一种便于塑胶件冷却降温注塑模具的制作方法
1.本实用新型涉及注塑模具冷却设计技术领域,具体为满足水平成型通孔的同时,具有较好的冷却降温效率的注塑模具。
背景技术:
2.注塑模具在注塑成型具有通孔的塑胶产品时,通常使用两种方法:水平成型和竖直成型。以上下模具为例:在进行竖直成型时,主要由上模具的模仁向下凸出一柱体或由下模具的模仁向上凸出一柱体,注胶后冷却获得;在进行水平成型时,通过在行位上固定一水平柱体,需要注塑成型时,由行位带动水平柱体至模腔处,注胶并冷却后,行位对应带动该水平柱体离开模腔,从而获得具有水平通孔的塑胶产品。
3.由于针对竖直成型的冷却水道较易设计,因此竖直成型是使用得最多的通孔成型方式;但并非所有产品适用于竖直成型通孔,因为会导致塑胶产品其它面的形状会受到限制,因此,若想注塑符合该类型结构设计要求的产品,只能舍弃冷却效率而选用水平成型通孔的方式。对本行业人员而言,有必要创新一种注塑模具,使其满足水平成型通孔的同时,能具有较好的冷却降温效率。
技术实现要素:
4.本实用新型为克服上述情况不足,旨在提供一种能解决上述问题的技术方案。
5.为实现上述目的,本实用新型提供如下技术方案:一种便于塑胶件冷却降温注塑模具,包括上模座和下模座,上模座的上模仁和下模座的下模仁压合后形成模腔,下模座的左右两侧设置有一对行位,该对行位的滑块上均水平安装有柱形模仁,分别为左柱形模仁和右柱形模仁,左柱形模仁和右柱形模仁均朝向模腔设置且端面相互对应,用于在上模座和下模座进行合模后,由对应的行位带动致使左柱形模仁的端面与右柱形模仁的端面接合,形成用于制备产品水平通孔的模仁;其中,左柱形模仁上成型有第一冷却水道,右柱形模仁上成型有第二冷却水道,左柱形模仁的端面与右柱形模仁的端面接合时,第一冷却水道与第二冷却水道连通。
6.作为本实用新型进一步方案:左柱形模仁上与右柱形模仁对应的端面上成型有第一凹槽和第一凸块,第一凹槽和第一凸块均围绕第一冷却水道设置;右柱形模仁上与左柱形模仁对应的端面上成型有与第一凹槽对应的第二凸块、以及与第一凸块对应的第二凹槽。
7.作为本实用新型进一步方案:第一凹槽内固定有第一密封圈和/或第二凹槽内固定有第二密封圈。
8.作为本实用新型进一步方案:配置有切换机构,切换机构包括连接总管、第一电控阀和第二电控阀;连接总管包括与高压气源连通获气的进气管口、与高压冷却水源连通获水的进水管口、以及与第一冷却水道或第二冷却水道连通的总管出口;第一电控阀安装于进气管口处用于控制进气管口的打开/关闭;第二电控阀安装于进水管口处用于控制进水
管口的打开/关闭。
9.与现有技术相比,本实用新型的有益效果如下:通过在用于制备产品水平通孔的左柱形模仁及右柱形模仁上分别开设第一冷却水道、第二冷却水道,在注塑塑胶产品时,能通过在左柱形模仁和右柱形模仁中流通冷却水,从而使得塑胶产品上靠近该产品水平通孔处的部位能够快速冷却降温、成型,使其满足水平成型通孔的同时,能具有较好的冷却降温效率。
附图说明
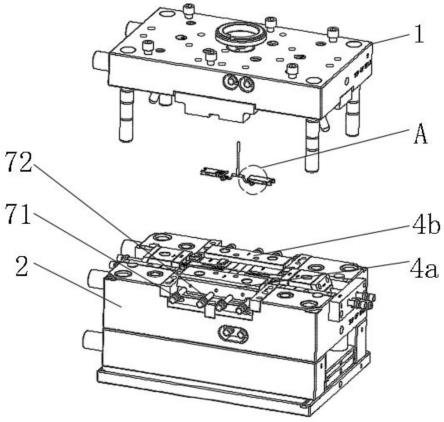
10.图1是本实用新型的结构爆炸图;
11.图2是图1中a处局部结构放大示意图;
12.图3是本实用新型中下模座的结构俯视图;
13.图4是图3中b处局部结构放大示意图;
14.图5是本实用新型中行位的结构立体图;
15.图6是图5中c处局部结构放大示意图;
16.图中的附图标记及名称如下:
17.上模座-1,下模座-2,塑胶产品-3,产品水平通孔-31,行位-4a,行位-4b,左柱形模仁-5,第一冷却水道-51,第一凹槽-52,第一凸块-53,右柱形模仁-6,连接总管-7,进气管口71,进水管口-72。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.下述上模座和下模座是依据模具竖直设置时的描述,应用在水平设置的模具上时,其整体会翻转90
°
,此时同样应解释为包含在本方案的保护范围内。
20.请参阅图1-6,一种便于塑胶件冷却降温注塑模具,包括上模座1和下模座2,上模座1的上模仁和下模座2的下模仁压合后形成模腔,用于注塑成型塑胶产品3的形状。
21.下模座2的左右两侧设置有一对行位4a、4b,该对行位的滑块上均水平安装有柱形模仁,分别为左柱形模仁5和右柱形模仁6,左柱形模仁5和右柱形模仁6均朝向模腔设置且端面相互对应,即左柱形模仁5的右端端面与右柱形模仁6的左端端面相互对应。
22.在上模座1和下模座2进行合模后,对应的行位带动致使左柱形模仁5的端面与右柱形模仁6的端面接合,形成用于制备产品水平通孔31的模仁。
23.左柱形模仁5上成型有第一冷却水道51,右柱形模仁6上成型有第二冷却水道,左柱形模仁5的端面与右柱形模仁6的端面接合时,第一冷却水道51与第二冷却水道连通。通过在用于制备产品水平通孔31的左柱形模仁5及右柱形模仁6上分别开设第一冷却水道51、第二冷却水道,在注塑塑胶产品3时,能通过在左柱形模仁5和右柱形模仁6中流通冷却水,从而使得塑胶产品3上靠近该产品水平通孔31处的部位能够快速冷却降温、成型,使其满足水平成型通孔的同时,能具有较好的冷却降温效率。
24.进一步地,左柱形模仁5上与右柱形模仁6对应的端面上成型有第一凹槽52和第一凸块53,第一凹槽52和第一凸块53均围绕第一冷却水道51设置;右柱形模仁上与左柱形模仁对应的端面上成型有与第一凹槽对应的第二凸块、以及与第一凸块对应的第二凹槽。在左柱形模仁5的端面与右柱形模仁6的端面接合时,第一凸块53对应插入第二凹槽中,第二凸块对应插入第一凹槽52中,形成多重且相互错位的防水关卡,在向左柱形模仁5和右柱形模仁6中流通冷却水时,有效防止冷却水从左柱形模仁5与右柱形模仁6的接合处渗出。
25.优选地,第一凹槽内固定有第一密封圈和/或第二凹槽内固定有第二密封圈,防水效果更好。第一密封圈、第二密封圈优选采用耐高温密封圈,如氟胶密封圈。
26.本实用新型实施例中,便于塑胶件冷却降温注塑模具还包括切换机构,切换机构包括连接总管7、第一电控阀和第二电控阀。连接总管7包括与高压气源连通获气的进气管口71、与高压冷却水源连通获水的进水管口72、以及与第一冷却水道或第二冷却水道连通的总管出口。当连接总管7连接在左柱形模仁5上使总管出口与第一冷却水道连通时,第二冷却水道对应可以与外接的循环机构或排放机构连通;同样的,当连接总管7连接在右柱形模仁6上使总管出口与第二冷却水道连通时,第一冷却水道对应可以与外接的循环机构或排放机构连通。第一电控阀安装于进气管口71处用于控制进气管口71的打开/关闭;第二电控阀安装于进水管口72处用于控制进水管口72的打开/关闭。
27.在注胶完成并进入冷却阶段时:控制第一电控阀使进气管口关闭,控制第二电控阀使进水管口打开,此时第一冷却水道和第二冷却水道会通过高压冷却水源的冷却水,使得左柱形模仁和右柱形模仁迅速降温,从而使得塑胶产品上靠近产品水平通孔处的部位能够快速冷却降温、成型;在冷却完成后,控制第二电控阀使进水管口关闭,控制第一电控阀使进气管口打开,此时第一冷却水道和第二冷却水道会通过高压气源的高压气体,使得第一冷却水道和第二冷却水道内的冷却水被迅速排出,有效避免在脱膜时产生左柱形模仁、右柱形模仁滴漏冷却水的情况。
28.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1