述下模板之间具有一定间隙。
10.作为本实用新型一实施方式的进一步改进,所述热嘴组件还包括弹簧圈定位衬套,所述弹簧圈定位衬套包括环绕于所述热嘴外围的外周部,在与纵轴线相垂直的方向上,所述外周部位于所述抵靠部和所述热嘴之间,所述抵靠部与所述外周部相抵靠。
11.作为本实用新型一实施方式的进一步改进,所述热嘴组件还包括弹簧圈定位衬套,所述弹簧圈定位衬套包括环绕于所述热嘴外围的外周部和自所述外周部向外延伸的外延伸部,在与纵轴线相垂直的方向上,所述外周部位于所述热嘴和所述弹簧圈之间,在纵轴
线的延伸方向上,所述外延伸部位于所述弹簧圈与所述热嘴之间,以将所述热嘴压紧于所述分流板。
12.作为本实用新型一实施方式的进一步改进,所述热嘴组件还包括设置于所述下模板和热嘴的防转结构,所述防转结构防止所述热嘴绕所述纵轴线旋转。
13.为实现上述实用新型目的之一,本实用新型另一实施方式还提供一种用于热流道系统的热嘴组件,所述热流道系统包括分流板,其中,所述热嘴组件包括沿纵轴线延伸的热嘴、套设于所述热嘴的外周的至少一层弹簧圈,在纵轴线的延伸方向上,弹簧圈的一端将所述热嘴抵接于分流板,弹簧圈的另一端抵接于所述下模板,且所述弹簧圈的中心孔的半径均保持一致。
14.作为本实用新型一实施方式的进一步改进,在与所述纵轴线相垂直的方向上,所述弹簧圈的整个外周未接触任何零部件。
15.与现有技术相比,本实用新型的有益效果在于:室温状态下,热嘴组件被安装后,弹簧圈被预压一定量,当热流道系统被加热升温后,由于热膨胀的因素,弹簧圈进一步被压缩,从而一方面可以保证热嘴与分流板紧密贴合,防止漏胶。另一方面,热膨胀量被弹簧圈吸收,从而防止下模板变形。
附图说明
16.图1是本实用新型具体实施方式中热流道系统的示意图;
17.图2是图1中a处局部放大示意图;
18.图3是图2中d处局部放大示意图;
19.图4是图1中b处局部放大示意图;
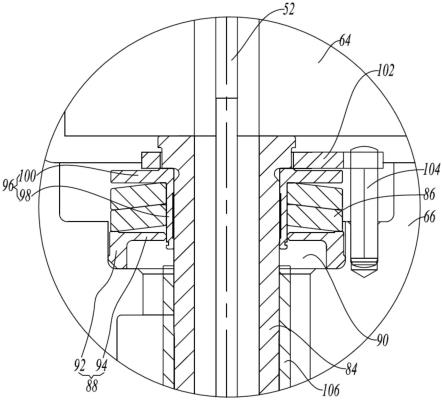
20.图5是图1中c处局部放大示意图;
21.图6是图1中c处局部放大示意图,此时去除阀针;
22.图7是图1热流道系统中热嘴的俯视放大图;
23.图8是图1热流道系统中防转片的俯视放大图。
具体实施方式
24.以下将结合附图所示的具体实施方式对本实用新型进行详细描述。但这些实施方式并不限制本实用新型,本领域的普通技术人员根据这些实施方式所做出的结构、方法、或功能上的变换均包含在本实用新型的保护范围内。
25.在本技术的各个图示中,为了便于图示,结构或部分的某些尺寸会相对于其它结构或部分夸大,因此,仅用于图示本技术的主题的基本结构。
26.本文使用的例如“上”、“上方”、“下”、“下方”等表示空间相对位置的术语是出于便于说明的目的来描述如附图中所示的一个单元或特征相对于另一个单元或特征的关系。空间相对位置的术语可以旨在包括设备在使用或工作中除了图中所示方位以外的不同方位。例如,如果将图中的设备翻转,则被描述为位于其他单元或特征“下方”或“之下”的单元将位于其他单元或特征“上方”。因此,示例性术语“下方”可以囊括上方和下方这两种方位。设备可以以其他方式被定向(旋转90度或其他朝向),并相应地解释本文使用的与空间相关的描述语。
27.如图1至图8所示,本实用新型具体实施例提供一种热流道系统,热流道系统包括上模板10和设于上模板10的气缸组件。气缸组件包括设于上模板10的缸筒12、可移动地设于缸筒12内的活塞14、位于活塞14上方的上气腔16、位于活塞14下方的下气腔18,上模板10上设有与上气腔16相连通的上通道20和与下气腔18相连通的下通道22,缸筒12具有与活塞14相抵接的外周部和自外周部的上端向外周部的内侧延伸的上端部26,上端部26具有开口24,在与活塞14的移动方向相平行的纵向上,上端部26被上模板10顶压一定预压量。优选的,上端部26邻近开口24的末端与上模板10相抵压,上端部26的其它部分与上模板10之间具有一定间隙。如此设置,便于缸筒12被上模板10顶压。
28.本优选实施例中,由于缸筒12的上端部26设有开口24,缸筒12的上端部26可被上模板10顶压一定的预压量,从而实现缸筒12在纵向上的第一重密封,如此设置,在纵向上,不需要另外设置密封圈,使得结构简单,成本较低的同时,实现了缸筒12在纵向上的更可靠密封。
29.进一步的,在与活塞14的移动方向相垂直的横向上,外周部与上模板10之间具有一定间距,且外周部与上模板10之间设有周向密封圈28。设置周向密封圈28,实现了缸筒12与上模板10之间的第二重密封,进一步加强了密封性。该实施例中,由于缸筒12与上模板10之间在纵向上设有第一重密封,缸筒12与上模板10之间在横向上设有第二重密封,大大地降低了因上模板10加工误差及零部件变形造成的漏气风险。
30.具体的,缸筒12还包括自外周部向外延伸的凸起部30,凸起部30具有凸起斜面,上模板10具有与凸起斜面相平行的模板斜面,周向密封圈28位于凸起斜面和模板斜面之间。
31.上模板10包括与缸筒12的上端部26相顶压的底部32、与所述底部32相垂直的上内周部34和下内周部36,其中上内周部34与底部32相连接,上内周部34的内径小于下内周部36的内径,模板斜面自内周部倾斜向下连接上内周部34和下内周部36,如此设置,周向密封圈28能可靠稳定地位于凸起斜面和模板斜面之间。
32.进一步的,上通道20通过开口24与上气腔16相连通。如此设置,不用在缸筒12的其它部分再另外开与上通道20相连通的孔,缸筒12上的开口24实现了缸筒12在纵向上能被上模板10预压一定预压量,达到轴向密封的同时,还实现了上通道20与上气腔16之间的连通,使得整体结构更加简单。
33.进一步的,开口24的中心线与活塞14的纵轴线相重合。
34.上通道20包括沿纵向延伸的竖直段和沿横向延伸的水平段,竖直段通过开口24与上气腔16相连通,水平段与竖直段相连通。具体的,竖直段的横截面半径小于开口24的半径。进一步的,竖直段的横截面半径小于开口24的半径的三分之一。
35.气缸组件还包括相对于上模板10固定设置的背托支撑件38,背托支撑件38、缸筒12及活塞14三者构成了下气腔18。
36.上模板10上设有收容空间40,缸筒12位于收容空间40中。而背托支撑件38位于收容空间40之外,背托支撑件38与上模板10相抵接,且背托支撑件38完全位于上模板10之外。
37.另外,背托支撑件38与缸筒12之间具有进气间隙,进气间隙与下通道22相连通。
38.在纵向上,缸筒12与背托支撑件38相抵接,背托支撑件38上设有面向缸筒12的进气槽42,下通道22通过进气槽42与下气腔18相连通。
39.进一步的,背托支撑件38上具有下凹部44,缸筒12与下凹部44的底部相抵接,且缸
筒12与下凹部44的侧部之间具有一定间距,进气槽42设置于下凹部44中。
40.在横向上,缸筒12与背托支撑件38之间具有一定间隔。如此设置,为缸筒12的变形提供一定空间,便于上模板10在纵向上顶压缸筒12的上端部26。
41.活塞14在面向下气腔18的一侧设有凹槽46。如此设置,一方面减轻了活塞14的重量,另外一方面,一定程度上增大了下气腔18的空间。优选的,凹槽46为环形。
42.活塞14与缸筒12的侧壁之间设有活塞密封圈48,具体的,活塞14的外周上设有环形容纳槽50,活塞密封圈48位于环形容纳槽50中,且活塞密封圈48的外圈与缸筒12的侧壁相贴紧。
43.进一步的,热流道系统还包括设置于活塞14的阀针52,阀针52沿纵向纵长延伸,阀针52由活塞14带动上下往复移动。气缸组件还包括固定于活塞14的阀针紧固件54,在纵向上,阀针紧固件54至上模板10之间的最大距离可被调节,以调节塑胶的输出量。具体到本实施例中,阀针紧固件54为阀针紧固螺栓,阀针紧固螺栓包括固定连接于活塞14的螺纹部56和突出于活塞14的头部58,阀针紧固件54可被选择地更换,以更换头部58厚度l1不同的阀针紧固件54,从而调节阀针紧固件54与上模板10之间的最大距离l2。
44.背托支撑件38上设有排污槽60,阀针52外周上设有沟槽62,当阀针52在纵向上移动于一定位置时,沟槽62与排污槽60相通,优选的,当阀针52运动到最上方位置时,沟槽62与排污槽60相通。具体到本实施例中,在纵向上,阀针52外周上间隔设置两个沟槽62,且两个沟槽62在纵向上的间隔距离小于排污槽60的直径。具体的,排污槽60的延伸方向为垂直于纵向的横向。
45.热流道系统还包括分流板64、下模板66、相对于下模板66固定设置的热嘴组件,分流板64上设有分流板流道68,热嘴组件具有与分流板流道68相贯通的热流道70,阀针52穿过部分分流板流道68,并延伸穿过热流道70,阀针52能被活塞14带动以在热流道70中上下往复运动。
46.热流道系统还包括固定连接于分流板64的阀针导向套72,本优选实施例中,阀针导向套72螺纹连接于分流板64。当然,阀针导向套72与分流板64之间也可以采用其它连接方式,阀针导向套72包括连接于分流板64的螺纹连接部74和突出于分流板64之外的上导向部76,上导向部76位于背托支撑件38的内圈,当阀针52位于最下端时,活塞14与上导向部76相抵靠。在纵向上,背托支撑件38位于上模板10和分流板64之间。上导向部76上设有与排污槽60相贯通的连接槽78,当阀针52在纵向上移动于一定位置时,沟槽62与连接槽78相通,从而通过连接槽78将沟槽62内的塑料和铁屑排出到排污槽60中。阀针52与阀针导向套72之间或多或少都有间隙存在,沟槽62用于存纳碳化的塑料、磨损铁屑等污垢,当阀针52往上运动时,沟槽62通过连接槽78与排污槽60相连通,将污垢排出,从而避免阀针52卡顿,保证阀针52运动的顺畅性。
47.进一步的,背托支撑件38与分流板64之间设置两个密封件,包括内密封件80和内径大于内密封件80的外密封件82,其中外密封件82位于背托支撑件38与分流板64之间,内密封件80位于背托支撑件38与阀针导向套72之间。该实施例中,背托支撑件38与分流板64之间设置两个密封件,通过采用双重密封件结构,大大降低了热流道系统的溢胶风险。
48.热嘴组件包括沿纵轴线延伸的热嘴84、套设于热嘴84的外周的至少一层弹簧圈86,在纵轴线的延伸方向上,弹簧圈86的一端将热嘴84抵接于分流板64,弹簧圈86的另一端
抵接于下模板66,且弹簧圈86的中心孔的半径均保持一致。可根据实际需要设置不同数量的弹簧圈,如一层、两层或两层以上。
49.室温状态下,热嘴组件被安装后,弹簧圈86被预压一定量,当热流道系统被加热升温后,由于热膨胀的因素,弹簧圈86进一步被压缩,从而一方面可以保证热嘴84与分流板64紧密贴合,防止漏胶。另一方面,热膨胀量被弹簧圈86吸收,从而防止下模板66变形。
50.具体的,该实施例的弹簧圈86采用多层弹簧圈86结构,进一步提高了抗压强度,保证了热嘴84与分流板64之间更紧密贴合,降低了热流道系统漏胶风险。
51.在与纵轴线相垂直的方向上,弹簧圈86的整个外周未接触任何零部件。从而给弹簧圈86的变形提供一定空间,在弹簧圈86变形时,不会被干涉。
52.进一步的,热嘴组件还包括热嘴定位圈88,在纵轴线的延伸方向上,热嘴定位圈88位于下模板66与弹簧圈86之间。下模板66上设有收容槽90,热嘴定位圈88位于收容槽90中。
53.具体到本实施例中,热嘴定位圈88包括支撑部92和自支撑部92向支撑部92的内圈延伸的抵靠部94,在纵轴线的延伸方向上,支撑部92与下模板66相抵靠,在与纵轴线相垂直的方向上,抵靠部94与热嘴84的外周相抵靠。抵靠部94自支撑部92的上末端向内延伸。热嘴定位圈88将热嘴84和下模板66进行了定位。
54.在与纵轴线相垂直的方向上,部分支撑部92与下模板66相抵靠,另一部分支撑部92与下模板66之间具有一定间隙。具体的,在与纵轴线相垂直的方向上,支撑部92的下末端的外周与收容槽90的侧边相抵靠,支撑部92的其它部分与收容槽90的侧边之间具有一定间隙,如此设置,减少热嘴84上的热量通过热嘴定位圈88传递到下模板66。
55.热嘴组件还包括弹簧圈定位衬套96,弹簧圈定位衬套96包括环绕于热嘴84外围的外围部98,在与纵轴线相垂直的方向上,外围部98位于热嘴84和弹簧圈86之间,以将热嘴84压紧于分流板64。进一步的,在与纵轴线相垂直的方向上,外围部98还位于抵靠部94和热嘴84之间,抵靠部94与外围部98相抵靠。
56.弹簧圈定位衬套96还包括自外围部98向外延伸的外延伸部100,在纵轴线的延伸方向上,外延伸部100位于弹簧圈86与热嘴84之间。进一步的,外延伸部100自外围部98的上末端向外延伸。该实施例提供的弹簧圈定位衬套96,大大较少了热嘴84上端的热量流失,确保了热嘴84内温度均衡。
57.热嘴组件还包括设置于下模板66和热嘴84的防转结构,防转结构防止热嘴84绕纵轴线旋转。具体到本实施例中,防转结构包括套接于热嘴84的防转片102和将防转片102固定于下模板66的止转销104。防转片102具有止转平面,热嘴84具有与止转平面相适配且相贴合的配接平面,从而防止热嘴84绕纵轴线旋转。
58.进一步的,热嘴组件还包括套设于热嘴84的部分外周的加热器106、及铍铜衬套108,在与纵轴线相垂直的方向上,部分铍铜衬套108的外周与加热器106相贴合,且铍铜衬套108的内周与热嘴84相贴合。
59.本优选实施例中,由于热嘴组件包括有铍铜衬套108,且在与纵轴线相垂直的方向上,部分铍铜衬套108的外周与加热器106相贴合,且铍铜衬套108的内周与热嘴84相贴合。铍铜衬套108具有高导热性,从而改善热嘴84热量,使塑胶保持于熔融状态,具有更好的流畅性。
60.热嘴84包括热嘴本体110和与热嘴84同轴线设置的嘴尖112,热流道70包括设于热
嘴本体110的上流道114和设于嘴尖112且与上流道114相贯通的下流道116,部分加热器106环绕于热嘴本体110的外周,部分加热器106环绕于铍铜衬套108的外周。嘴尖112的下端还设有与下流道116相贯通的导向孔118,导向孔118构成出胶的浇口,导向孔118的内径与阀针52的周径相适配,阀针52被活塞14带动沿纵轴线的延伸方向在热流道70中上下移动,以调节浇口的出胶量。以上描述到阀针紧固件54可被选择地更换,以更换头部58厚度l1不同的阀针紧固件54,从而调节阀针紧固件54与上模板10之间的最大距离l2,使得阀针52打开浇口的程度不同,从而控制塑胶输出量。
61.铍铜衬套108包括与加热器106相贴合的上衬套部120和与嘴尖112相贴合的下衬套部122,热嘴组件还包括封胶圈124,在与纵轴线相垂直的方向上,封胶圈124位于加热器106与下衬套部122之间。进一步的,下衬套部122与上衬套部120之间形成有台阶部,也就是说,下衬套部122的内孔径小于上衬套部120的内孔径,台阶部与嘴尖112的上端头相抵靠。
62.铍铜衬套108的内孔径小于嘴尖112的外周径,下衬套部122的外周径大于部分封胶圈124的内孔径,利用深冷拼接工艺将嘴尖112、铍铜衬套108和封胶圈124装配到一起,以成为一个整体装置。最后再将该整体装置装配于热嘴84,其中,铍铜衬套108的上衬套部120的部分内圈设有内螺纹,通过将铍铜衬套108螺纹连接于热嘴本体110而将上述整体装置安装于热嘴本体110上。安装到最终位置时,在纵轴线的延伸方向上,嘴尖112与热嘴本体110相抵接,且铍铜衬套108与热嘴84之间具有一定间隙,如此设置,保证了嘴尖112与热嘴本体110很好地贴合,热嘴本体110的上流道114与嘴尖112的下流道116紧密贯通,避免了热嘴本体110与嘴尖112之间漏胶。
63.在常温下安装,肯定是孔大于轴的尺寸,这样会造成松动。本优选实施例中,采用深冷拼接工艺,利用热胀冷缩原理,将轴的尺寸设计为大于孔的尺寸,具体的,铍铜衬套108的内孔径小于嘴尖112的外周径,下衬套部122的外周径大于部分封胶圈124的内孔径,在温度很低的情况下,嘴尖112的外周径收缩后装配到铍铜衬套108的内孔中,下衬套部122的外周径收缩后装配到部分封胶圈124的内孔中,再静置常温下,嘴尖112的外周径收缩量减少后与铍铜衬套108的内孔配合紧密,下衬套部122的外周径收缩量减少后与部分封胶圈124的内孔配合紧密,这样铍铜衬套108、嘴头和封胶圈124三者就装配到一起,成一个整体了。
64.本优选实施例中,热嘴本体110和铍铜衬套108均采用高导热的铍铜,嘴尖112通常采用高强度耐磨性能较高的钢材质,比如2316。封胶圈124采用具有低热传导性的材质,如钛合金、w302等。
65.热流道系统还包括模具(未图示),模具具有与封胶圈124相互配合的模具孔,封胶圈124用于防止浇口处塑胶往热嘴84方向流动漏胶。另外,由于封胶圈124与模具配合,要防止热嘴84和铍铜衬套108的热量通过封胶圈124传递给模具,造成热量损失,所以封胶圈124采用热导率低的材质。
66.封胶圈124包括上安装部126和自上安装部126向下延伸的下延伸部128,上安装部126与铍铜衬套108相抵接,且上安装部126的外周与加热器106相贴合,下延伸部128与铍铜衬套108之间具有一定间距。由于下延伸部128与铍铜衬套108之间具有一定间距,避免了将铍铜衬套108上的热量传递到模具。
67.下延伸部128具有远离上安装部126的下末端,下延伸部128在邻近下末端处向外凸起有封胶位130。封胶位130与模具孔相配合,除了封胶位130与模具相接触之外,封胶圈
124的其它部分与模具均不相接触,从而大大减少了传递到模具上的热量。
68.本优选实施例中,将嘴尖112、铍铜衬套108和封胶圈124装配到一起,以成为一个整体后,再通过一次装夹,加工出嘴尖112中的导向孔118和封胶圈124外周的封胶位130。如此加工工艺,通过一次装夹进行导向孔118和封胶位130的加工,保证了导向孔118和封胶位130有很高的同轴精度。
69.应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
70.上文所列出的一系列的详细说明仅仅是针对本实用新型的可行性实施方式的具体说明,它们并非用以限制本实用新型的保护范围,凡未脱离本实用新型技艺精神所作的等效实施方式或变更均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1