一种3D打印喷头装置的制作方法
一种3d打印喷头装置
技术领域
[0001] 本实用新型涉及一种3d打印装置技术领域,尤其涉及一种可用于fdm 的高温高速3d打印机喷头装置。
背景技术:
[0002]
fdm熔融沉积成型打印技术具有操作简单、可灵 活定制、成型速度快等优点,成为目前应用最广的一种3d打印技术。3d打印增材技术越来越朝向节省能源、使用方便、节约空间、安全高效等特点的方向发展。热端是3d打印机持续、稳定工作当中重要的一员,在工业级fdm打印喷头在挤料过程中,首先要确保材料熔化到合适的程度,因此不同的材料与加热温度之间都有严格的对应关系,打印头的温度控制也就显得尤为重要。
[0003]
进入21世纪,科技飞速发展,用于3d打印的材料种类不断增多,加工的复杂程度不断加大。3d印材料种类不断丰富,从塑料丝材、尼龙、橡胶和食品等,到金属材料、高分子材料和陶瓷材料。特别金属材料的广泛使用带动了工业级3d打印机销售的增长,推动3d打印由消费级市场向高端制造市场拓展,3d打印的应用领域将不断扩大。因此需要一种可以承受高温、机械强度高和打印效率高的3d打印喷头装置。
技术实现要素:
[0004]
为解决上述技术问题,本实用新型的目的在于提高喷头装置的打印温度和打印速度。
[0005]
本实用新型的目的通过以下的技术方案来实现:一种3d打印喷头装置,包括倒边角矩形散热片、螺纹喉管、盘头内六角螺钉、加热块、喷嘴。
[0006]
所述倒边角矩形散热片由10片薄的和1片加厚的倒边角矩形组成,且加厚的倒边角矩形有2个定位孔,倒边角矩形散热片下面两片散热片开有与加热块对应的螺丝孔。
[0007]
所述螺纹喉管上螺纹连接倒边角矩形散热片螺纹孔,下螺纹连接加热块螺纹孔;
[0008]
所述盘头内六角螺钉共有2个,通过加热块的螺钉孔连接倒边角矩形散热片的螺丝孔,增大结构强度,提高加热块工作时移动的稳定性;
[0009]
所述加热块上表面中心有1个螺纹孔,水平、竖直方向分别有2个定位孔和2个螺钉孔。
[0010]
所述喷嘴通过螺纹紧固在加热块的螺纹孔。
[0011]
优选的,所述螺纹喉管可利用扳手套在卡口转动,螺纹喉管与倒边角矩形散热片和加热块通过螺纹紧固连接,安装方便,增强下螺纹热传导,较少上螺纹的热传导。
[0012]
进一步优选的,所述螺纹喉管使用铜合金和钛合金两种材料,具有更高硬度、耐磨性、耐腐蚀性、耐高温性,既耐用又节能;所述螺纹喉管卡口上端使用钛合金材料,钛合金材料具有很强的热阻隔能力和良好的综合力学机械性能,下端部分采用铜合金材料,铜合金材料具有较强的导热性能;所述喉管内光滑无毛刺,打印回抽阻力小。
[0013]
进一步优选的,所述加热块表面呈正方形,边长为18~20cm,厚度为12~14cm,喷嘴
的螺纹长度为加热块高度的三分之二,螺纹喉管的下螺纹长度为加热块高度的三分之一,保障打印材料的熔融态有较大的长度,出丝速度快。
[0014]
与现有技术相比,本实用新型具有如下优点:
[0015]
(1)打印耗材开始进入螺纹喉管时是固态,加热块将电热管的热量传递到螺纹喉管和喷嘴,螺纹喉管和喷嘴进一步将热量传递给打印材料,将其加热至半熔融状态。由于螺纹喉管使用铜合金和钛合金两种材料,上螺纹部分有很强的热阻隔能力,可以省略铁氟龙等喉管配件。倒边角矩形散热片配合散热风扇,有较大散热面积,散热能力强,能够保证上螺纹段打印材料处于固态。
[0016]
(2)加热块高度为12~14cm,螺纹孔处于上表面中心,喷嘴的螺纹长度为加热块高度的三分之二,螺纹喉管的下螺纹长度为加热块高度的三分之一;电热管的热量通过加热块传递到喷嘴和喉管效率高,打印材料在此段有足够长的熔融态,保证快速出丝。
[0017]
(3)铜合金和钛合金两种材料的螺纹喉管具有更高硬度、耐磨耐腐蚀性、耐高温性,既耐用且节能,可应用于打印5000c~6000c的高温材料,可安装在众多市场上存在的3d打印机上。
附图说明
[0018]
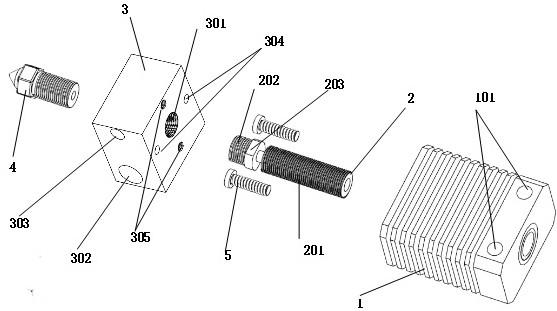
图13d打印喷头装置爆炸图;
[0019]
图2倒边角矩形散热片效果图;
[0020]
图3螺纹喉管效果图;
[0021]
图4加热块效果图;
[0022]
附图标记:1倒边角矩形散热片、101定位孔、102螺纹孔、103螺丝孔、2螺纹喉管、201上螺纹、202下螺纹、203卡口、3加热块、301螺纹孔、302电热管孔、303温度传感器孔、304螺钉孔、305定位孔、4喷嘴、5盘头内六角螺钉。
具体实施方式
[0023]
为使本实用新型的目的、技术方案和优点更加清楚,下面将结合实施例及附图对本实用新型实施方式作进一步详细的描述。
[0024]
如图1、图2、图3、图4所示,3d打印喷头装置包括倒边角矩形散热片、螺纹喉管、盘头内六角螺钉、加热块、喷嘴五个组件。
[0025]
倒边角矩形散热片1由10片薄的和1片加厚的倒边角矩形组成,且加厚的倒边角矩形有2个定位孔101,倒边角矩形散热片1下面两片散热片开有与加热块对应的螺丝孔103。
[0026]
螺纹喉管2的上螺纹201连接倒边角矩形散热片1的螺纹孔103,下螺纹202连接加热块3的螺纹孔301.
[0027]
加热块3的上表面中心有1个螺纹孔301,水平、竖直方向分别有2个定位孔305和2个螺钉孔304。
[0028]
喷嘴4通过螺纹紧固在加热块3的下表面螺纹孔301;螺纹喉管2可利用扳手套在卡口203转动,下螺纹202紧固在加热块3的上表面螺纹孔301,上螺纹201紧固在倒边角矩形散热片1的螺丝孔101;盘头内六角螺钉5通过加热块3的螺钉孔304连接倒边角矩形散热片1的螺丝孔103;螺丝通过定位孔305固定温度传感器在温度传感器孔303的位置以及电热管在
电热管孔302的位置;整个喷头装置通过定位孔101安装在打印机上。
[0029]
工作时,打印耗材开始进入螺纹喉管2时是固态,设定加热温度后,接通电源,加热块3将电热管的热量传递到螺纹喉管2和喷嘴4,螺纹喉管2和喷嘴4进一步将热量传递给打印材料,将其加热至半熔融状态。由于螺纹喉管2使用铜合金和钛合金两种材料,上螺纹201部分有很强的热阻隔能力,倒边角矩形散热片1配合散热风扇,散热能力强,能够保证在喉管此段打印材料处于固态;在喷嘴螺纹段和螺纹喉管的下螺纹段的材料为熔融状态,在挤出力作用下,熔融状态材料从喷嘴挤出,温度低于固化温度后开始固化,逐层堆积到工作台形成最终成品。
[0030]
虽然本实用新型所揭露的实施方式如上,但所述的内容只是为了便于理解本实用新型而采用的实施方式,并非用以限定本实用新型。任何本实用新型所属技术领域内的技术人员,在不脱离本实用新型所揭露的精神和范围的前提下,可以在实施的形式上及细节上作任何的修改与变化,但本实用新型的专利保护范围,仍须以所附的权利要求书所界定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1