一种V型迷宫式焊模的制作方法
一种v型迷宫式焊模
技术领域
1.本技术涉及焊接模具技术领域,具体涉及一种v型迷宫式焊模。
背景技术:
2.救生筏是指船上供救生用的无自航能力的舟具。救生筏内备有一定数量的食品和淡水,供乘员在海上漂流待援使用,救生筏按其结构形式可分为刚性救生筏和充气救生筏两类。充气救生筏一般使用橡胶材料制成的上下浮胎提供浮力,以双层防水尼龙布制成篷帐,是一种由气体充胀成圆形、椭圆形或多边形等带有篷帐的小筏。
3.传统的救生筏浮胎和蓬柱都是橡胶材质,可以通过胶水粘接,当浮胎和蓬柱充气成型后成圆柱形,橡胶筏可通过放样来实现匹配。随着工艺的进步,市场上逐渐出现了tpu材质的救生筏,这些救生筏一般使用热压焊接进行连接。
4.但是,现有的焊接模具存在以下缺陷:由于救生筏的蓬柱和浮胎之间通常为闭环式连接结构,开始对一端进行焊接时为开放式结构,焊接完成后能够较为容易的将救生筏取下,但对另一端完成焊接后救生筏变为闭环结构,取下救生筏则需要拆下焊接模具,操作较为复杂,生产效率较低。
技术实现要素:
5.本技术的一个目的在于提供一种能够降低救生筏在焊模上拿出和放入难度的v型迷宫式焊模。
6.为达到以上目的,本技术采用的技术方案为:一种v型迷宫式焊模,包括固定模,所述固定模包括连接端和焊接端,所述连接端适于连接焊接设备,所述固定模内开设有连接所述焊接端的容置通道,所述固定模在所述连接端一侧设置有通过口,所述焊接端处的焊接件适于穿过所述容置通道并从所述通过口穿出,所述通过口一侧设置有可开启的活动模,所述活动模开启时,所述焊接件适于从所述焊接端脱离所述固定模。
7.作为改进,所述固定模在所述焊接端开设有连接口,所述活动模适于安装至所述连接口内,所述固定模和所述活动模之间设置有至少一个定位装置,所述定位装置适于使所述活动模和所述固定模配合在所述焊接端形成平整的焊接面。
8.作为改进,所述连接口贯穿连通所述连接端和所述焊接端,所述活动模的两侧与所述连接口滑动连接,所述通过口设置于所述活动模上。
9.作为改进,所述通过口的主体形状为u字形,所述活动模的顶部和所述连接端形成平整的连接面。
10.作为一种优选,所述连接口的两侧开设有第一卡接滑槽,所述活动模两侧适于和所述第一卡接滑槽配合卡接。
11.作为改进,所述第一卡接滑槽的横截面形状包括u字形或v字形。
12.作为另一种优选,所述活动模的两侧开设有第二卡接滑槽,所述连接口的两侧适于和所述第二卡接滑槽配合卡接。
13.作为改进,所述第二卡接滑槽的横截面形状包括u字形或v字形。
14.具体的,所述定位装置包括锁头和锁扣,所述锁头和所述锁扣分别设置于所述活动模和所述固定模上,所述锁扣适于卡接固定所述锁头。
15.作为改进,所述定位装置的数量为两个,所述定位装置分别对称设置于所述活动模的两侧。
16.与现有技术相比,本技术的有益效果在于:将焊接模具设计为可拆分式结构,救生筏的焊接件能够在活动模打开时较为轻松拿出和放入固定模,这些过程中可以不需要将固定模从焊接设备上取下,只需打开活动模即可完成该操作,打开活动模后,通过口不会被阻拦,焊接件能够直接放入通过口或从通过口处取出,从而降低焊接前后焊接件的装卸难度,有效的提升生产效率,实现救生筏蓬柱和浮胎一次焊接成型,且保证焊接密封效果。
附图说明
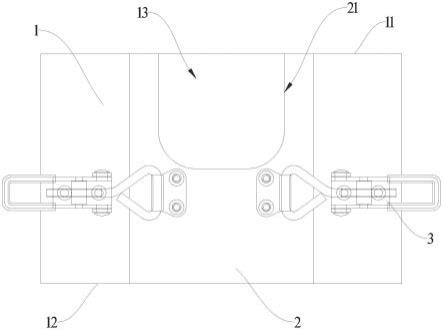
17.图1是根据本技术的一个优选实施例的主视图;
18.图2是根据本技术的一个优选实施例的活动模打开时的主视图;
19.图3是根据本技术的一个优选实施例的俯视图;
20.图4是根据本技术的一个优选实施例的活动模打开时的俯视图;
21.图5是根据本技术的一个优选实施例的内部结构视图。
22.图中:1、固定模;11、连接端;12、焊接端;13、容置通道;14、连接口;141、第一卡接滑槽;2、活动模;21、通过口;3、定位装置;31、锁头;32、锁扣。
具体实施方式
23.下面,结合具体实施方式,对本技术做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
24.在本技术的描述中,需要说明的是,对于方位词,如有术语“中心”、“横向”、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本技术的具体保护范围。
25.需要说明的是,本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
26.本技术的说明书和权利要求书中的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
27.下面结合附图对本技术做进一步说明:
28.如图1至5所示,本技术的一个优选实施例包括固定模1,固定模1包括连接端11和焊接端12,连接端11适于连接焊接设备,焊接设备能够控制固定模1进行下压,也能够对固定模1进行通电,利用强电流实现模具的升温加热,实现热压焊接操作。
29.固定模1内开设有连接焊接端12的容置通道13,固定模1在连接端11一侧设置有通
过口21,焊接端12处的焊接件(蓬柱或浮胎)适于穿过容置通道13并从通过口21穿出,通过口21一侧设置有可开启的活动模2,活动模2开启时,焊接件适于从焊接端12脱离固定模1,固定模1和活动模2配合形成环形焊接模,容置通道13为作为内环,救生筏的焊接件能够容置在容置通道13内,然后从通过口21穿出,方便对救生筏闭环结构的环形焊接。
30.救生筏的焊接件能够在活动模2打开时较为轻松拿出和放入固定模1,这些过程中可以不需要将固定模1从焊接设备上取下,只需打开活动模2即可完成该操作,打开活动模2后,通过口21不会被阻拦,焊接件能够直接放入通过口21或从通过口21处取出,从而降低焊接前后焊接件的装卸难度,有效的提升生产效率,实现救生筏蓬柱和浮胎一次焊接成型,且保证焊接密封效果。
31.固定模1在焊接端12开设有连接口14,活动模2适于安装至连接口14内,固定模1和活动模2之间设置有至少一个定位装置3,定位装置3适于使活动模2和固定模1配合在焊接端12形成平整的焊接面,避免在焊接面产生缝隙引起打火现象导致模具和救生筏烧毁,定位装置3能够起到快速定位的作用,使活动模2和固定模1之间的位置进行固定,避免活动模2发生活动产生缝隙。
32.连接口14贯穿连通连接端11和焊接端12,活动模2的两侧与连接口14滑动连接,通过口21设置于活动模2上,该设计能够降低活动模2和固定模1的设计加工难度,活动模2和固定模1的连接接触部位只有两侧,且为一条直线,能够提升加工精密度,减少活动模2和固定模1之间的缝隙。
33.通过口21的主体形状为u字形,救生筏为tpu材质,质地柔软,u字形结构能够减少救生筏和通过口21之间的磨损,避免救生筏破损破口,影响良品率。
34.活动模2的顶部和连接端11形成平整的连接面,能够减少活动模2和固定模1之间的缝隙,避免在连接面产生缝隙引起打火现象,损坏模具和焊接设备。
35.连接口14的两侧开设有第一卡接滑槽141,活动模2两侧适于和第一卡接滑槽141配合卡接,第一卡接滑槽141的横截面形状包括u字形或v字形,优选使用v字形,第一卡接滑槽141起到导轨作用,能够引导活动模2和固定模1之间的连接。
36.由于活动模2和固定模1之间为可拆分式结构,且固定模1和活动模2之间会通过强电流,若固定模1和活动模2之间的缝隙较大,则强电流通过时可能会引起打火现象,会烧毁模具和tpu材料,v字形迷宫式连接结构既能够降低活动模2和固定模1之间的连接难度,也能够减少活动模2和固定模1之间的间隙,避免在通过强电流的情况下引起打火现象。
37.定位装置3优选使用快速卡扣结构,定位装置3包括锁头31和锁扣32,锁头31和锁扣32分别设置于活动模2和固定模1上,锁扣32适于卡接固定锁头31,锁头31通过m4*8沉头螺钉安装在活动模2上,结构简单,安装和操作方便。
38.定位装置3的数量为两个,定位装置3分别对称设置于活动模2的两侧,能够平衡活动模2的受力,进一步避免活动模2松动导致缝隙产生,增加结构的稳定性。
39.本技术的另一个优选实施例的活动模2的两侧开设有第二卡接滑槽,连接口14的两侧适于和第二卡接滑槽配合卡接,第二卡接滑槽的横截面形状包括u字形或v字形,优选使用v字形,可以在活动模2的两侧进行开槽和固定模1连接,与连接口14两侧开设第一卡接滑槽141的方式具有相同的安装难度、结构强度和结构稳定性。
40.以上描述了本技术的基本原理、主要特征和本技术的优点。本行业的技术人员应
该了解,本技术不受上述实施例的限制,上述实施例和说明书中描述的只是本技术的原理,在不脱离本技术精神和范围的前提下本技术还会有各种变化和改进,这些变化和改进都落入要求保护的本技术的范围内。本技术要求的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1