一种PVC塑钢门窗型材挤压装置的制作方法
一种pvc塑钢门窗型材挤压装置
技术领域
1.本实用新型涉及塑钢门窗材料加工技术领域,特别是涉及一种pvc塑钢门窗型材挤压装置。
背景技术:
2.塑钢门窗是以聚氯乙烯(upvc)树脂为主要原料,加上一定比例的稳定剂、着色剂、填充剂、紫外线吸收剂等,经挤出成型材,然后通过切割、焊接或螺接的方式制成门窗框扇。配装上密封胶条、毛条、五金件等,同时为增强型材的刚性,超过一定长度的型材空腔内需要填加钢衬(加强筋),这样制成的门户窗,称之为塑钢门窗。
3.授权公告号为cn209158867u的中国专利公开了一种pvc板材挤出成型装置,该装置对挤出腔的内部进行隔离,避免原料残留在挤出腔的内部,可在挤出的过程对融化pvc原料进行充分加热,避免原料凝固,使得融化pvc塑料能够在成型腔内部完全成型后在通过后续原料推进从而挤出。
4.但是该装置仍然存在着不足之处:在料斗下料的时候,原料极易黏附在料斗内壁上,清理困难,并且该装置在挤出腔内的控温结构复杂,加工困难,并且后期维修更换难度大。
技术实现要素:
5.本实用新型目的是针对背景技术中存在的问题,提出一种pvc塑钢门窗型材挤压装置。
6.本实用新型的技术方案:一种pvc塑钢门窗型材挤压装置,包括操作台、轴套、皮带、金属输料管、电磁加热线圈和模具。操作台上设置支架,支架上设置储料桶,储料桶上设置与其内部连通的进料管,储料桶上设置电机a。储料桶内转动设置搅拌轴,电机a驱动连接搅拌轴,搅拌轴上设置电热搅拌桨。轴套转动设置在搅拌轴上,轴套上设置刮板,刮板的外壁与储料桶的内壁贴合,电热搅拌桨位于刮板的内侧。搅拌轴上设置齿轮a,储料桶的顶板上转动设置转轴,转轴上设置齿轮b和齿轮c,齿轮a与齿轮b通过皮带传动连接。轴套上设置齿轮d,齿轮d与齿轮c啮合连接。金属输料管设置在储料桶的下方,储料桶的底部设置下料管,下料管的下端插入金属输料管内,金属输料管内转动设置螺旋输送轴。金属输料管的侧面设置电机b,电机b驱动连接螺旋输送轴。电磁加热线圈设置在操作台上,金属输料管位于电磁加热线圈的内侧。模具设置在金属输料管的出料侧,金属输料管的输出端与模具的输入端连接。
7.优选的,储料桶上设置与其内部连通的排气管。
8.优选的,储料桶的顶板下方设置隔离罩,齿轮a、齿轮b、齿轮c和齿轮d均位于隔离罩内部,搅拌轴、轴套和转轴均与隔离罩转动连接。
9.优选的,操作台上设置垫板,金属输料管与垫板连接。
10.优选的,操作台上设置防护罩,电磁加热线圈位于防护罩内。
11.优选的,金属输料管的壳体内部设置保温层。
12.优选的,操作台的底部设置支撑脚,支撑脚的底部设置万向轮,万向轮上设置自锁组件。
13.与现有技术相比,本实用新型具有如下有益的技术效果:
14.通过在储料桶内设置电热搅拌桨,利用电热搅拌桨带动储料桶内的原料进行搅动,使原料的温度保持一致,从而有效防止原料凝固结块,并且设置了刮板,利用刮板对储料桶的内壁刮动,一方面可以防止原料凝固在桶壁上,另一方面还可以使桶壁上附着的原料刮除干净并顺着下料管排出;并且设置了齿轮a、齿轮b、齿轮c和齿轮d的配合结构,利用同一个电机驱动搅拌桨和刮板不同速转动,节能环保,同时本实用新型采用电磁加热线圈对金属输料管进行加热,防止原料在管道内部输送的过程中由于低温而结块。
附图说明
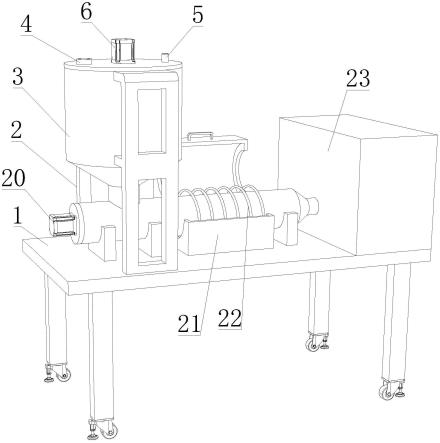
15.图1为本实用新型中一种实施例的结构示意图;
16.图2为图1中储料桶的内部结构图;
17.图3为图2中a部分的放大图。
18.附图标记:1、操作台;2、支架;3、储料桶;4、进料管;5、排气管;6、电机a;7、搅拌轴;8、电热搅拌桨;9、轴套;10、刮板;11、齿轮a;12、转轴;13、齿轮b;14、皮带;15、齿轮c;16、齿轮d;17、下料管;18、金属输料管;19、螺旋输送轴;20、电机b;21、防护罩;22、电磁加热线圈;23、模具。
具体实施方式
19.实施例一
20.如图1-3所示,本实用新型提出的一种pvc塑钢门窗型材挤压装置,包括操作台1、轴套9、皮带14、金属输料管18、电磁加热线圈22和模具23。操作台1上设置支架2,支架2上设置储料桶3,储料桶3上设置与其内部连通的进料管4,储料桶3上设置电机a6。储料桶3内转动设置搅拌轴7,电机a6驱动连接搅拌轴7,搅拌轴7上设置电热搅拌桨8。轴套9转动设置在搅拌轴7上,轴套9上设置刮板10,刮板10的外壁与储料桶3的内壁贴合,电热搅拌桨8位于刮板10的内侧。搅拌轴7上设置齿轮a11,储料桶3的顶板上转动设置转轴12,转轴12上设置齿轮b13和齿轮c15,齿轮a11与齿轮b13通过皮带14传动连接。轴套9上设置齿轮d16,齿轮d16与齿轮c15啮合连接。金属输料管18设置在储料桶3的下方,储料桶3的底部设置下料管17,下料管17的下端插入金属输料管18内,金属输料管18内转动设置螺旋输送轴19。金属输料管18的侧面设置电机b20,电机b20驱动连接螺旋输送轴19。电磁加热线圈22设置在操作台1上,金属输料管18位于电磁加热线圈22的内侧。模具23设置在金属输料管18的出料侧,金属输料管18的输出端与模具23的输入端连接。
21.本实施例中,在加工的过程中,先启动电磁加热线圈22对金属输料管18进行预热,随后将原来沿进料管4加入储料桶3内,启动电机a6,电机a6驱动搅拌轴7和电热搅拌桨8对原料进行搅拌并使原料始终处于高温理想状态,储料桶3内壁在此时极易附着原料,而电机a6在带动搅拌轴7转动的同时齿轮a11会带动齿轮b13转动,而齿轮b13与齿轮c15一体化设计,齿轮c15带动齿轮d16转动,而齿轮d16则带动轴套12转动,刮板10以低于搅拌轴7的速度
转动并将桶壁上的原料刮动并倾斜向下推向下料管17,原料进入金属输料管18,启动电机b20,电机b20驱动螺旋输送轴19转动,从而推动原料进入模具内开始挤压成型。
22.实施例二
23.如图1和2所示,本实用新型提出的一种pvc塑钢门窗型材挤压装置,相较于实施例一,储料桶3上设置与其内部连通的排气管5,储料桶3的顶板下方设置隔离罩,齿轮a11、齿轮b13、齿轮c15和齿轮d16均位于隔离罩内部,搅拌轴7、轴套9和转轴12均与隔离罩转动连接。
24.本实施例中,由于沿着进料管4加入原料的时候,储料桶3内的空气受到挤压,此时桶内空气沿着排气管5排出,使进料不受阻。设置隔离罩的目的在于将各齿轮与原料隔离开,防止其粘上原料后冷却凝固,对传动造成阻碍。
25.实施例三
26.如图1所示,本实用新型提出的一种pvc塑钢门窗型材挤压装置,相较于实施例一,金属输料管18的壳体内部设置保温层,操作台1上设置防护罩21,电磁加热线圈22位于防护罩21内。
27.本实施例中,由于电磁加热线圈22在工作的时候温度高,加设防护罩21可以有效的防止工作人员烫伤。
28.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于此,在所属技术领域的技术人员所具备的知识范围内,在不脱离本实用新型宗旨的前提下还可以作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1