一种电动工具外壳的嵌件注塑模具的制作方法
1.本实用新型涉及嵌件注塑模具技术领域,尤其涉及一种电动工具外壳的嵌件注塑模具。
背景技术:
2.嵌件注塑是一种将异材质的嵌件预先置于注塑机模具中适当的位置,然后再注入塑料等熔融材料,开模后嵌件被冷却固化的塑料包裹埋在制品内,形成一体化产品的成型方法,其利用树脂的易成型性、弯曲性和嵌件的刚性、强度及耐热性的相互结合补充,可制成复杂精巧的塑料及异材质一体化产品。
3.目前,许多电动工具外壳采用嵌件注塑工艺制造,注塑成型的电动工具外壳中会存在嵌件移位现象,导致产品平整度和良品率不佳,增加了生产成本。因此,需要对电动工具外壳的嵌件注塑模具进行改进。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种电动工具外壳的嵌件注塑模具,利用定位机构对嵌件进行定位,避免注塑后嵌件移位,提升产品质量,降低生产成本。
5.为实现上述目的,本实用新型采用了如下技术方案:
6.一种电动工具外壳的嵌件注塑模具,包括基板、垫块、模板、模仁、推顶机构和定位机构,所述垫块设于所述基板的顶面两侧,所述模板设于所述垫块上,所述模板平行于所述基板;所述模仁设于所述模板的顶面中部,所述模仁上设有电动工具外壳成型部,所述电动工具外壳成型部上设有嵌件槽。
7.所述推顶机构包括顶出板、导向柱和顶针,所述顶出板可运动地设于所述基板与所述模板之间,所述顶出板平行于所述基板;所述导向柱垂直设于所述基板与所述模板之间,所述导向柱穿过所述顶出板,所述导向柱的底端连接所述基板的顶面,所述导向柱的顶端连接所述模板的底面;所述顶针垂直设于所述顶出板上,所述顶针的底端与所述顶出板连接,所述顶针的顶端向上穿过所述模板、所述模仁至所述电动工具外壳成型部的表面。
8.所述定位机构包括固定柱和定位柱,所述固定柱垂直于所述基板,所述固定柱的底端与所述基板连接,所述固定柱的顶端向上穿过所述顶出板、所述模板和所述模仁至所述嵌件槽的槽底,所述定位柱设于所述固定柱的顶端且位于所述嵌件槽内,所述定位柱上套设有嵌件。
9.优选地,所述定位柱与所述固定柱同轴设置,所述定位柱的外径小于所述固定柱的外径。
10.优选地,所述嵌件的内部设有定位孔,所述定位孔的孔径大于所述定位柱的外径且小于所述固定柱的外径。
11.优选地,所述嵌件的外壁设有多条凸棱,每条凸棱的长度方向平行于所述嵌件的
中轴线,多条凸棱沿所述嵌件的外壁周向间隔均匀排布。
12.优选地,所述固定柱与所述定位柱为一体成型结构。
13.优选地,所述固定柱的顶端设有定位槽,所述定位槽的内壁设有内螺纹;所述定位柱包括螺纹段和定位段,所述螺纹段的外壁设有外螺纹,所述螺纹段与所述定位槽螺纹配合连接,所述定位段处于所述嵌件槽内,所述嵌件套设于所述定位段上。
14.优选地,所述推顶机构还包括推顶套,所述推顶套套设于所述固定柱的外部,所述推顶套的底端与所述顶出板固定连接,所述推顶套的顶端向上延伸至所述嵌件槽的槽底。
15.优选地,所述推顶套的内壁光滑。
16.优选地,所述顶针的顶面轮廓与所述电动工具外壳成型部的表面轮廓相匹配,所述顶针的顶面光滑。
17.优选地,所述模仁上设有两个电动工具外壳成型部,所述顶出机构、所述定位机构均有两组,每个电动工具外壳成型部对应一组顶出机构和一组定位机构。
18.与现有技术相比,本实用新型的有益效果为:本实用新型的嵌件注塑模具中设置定位机构,定位机构包括固定柱和定位柱,定位柱处于电动工具外壳成型部的嵌件槽内,嵌件套设于定位柱上,能够提高嵌件埋入效率和定位精度,注塑过程中,定位柱能够对嵌件进行限位,避免出现嵌件移位现象,提升产品质量,降低生产成本。
附图说明
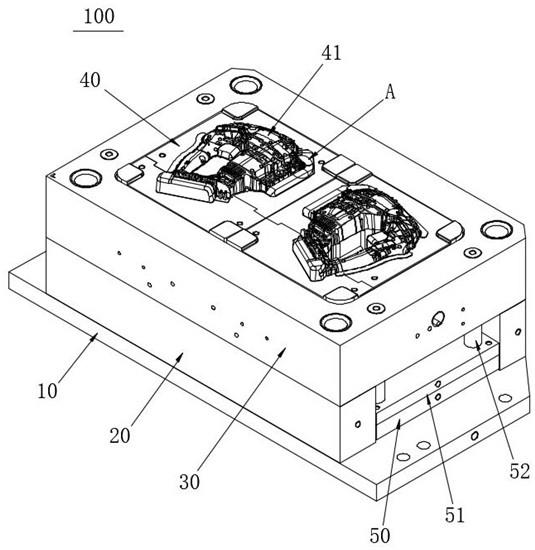
19.图1为本实用新型实施例1的一种电动工具外壳的嵌件注塑模具的立体图;
20.图2为图1中a处的结构放大图;
21.图3为本实用新型实施例1中嵌件的结构示意图;
22.图4为本实用新型实施例1的一种电动工具外壳的嵌件注塑模具的剖视图;
23.图5为本实用新型实施例1的一种电动工具外壳的嵌件注塑模具中定位机构与推顶套、嵌件的剖视结构示意图;
24.图6为本实用新型实施例2的一种电动工具外壳的嵌件注塑模具中定位机构与推顶套、嵌件的拆分剖视结构示意图。
25.图中,100-嵌件注塑模具,10-基板,20-垫块,30-模板,40-模仁,41-电动工具外壳成型部,411-嵌件槽,50-推顶机构,51-顶出板,52-导向柱,53-顶针,54-推顶套,60-定位机构,61-固定柱,611-定位槽,62-定位柱,621-螺纹段,622-定位段,70-嵌件,71-定位孔,72-凸棱。
具体实施方式
26.为使对本实用新型的目的、构造、特征及其功能有进一步的了解,兹配合实施例详细说明如下。
27.请结合参见图1至图5,图1为本实用新型实施例1的一种电动工具外壳的嵌件注塑模具的立体图;图2为图1中a处的结构放大图;图3为本实用新型实施例1中嵌件的结构示意图;图4为本实用新型实施例1的一种电动工具外壳的嵌件注塑模具的剖视图;图5为本实用新型实施例1的一种电动工具外壳的嵌件注塑模具中定位机构与推顶套、嵌件的剖视结构示意图。
28.本实用新型的一种电动工具外壳的嵌件注塑模具100,包括基板10、垫块20、模板30、模仁40、推顶机构50和定位机构60,垫块20设于基板10的顶面两侧,模板30设于垫块20上,模板30平行于基板10。模仁40设于模板30的顶面中部,模仁40上设有电动工具外壳成型部41,电动工具外壳成型部41上设有嵌件槽411。应用中,嵌件槽411内埋置嵌件70,定位机构60用于对嵌件70进行定位,电动工具外壳成型部41用于实现电动工具外壳的注塑成型,推顶机构50用于将注塑成型后的电动工具外壳顶出,使其脱离电动工具外壳成型部41,方便取出。
29.具体地,推顶机构50包括顶出板51、导向柱52和顶针53,顶出板51可运动地设于基板10与模板30之间,顶出板51平行于基板10。导向柱52垂直设于基板10与模板30之间,导向柱52穿过顶出板51,导向柱52的底端连接基板10的顶面,导向柱52的顶端连接模板30的底面。顶针53垂直设于顶出板51上,顶针53的底端与顶出板51连接,顶针53的顶端向上穿过模板30、模仁40至电动工具外壳成型部41的表面。应用中,注塑机中的气缸等驱动机构能够驱动顶出板51上下运动,顶出板51带动顶针53同步运动。注塑成型后,注塑机开模,顶出板51带动顶针53向上运动,顶针53能够将电动工具外壳成型部41上的成品顶出,使其脱离电动工具外壳成型部41,方便取出。在顶出板51上下运动的过程中,导向柱52用于使顶出板51始终沿直线运动,保证整体工作稳定性和可靠性。
30.优选地,顶针53的顶面轮廓与电动工具外壳成型部41的表面轮廓相匹配,能够保证成品质量。顶针53的顶面光滑,能够减少对成品的破坏。
31.定位机构60包括固定柱61和定位柱62,固定柱61垂直于基板10,固定柱61的底端与基板10连接,固定柱61的顶端向上穿过顶出板51、模板30和模仁40至嵌件槽411的槽底,定位柱62设于固定柱61的顶端且位于嵌件槽411内,定位柱62上套设有嵌件70。在一优选实施例中,定位柱62与固定柱61同轴设置,定位柱62的外径小于固定柱61的外径。对应地,嵌件70的内部设有定位孔71,定位孔71的孔径大于定位柱62的外径且小于固定柱61的外径。埋置嵌件70时,嵌件70套设于定位柱62上,嵌件70的底面与固定柱61的顶面接触,定位柱62能够保证嵌件70定位精准,提高嵌件70埋入效率,且在注塑过程中,定位柱62能够对嵌件70进行限位,避免嵌件70移位,提高嵌件70在成品中的定位精度,提升产品的平整度和良品率。
32.请参见图3,在一实施例中,嵌件70的外壁设有多条凸棱72,每条凸棱72的长度方向平行于嵌件70的中轴线,多条凸棱72沿嵌件70的外壁周向间隔均匀排布。注塑过程中,塑料等熔融材料能够进入多条凸棱72之间的间隙内,从而增强注塑成型一体化产品的结构强度,避免嵌件70脱落。
33.本实用新型的优选实施例中,推顶机构50还包括推顶套54,推顶套54套设于固定柱61的外部,推顶套54的底端与顶出板51固定连接,推顶套54的顶端向上延伸至嵌件槽411的槽底。当顶出板51向上运动时,能够带动推顶套54同时向上运动,推顶套54用于推动嵌件槽411处的成品部分,使其脱离电动工具外壳成型部41。
34.优选地,推顶套54的内壁光滑,能够减小与固定柱61之间的摩擦,减少磨损,延长嵌件注塑模具100的使用寿命。
35.本实用新型实施例1中,模仁40上设有两个电动工具外壳成型部41,顶出机构50、定位机构60均有两组,每个电动工具外壳成型部41对应一组顶出机构50和一组定位机构
60。如此,能够同时进行双工位的电动工具外壳的注塑成型,提高生产效率。
36.本实用新型实施例1中,固定柱62与定位柱62为一体成型结构,强度高,寿命长。
37.请参见图6,图6为本实用新型实施例2的一种电动工具外壳的嵌件注塑模具中定位机构与推顶套、嵌件的拆分剖视结构示意图。本实用新型实施例2中,固定柱61与定位柱62为分体式连接结构,具体地,固定柱61的顶端设有定位槽611,定位槽611的内壁设有内螺纹;定位柱62包括螺纹段621和定位段622,螺纹段621的外壁设有外螺纹,螺纹段621与定位槽611螺纹配合连接,定位段622处于嵌件槽411内,嵌件70套设于定位段622上。定位机构60采用分体式结构,当定位柱62长时间使用后变形或磨损时,可以只将定位柱62拆下更换,而不必将固定柱61也一起拆下,从而能够降低更换成本,节省更换时间。
38.当然,在其他实施例中,固定柱61与定位柱62的连接还可以采用其他合理的方式,如焊接连接、过盈配合等方式,本实用新型对此并不限定。
39.综上所述,本实用新型的嵌件注塑模具中设置定位机构,定位机构包括固定柱和定位柱,定位柱处于电动工具外壳成型部的嵌件槽内,嵌件套设于定位柱上,能够提高嵌件埋入效率和定位精度,注塑过程中,定位柱能够对嵌件进行限位,避免出现嵌件移位现象,提升产品质量,降低生产成本。
40.本实用新型已由上述相关实施例加以描述,然而上述实施例仅为实施本实用新型的范例。必需指出的是,已揭露的实施例并未限制本实用新型的范围。相反地,在不脱离本实用新型的精神和范围内所作的更动与润饰,均属本实用新型的专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1